1.本发明涉及皮革制造技术领域,具体而言,涉及一种用于肤感皮革制造的压延辊及其制备方法和应用。
背景技术:
2.在皮革制备领域中,压延辊表面结构对皮革的触感具有显著影响。目前发现,表面具有微纳结构的压延辊是肤感人造革制备的关键部件之一,是人造革皮肤触感的直接来源,也是肤感人造革制备最核心的技术。
3.针对硬度较高的辊坯,具有微纳双尺度结构的粉末被喷涂到辊坯表面时会出现不同程度的变形,影响压延辊的表面结构,导致皮革的触感不佳,皮革品质降低。
4.鉴于此,特提出本发明。
技术实现要素:
5.本发明的目的在于提供一种用于肤感皮革制造的压延辊及其制备方法和应用。
6.本发明是这样实现的:
7.第一方面,本发明提供一种用于肤感皮革制造的压延辊的制备方法,包括使用柱流喷嘴将具有微纳双尺度结构的粉末撞击至预热好的压延辊辊坯表面,以使得粉末的撞击面在压延辊辊坯表面熔化,进而焊接形成微纳结构涂层;压延辊辊坯的硬度200-700hv。
8.第二方面,本发明提供一种用于肤感皮革制造的压延辊的制备系统,适用于如前述实施方式任一项的制备方法,包括粉末发射单元和辊坯预热单元。
9.粉末发射单元上设置有柱流喷嘴,用于向辊坯表面喷射具有微纳双尺度结构的粉末,辊坯预热单元为激光器,激光器用于向辊坯表面发射激光预热辊坯。
10.第三方面,本发明提供一种如前述实施方式任一项的制备方法或如前述实施方式任一项的系统制得的用于肤感皮革制造的压延辊,包括压延辊辊坯和其表面形成的微纳结构涂层。
11.第四方面,本发明提供一种如前述实施方式任一项制得的用于肤感皮革制造的压延辊在皮革制备领域的应用。
12.本发明具有以下有益效果:
13.本发明提供了一种用于肤感皮革制造的压延辊及其制备方法、系统和应用,通过对压延辊辊坯表面进行预热,使得经过柱流喷嘴的具有微纳双尺度结构的粉末加速、加热,在撞击到压延辊辊坯表面时,粉末动能转化为内能,进而导致具有微纳双尺度结构的粉末与辊坯的接触端熔化,焊接在压延辊辊坯表面。当大量粉末焊接到辊坯表面后,便会在辊坯表面形成一层微纳结构涂层。利用该涂层制得的皮革表面,形成具有微纳二维尺度的结构,优化皮革的皮肤触感。
附图说明
14.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
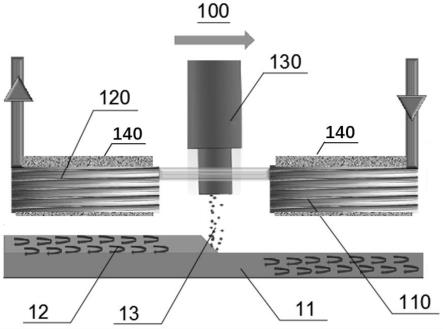
15.图1为本发明实施例1提供的用于肤感皮革制造的压延辊的制备系统的结构示意图;
16.图2为本发明实施例1提供的具有微纳双尺度结构的粉末与辊坯结合的示意图;
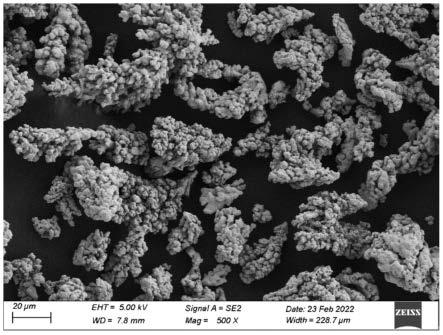
17.图3为本发明实施例2提供的具有微纳双尺度结构的粉末的扫描电镜图;
18.图4为本发明实施例2提供的微纳结构涂层的扫描电镜图。
19.图标:100-用于肤感皮革制造的压延辊的制备系统;111-柱流喷嘴;112-送粉气源;113-送粉系统;114-粉末加热系统;115-加速气源;116-气体加热系统;121-激光器;200-辊坯;300-粉末;310-微纳结构涂层。
具体实施方式
20.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
21.肤感人造革手感丰厚柔软,回弹性好,广泛应用于家具沙发、装饰软包、汽车座椅、汽车内饰及日常生活用品等。表面具有微纳双尺度结构的压延辊是肤感人造革制备的关键部件之一,但目前制备表面具有微纳双尺度结构压延辊主要是利用激光雕刻和腐蚀雕刻两种方法,上述方法存在微纳双尺度结构无法稳定形成、使用寿命短、涂层结合强度低,易脱落、压纹速度低,结构立体感差、辊面尺寸受限,大面积制备不均匀,制造效率低、设备的维护和制造成本高等问题,因此,亟须提供一种新的压延辊制备方法,以克服上述问题。
22.发明人发现,将具有微纳双尺度结构的粉末喷射在辊坯表面可以较佳地形成微纳结构涂层,但针对硬度较大的辊坯,粉末在喷射过程中会携带较大的动能,当其喷射到高硬度的辊坯表面时,粉末容易出现变形,甚至脱落,无法附着在辊坯表面。
