1.本发明涉及金属固态沉积技术领域,具体而言,涉及金属固态沉积装置、方法和表面具有金属层的材料。
背景技术:
2.金属固态沉积是以高压气体为加速能量源,通过对进入拉法尔喷嘴的微米级颗粒进行加速,并使微米级固态颗粒极高的速度碰撞到待沉积基体表面,通过颗粒和基体材料的强塑性变形而完成沉积的一种新型沉积技术。与传统的材料熔化凝固的材料沉积技术相比,金属固态沉积过程中,材料始终维持固态,制造过程中颗粒不易发生氧化、分解、晶粒长大等现象,可使沉积体的成分及显微组织结构与粉末颗粒保持一致,特别适用于温度敏感材料的涂层制备。然而金属固态沉积,材料的界面结合以机械咬合为主,涂层与基体间界面结合弱,涂层自身强度低。虽然使用氦气作为起源可以大幅优化金属固态沉积体的单纯的微观组织,提升性能,但氦气过高的成本使其在工业应用中极其受限。近年来,人们开始将激光引入金属固态沉积技术,通过激光对金属固态沉积材料进行预热。进而改善材料的力学性能和碰撞沉积状态,提高金属固态沉积层的厚度、沉积效率、致密度和结合强度。尽管激光的加热作用,优化了金属固态沉积体的组织结构,提升了其界面结合力、降低了涂层孔隙率。但是高能量远激光的引入,也使金属固态沉积体内应力出现了压应力为主到拉应力为主的改变。制造过程中,随着激光对材料的不断加热,拉应力持续积累,当单层涂层厚度>0.3mm,或涂层整体厚度>2mm时,应力极易超过涂层与基体的界面结合强度和自身强度,涂层与基体界面和涂层自身均存在极大的开裂风险。受零件材质、大小的限制,利用后处理去除涂层内应力的方法并不合适。尽管可以再引入激光头对材料进行后处理,但激光的辐照只能作用材料表面,材料由表及里温度由高到低,无法实现均匀去应力。同时多激光技术的应用,工艺复杂,成本过高,且银、铜、铝、铂等高激光反射金属及合金材料使用效果有限。激光还存在光电转换率低,能量利用率低,存在能量浪费问题。
3.因此,需要开发一种结构简单、易于操作、成本低廉的一种高性能金属固态沉积增材制造方法。
技术实现要素:
4.本发明的目的包括提供一种金属固态沉积装置、方法和表面具有金属层的材料。
5.本发明的实施例可以这样实现:
6.第一方面,本发明提供一种金属固态沉积装置,包括第一电磁感应线圈、喷涂装置、第二电磁感应线圈、电源及测温相机,喷涂装置包括可产生超音速射流的拉法尔喷嘴,喷嘴位于第一电磁感应线圈和第二电磁感应线圈之间,第一电磁感应线圈的轴线、第二电磁感应线圈的轴线与喷嘴的朝向平行;电源与第一电磁感应线圈以及第二电磁感应线圈电连接,测温相机与电源通信连接,测温相机用于时刻监控沉积区域基体与沉积层的温度,随时将温度信号反馈至电源,电源根据温度信号调整输入功率和频率,以改变第一电磁感应
线圈和第二电磁感应线圈的加热温度。
7.在可选的实施方式中,第一电磁感应线圈垂直于其轴线上的截面为正方形或长方形;第二电磁感应线圈垂直于其轴线上的截面为正方形或长方形。
8.在可选的实施方式中,第一电磁感应线圈和第二电磁感应线圈均由金属管围绕磁芯绕成,金属管具有中空的冷却水通道。
9.第二方面,本发明提供一种金属固态沉积增材制造方法,采用上述的金属固态沉积装置在基体表面沉积金属层,包括:按照使第一电磁感应线圈、喷嘴以及第二电磁感应线圈依次经过基体的待沉积区表面的方式对基体进行扫描,扫描时,喷嘴始终朝向基体表面。
10.在可选的实施方式中,第一电磁感应线圈和第二电磁感应线圈连接,与第一电磁感应线圈连接的电源变压器的振荡频率为100-300khz。
11.在可选的实施方式中,电源变压器的工作参数为压三相380v,功率为200-300kw,采用温度控制模式。
12.在可选的实施方式中,喷嘴喷射的金属粉的颗粒速度为200-1800m/s,温度为25-1500℃且小于粉末材料的熔点。
13.在可选的实施方式中,金属粉为纯金属粉、合金粉或金属基复合粉。
14.在可选的实施方式中,第一电磁感应线圈与基体表面的距离小于8mm。
15.在可选的实施方式中,经喷嘴扫描后在基体表面形成金属层,金属层与第二电磁感应线圈的距离小于8mm。
16.在可选的实施方式中,喷嘴与第一电磁感应线圈的距离为20~80mm,喷嘴与第二电磁感应线圈的距离为20~80mm。
17.在可选的实施方式中,第一电磁感应线圈和第二电磁感应线圈均由金属管绕成,金属管具有中空的冷却水通道;工作时,向第一电磁感应线圈和第二电磁感应线圈的冷却水通道内通入冷却水,冷却水通道内的水压为0.2-0.4mpa,流量为40-60l/min,水温为40-45℃。