23.第一方面,本发明提供一种用于肤感皮革制造的压延辊的制备方法,包括使用柱流喷嘴将具有微纳双尺度结构的粉末撞击至预热好的压延辊辊坯表面,以使得粉末的撞击面在压延辊辊坯表面熔化,进而焊接形成微纳结构涂层;压延辊辊坯的硬度200-700hv。
24.具有微纳双尺度结构的粉末在微观下观测是一种表面具有多个树形分支的立体粉末,由于其具有的特殊形态,当其附着于基体表面后,能够使基体表面形成凹凸不平的微纳结构涂层,该涂层对皮革的纹理形成和触摸质感均有较大的提升。
25.具有微纳双尺度结构的粉末通过柱流喷嘴喷出,由于柱流喷嘴的喷射速度较低,赋予具有微纳双尺度结构的粉末的动能较低,在接触到辊坯表面时,粉末不会变形,同时利用预热好的辊坯表面温度,使得粉末的撞击面在压延辊辊坯表面熔化,进而焊接形成微纳结构涂层。本发明通过对压延辊辊坯表面进行预热,使得经过柱流喷嘴的具有微纳双尺度结构的粉末加速、加热,在撞击到压延辊辊坯表面时,粉末动能转化为内能,进而导致具有
微纳双尺度结构的粉末与辊坯的接触端熔化,焊接在压延辊辊坯表面。当大量粉末焊接到辊坯表面后,便会在辊坯表面形成一层微纳结构涂层。利用该涂层制得的皮革表面,形成具有微纳二维尺度的结构,优化皮革的皮肤触感。
26.在可选的实施方式中,为了使具有微纳双尺度结构的粉末能够稳定地焊接在辊坯表面,同时保证粉末仅有与辊坯接触的接触面熔化,形成较佳的微纳结构涂层,辊坯预热的温度低于粉末熔点的100~500℃。
27.优选地,预热是利用激光对压延辊辊坯进行预热。在其他实施方式中,预热也可以采用电加热、火焰加热等方式实现,只要能够预热辊坯到指定温度即可,本发明对此不做限定。
28.优选地,压延辊辊坯为碳钢材质,碳钢的硬度较大,成本较低,是制备压延辊辊坯的重要材料之一,但由于其过高的硬度也对其表面形成微纳结构涂层具有一定的限制作用。本发明通过对辊坯表面进行预热以及柱流喷嘴低速喷出具有微纳双尺度结构的粉末,解决了碳钢压延辊辊坯表面难以形成结构较佳的微纳结构涂层的问题。
29.在可选的实施方式中,为了赋予微纳结构涂层优良的综合性能,例如耐腐蚀性、抗氧化性、耐热、耐低应力磨粒磨损等,具有微纳双尺度结构的粉末包括具有微纳二维结构的纯镍粉末或具有微纳二维结构的镍基粉末。
30.在可选的实施方式中,具有微纳双尺度结构的粉末在撞击前需加热,加热温度小于粉末熔点的100~200℃。
31.优选地,粉末撞击的速度为50~100m/s,粉末的平均粒径为60-200μm。
32.粉末的撞击速度超过上述范围会导致粉末的动能增加,撞击到高硬度的辊坯表面时,粉末容易变形,甚至脱落,难以在辊坯表面形成结构较佳的微纳结构涂层;当粉末的撞击速度小于上述范围时,粉末的动能减小,粉末无法到达辊坯表面,无法形成微纳结构涂层。
33.粉末的熔融温度高于上述范围会破坏粉末的表面结构,使其不具有微纳双尺度结构,当粉末焊接在辊坯表面时,也无法形成微纳结构涂层;当粉末的熔融温度低于上述范围时,粉末与辊坯的焊接强度低,微纳结构涂层不稳定。
34.在可选的实施方式中,为了保证辊坯的表面光滑度,降低辊坯表面的残余应力,保证具有微纳双尺度结构的粉末与辊坯焊接的稳定性,压延辊辊坯预热前还包括对压延辊辊坯进行降低粗糙度的预处理。
35.优选地,预处理后的压延辊辊坯表面粗糙度<2μm,发明人发现,将粗糙度降低至上述范围,能够提高具有微纳双尺度结构的粉末与辊坯焊接的稳定性。
36.优选地,预处理包括打磨和抛光,打磨是利用砂纸打磨,抛光是利用金刚石抛光带抛光。
37.优选地,为了去除预处理过程中辊坯表面残留的碎屑,保证处理后的辊坯表面无杂质,还需对预处理后的压延辊辊坯进行清洗;更优选地,清洗采用酒精清洗。
38.第二方面,本发明提供一种用于肤感皮革制造的压延辊的制备系统,适用于如前述实施方式任一项的制备方法,包括粉末发射单元和辊坯预热单元。粉末发射单元上设置有柱流喷嘴,用于向辊坯表面喷射具有微纳双尺度结构的粉末,辊坯预热单元为激光器,激光器用于向辊坯表面发射激光预热辊坯。
39.在可选的实施方式中,粉末发射单元还包括送粉气源、送粉系统、粉末加热系统、加速气源和气体加热系统。