18.第三方面,本发明提供一种表面具有金属层的材料,采用上述任一实施方式提供的固态增材制造方法制得。
19.本发明实施例的有益效果包括,例如:
20.本技术提供的方案,由于在金属层沉积前后采用两个电磁感应线圈分别对基体进行感应加热和刚沉积的金属层进行感应加热,如此不但有效优化了颗粒和基体,颗粒和颗粒之间界面的结合,还消除了热应力引入带来涂层开裂风险,使高性能金属固态沉积增材制造成为可能;此外,本技术提供的方案材料适用范围广。
附图说明
21.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
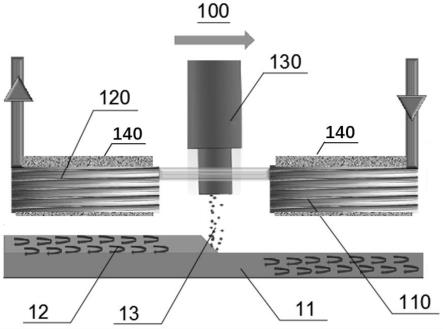
22.图1为本技术实施例提供的金属固态沉积装置工作时的原理图;
23.图2为本技术实施例提供的金属固态沉积装置的俯视图;
24.图3为本技术涉及到的电磁感应线圈另一种结构图。
25.图标:100-金属固态沉积装置;110-第一电磁感应线圈;120-第二电磁感应线圈;130-喷嘴;140-磁芯;11-基体;12-金属层;13-金属粉。
具体实施方式
26.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
27.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
29.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
31.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
32.请参考图1和图2,本技术实施例提供一种金属固态沉积装置100,包括第一电磁感应线圈110、喷涂装置(图未示)、第二电磁感应线圈120、电源(图未示)及测温相机(图未示),喷涂装置包括可产生超音速射流的拉法尔喷嘴130,喷嘴130位于第一电磁感应线圈110和第二电磁感应线圈120之间,第一电磁感应线圈110的轴线、第二电磁感应线圈120的轴线与喷嘴130的朝向平行;电源与第一电磁感应线圈110以及第二电磁感应线圈120电连接,测温相机与电源通信连接,测温相机用于时刻监控沉积区域基体11与沉积层的温度,随时将温度信号反馈至电源,电源根据温度信号调整输入功率和频率,以改变第一电磁感应线圈110和第二电磁感应线圈120的加热温度。
33.本技术提供的金属固态沉积装置100,用于在基体11表面沉积金属层12,使用时,将第一电磁感应线圈110、喷嘴130以及第二电磁感应线圈120靠近基体11表面,按照第一电磁感应线圈110、喷嘴130以及第二电磁感应线圈120移动轨迹重合依次经过基体11表面的顺序进行扫描,第一电磁感应线圈110通电后产生强烈的交变磁场;该磁场经过基体11表面使基体11待沉积区域处于磁场中,在该磁场作用下基体11表面产生涡旋状感应电流,局部涡旋电流又通过待沉积区域的电阻作用产生热能,从而使待沉积区域自发热,待沉积区域温度升高后使基体11表面得到活化,接下来喷嘴130向活化后的表面喷射金属粉13,使金属粉13沉积形成金属层12,由于基体11表面得到活化,因此金属层12与基体11表面的结合强度高;沉积金属层12后第二电磁感应线圈120立即对金属层12作用,与第一电磁感应线圈
110作用原理相同,金属层12在第二电磁感应线圈120的作用下发热,使金属层12内部的强应力得到去除,从而得到不易开裂的金属层12。电源包括变压器,为电磁感应线圈提供交变电流,并与测温相机配合,使得整个扫描过程实现自动化控温。
34.因此,本技术提供的金属固态沉积装置100,不但有效优化了颗粒和颗粒,颗粒和基体11之间界面的结合,还消除了热应力引入带来涂层开裂风险,使高性能金属固态沉积增材制造成为可能;此外,本技术提供的装置材料适用范围广。
35.优选地,第一电磁感应线圈110垂直于其轴线上的截面为正方形或长方形;第二电磁感应线圈120垂直于其轴线上的截面为正方形或长方形。
36.感应线圈的截面呈方形则对应的磁场的截面积为方形,则基体11受到电磁感应的范围也为方形,如此则能更好更均匀地实现金属层12的沉积。
37.优选地,该截面的边长为1~5mm。
38.优选地,第一电磁感应线圈110和第二电磁感应线圈120均由金属管围绕磁芯140绕成,金属管具有中空的冷却水通道。
39.电磁感应线圈本身具有电阻,长时间通电会发热,为防止电磁感应线圈发热,在线圈内部设置有冷却水通道,用于通入冷却水,对电磁感应线圈进行冷却。在电磁感应线圈中心设置磁芯140可增强电磁感应强度。
40.根据基体11和涂层感应加热温度需要,可通过分别调整第一电磁感应线圈110的圈数和密度、第二电磁感应线圈120圈数和密度以及磁芯140的尺寸来实现。
41.需要说明的是,在本技术的其他实施例中,第一电磁感应线圈110和第二电磁感应线圈120还可以绕成俯视角度下呈蚊香状的形状,这样的形状也可增强电磁感应强度。而两个电磁感应线圈为适应不同的加热需求,线圈大小可自由调整,如图3所示,图3展示了两个俯视时呈蚊香状的电磁感应线圈的三种不同相对大小的结构示意。
42.本技术实施例提供的一种金属固态沉积增材制造方法,采用本技术实施例提供的金属固态沉积装置100在基体11表面沉积金属层12。
43.包括:按照使第一电磁感应线圈110、喷嘴130以及第二电磁感应线圈120依次经过基体11的待沉积区表面的方式对基体11进行扫描,扫描时,喷嘴130始终朝向基体11表面。
44.本技术提供的金属固态沉积增材制造方法由于采用本技术实施例提供的装置对基体11表面进行扫描以沉积金属层12,因此,本技术提供的方法可获得结合强度高的金属层12,该金属层12不易开裂。
45.需要说明的是,采用本技术提供的方法在基体11表面增材制造沉积涂层,可通过多遍扫描的方式来达到沉积目标厚度涂层的目的。
46.优选地,本技术提供的方法中所使用的金属粉13可以是纯金属粉13、合金粉或金属基复合粉。本技术提供的方法中基体11的材料可以是铜合金、铝合金或碳钢。
47.优选地,为了保证金属层12与基体11的结合强度,喷嘴130喷射的金属粉13的颗粒速度为200-1800m/s(例如200m/s、400m/s、600m/s或800m/s),温度为25-1500℃且小于金属粉13的熔点。
48.优选地,第一电磁感应线圈110和第二电磁感应线圈120连接,为获得稳定、强烈、而又不至于对基体11或刚沉积的金属层12产生不利影响的交变磁场,与第一电磁感应线圈110连接的电源变压器的振荡频率为100-300khz,例如100khz、200khz或300khz。
49.更进一步地,为了使得沉积得到的金属层12具有更好的性能,电源变压器的工作参数为压三相380v,功率为200-300kw,采用温度控制模式。
50.优选地,为了保证使基体11能够处于电磁感应范围内,第一电磁感应线圈110与基体11表面的距离小于8mm。
51.优选地,为了保证使刚沉积的金属层12能够处于电磁感应范围内,经喷嘴130扫描后在基体11表面形成金属层12,金属层12与第二电磁感应线圈120的距离小于8mm。
52.优选地,由于金属层12沉积时,喷嘴130向基体11表面喷射高速金属粉13,金属粉13撞击喷嘴130表面可能会有部分粉末飞溅,为避免粉末飞溅至电磁感应线圈上或磁场内影响沉积效果,喷嘴130与第一电磁感应线圈110的距离为20~80mm,喷嘴130与第二电磁感应线圈120的距离为20~80mm。
53.优选地,为了避免金属层12沉积时电磁感应线圈温度过高,在工作时,同时向电磁感应线圈内通入冷却水对其进行降温,冷却水通道内的水压为0.2-0.4mpa,流量为40-60l/min,水温为40-45℃。
54.本技术实施例还提供了表面具有金属层12的材料,采用本技术实施例提供的增材制造方法制得。因此该材料表面金属层12的结合强度高。
55.下面结合具体实施例以及对比例对本技术进行进一步说明。
56.实施例1
57.本实施例中基体11为45#钢,金属粉13为316l不锈钢粉。
58.拉法尔喷嘴130以90度夹角正对基体11表面,每个电磁感应线圈的中空通道正对基体11表面,拉法尔喷嘴130与电磁感应线圈联动,移动轨迹重合对基体11表面进行扫描。