40.粉末加热系统和气体加热系统均与柱流喷嘴连接,用于向柱流喷嘴中输入加热后的具有微纳双尺度结构的粉末和载气;送粉气源与送粉系统连接,将具有微纳双尺度结构的粉末输送至送粉系统,送粉系统和粉末加热系统连通,用于将具有微纳双尺度结构的粉末输送至粉末加热系统中加热;加速气源与气体加热系统连通,将载气通入气体加热系统进行加热。
41.优选地,载气为惰性气体,更优选地,所述载气包括氮气、氩气或氦气中的任一种;
42.优选地,粉末的加热温度低于粉末熔点的100~200℃,载气的加热温度为500-1500℃。
43.本发明提供的一种用于肤感皮革制造的压延辊的制备系统,其工作流程具体如下:
44.采用激光器对压延辊辊坯进行加热,保持辊坯表面的温度低于粉末熔点的100~500℃。
45.将具有微纳双尺度结构的粉末通过送粉气源将粉末输送至送粉系统,再进一步进入粉末加热系统,对该粉末进行加热,加热温度低于粉末熔点的100~200℃,载气通过加速后进入气体加热系统进行加热,加热温度为500~1500℃,加热完成的粉末和载气进入柱流喷嘴,粉末经喷嘴加速后喷出,到达预热好的辊坯表面,粉末的动能转化为内能进而使粉末与辊坯接触的表面熔化,将粉末焊接到辊坯表面,当大量的粉末焊接到辊坯表面时,便会在压延辊辊坯表面形成形态较佳的微纳结构涂层。
46.第三方面,本发明提供一种如前述实施方式任一项的制备方法或如前述实施方式任一项的系统制得的用于肤感皮革制造的压延辊,包括压延辊辊坯和其表面形成的微纳结构涂层。
47.在可选的实施方式中,为保证具有微纳双尺度结构的粉末在辊坯表面的稳定,防止粉末脱落,微纳结构涂层与辊坯的结合强度大于30mpa,微纳结构涂层厚度为40~160μm。
48.第四方面,本发明提供一种如前述实施方式任一项制得的用于肤感皮革制造的压延辊在皮革制备领域的应用。
49.以下结合实施例对本发明的特征和性能作进一步的详细描述。
50.实施例1
51.请参照图1,本实施例提供一种用于肤感皮革制造的压延辊的制备系统100,包括粉末发射单元和辊坯预热单元。
52.粉末发射单元上设置有柱流喷嘴111,用于向辊坯200表面喷射具有微纳双尺度结构的粉末300,辊坯预热单元为激光器121,激光器121用于向辊坯200表面发射激光预热辊坯200。
53.在本实施例中,粉末发射单元还包括送粉气源112、送粉系统113、粉末加热系统114、加速气源115和气体加热系统116。
54.粉末加热系统114和气体加热系统116均与柱流喷嘴111连接,用于向柱流喷嘴111中输入加热后的具有微纳双尺度结构的粉末300和载气;送粉气源112与送粉系统113连接,将具有微纳双尺度结构的粉末300输送至送粉系统113,送粉系统113和粉末加热系统114连
通,用于将具有微纳双尺度结构的粉末300输送至粉末加热系统114中加热;加速气源115与气体加热系统116连通,将载气通入气体加热系统116进行加热。
55.在本实施例中,载气为氮气,载气的加热温度为1250℃,粉末300的加热温度为1250℃。
56.本发明提供的一种用于肤感皮革制造的压延辊的制备系统100,其工作流程具体如下:
57.采用激光器121对压延辊辊坯200进行加热,保持辊坯200表面的温度为具有微纳双尺度结构的粉末300熔点1250℃。
58.如图1所示,送粉气源112将具有微纳双尺度结构的粉末300输送至送粉系统113,再进一步进入粉末加热系统114,对该粉末300进行加热,载气通过加速后进入气体加热系统116进行加热,加热完成的粉末300和载气进入柱流喷嘴111,粉末300经柱流喷嘴111加速后喷出,如图2所示,粉末300到达预热好的辊坯200表面,粉末300的动能转化为内能进而使粉末300与辊坯200接触的表面熔化,将粉末300焊接到辊坯200表面,当大量的粉末300焊接到辊坯200表面时,便会在压延辊辊坯200表面形成形态较佳的微纳结构涂层310。
59.实施例2
60.本实施例提供了一种用于肤感皮革制造的压延辊,其制备方法适用于实施例1的系统,具体制备方法如下:
61.s1、压延辊辊坯预处理
62.用砂纸和金刚石抛光带对20#钢制辊坯进行打磨和抛光,使碳钢辊坯的表面粗糙度达到1.5μm,然后用酒精清洗辊坯表面,去除预处理过程中辊坯表面残留的