59.通过专用的电源变压器(功率250kw,振荡频率200khz)产生的高频电流与第一电磁感应线圈110和第二电磁感应线圈120连接,形成强烈的交变磁场;第一电磁感应线圈110产生的磁场与待沉积区域形成磁回路,使得在基体11表面产生涡旋状感应电流,使对应基体11表面区域发热,温度约为800℃;第二电磁感应线圈120与已沉积涂层形成磁回路,使得在刚沉积316l不锈钢涂层中产生涡旋状感应电流,使刚沉积有涂层的区域发热,温度约为700℃;金属固态沉积工作压力3mpa,温度800℃。从喷嘴130射出的固态316l不锈钢粉末始终撞击沉积在经过感应线圈加热活化的45#钢基体11或已沉积316l涂层表面进而形成新的涂层,而新形成的涂层很快便会被随后扫过的线圈加热以去除材料内部的强内应力。通过非对称c形感应线圈与金属固态沉积技术的适配结合,材料应用范围广,不但有效优化了316l不锈钢颗粒/颗粒,316l不锈钢颗粒/45#钢基体11界面的结合,还消除了热应力引入带来涂层开裂风险,使高性能金属固态沉积增材制造成为可能。
60.316l不锈钢颗粒的喷涂速度为800m/s,温度为600℃。
61.线圈管道为正方形,边长3mm;冷却水压:0.3mpa,流量:50l/min,水温保护点:42℃;
62.进行涂层沉积时,第一电磁感应线圈110与45#钢基体11的距离约为3mm;
63.第二电磁感应线圈120与刚沉积的316l不锈钢涂层的距离约为3mm;
64.拉法尔喷嘴130位于第一电磁感应线圈110和第二电磁感应线圈120的中间,与两个电磁感应线圈的距离均为40mm。
65.经检测,本实施例在45#钢表面制备的316l涂层结合强度>80mpa,单层涂层(在基
体11表面扫描一遍后的涂层)厚度可大于0.3mm,涂层整体(在基体11表面多遍扫描后的整体涂层)厚度可大于5mm,整个沉积体不出现横向/纵向裂纹,涂层孔隙率小于0.5%。
66.实施例2
67.本实施例与实施例1基本相同,不同之处仅在于,振荡频率为50khz。
68.经检测,本实施例在45#钢表面制备的316l涂层结合强度为62mpa,单层涂层(在基体11表面扫描一遍后的涂层)厚度可大于0.3mm,涂层整体(在基体11表面多遍扫描后的整体涂层)厚度可大于5mm,整个沉积体不出现横向/纵向裂纹,涂层孔隙率小于0.4%。
69.实施例3
70.本实施例与实施例1基本相同,不同之处仅在于,振荡频率为400khz。
71.经检测,本实施例在45#钢表面制备的316l涂层结合强度>80mpa,单层涂层(在基体11表面扫描一遍后的涂层)厚度可大于0.2mm,涂层整体(在基体11表面多遍扫描后的整体涂层)厚度可大于3mm,整个沉积体不出现横向/纵向裂纹,涂层孔隙率小于0.8%。
72.对比例1
73.本对比例与实施例1基本相同,不同之处仅在于:未采用电磁感应加热装置。其余条件(包括结构,材料、参数等)均与实施例1相同。
74.经检测,316l涂层与45#钢之间结合强度12mpa,当单涂层整体厚度可大于2mm时,整个沉积体从基体11表面掉落。
75.对比例2
76.本对比例与实施例1基本相同,不同之处仅在于:仅设置第一电磁感应线圈110通电,未设置第二电磁感应线圈120。其余条件(包括结构,材料、参数等)均与实施例1相同。
77.经检测,316l涂层与45#钢之间结合强度>80mpa,当单层涂层厚度可大于0.3mm,涂层整体厚度可大于5mm,整个沉积体出现纵向裂纹,涂层孔隙率>1.5%。
78.对比例3
79.本对比例与实施例1基本相同,不同之处仅在于:第一电磁感应线圈110与基体11的距离为30mm,第二电磁感应线圈120与刚沉积的涂层的距离为30mm。其余条件(包括结构,材料、参数等)均与实施例1相同。
80.本对比例由于无法对基体11和涂层实施有效加热,导致涂层整体厚度大于2mm时,整个沉积体从基体11表面掉落。
81.对比例4
82.本对比例与实施例1基本相同,不同之处仅在于:第一电磁感应线圈110与第二电磁感应线圈120均未设置磁芯140。其余条件(包括结构,材料、参数等)均与实施例1相同。
83.经检测,加热区域温度不均匀,涂层与基体11界面部分区域结合较差,316l涂层与45#钢之间结合强度26mpa,当单涂层整体厚度可大于2.5mm时,整个沉积体从基体11表面掉落,涂层孔隙率>1%。
84.综上,本技术提供的金属固态沉积装置100和方法,由于在金属层12沉积前后采用两个电磁感应线圈分别对基体11进行感应加热和刚沉积的金属层12进行感应加热,如此不但有效优化了颗粒和基体11,颗粒和颗粒之间界面的结合,还消除了热应力引入带来涂层开裂风险,使高性能金属固态沉积增材制造成为可能;此外,本技术提供的方案材料适用范围广。
85.以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
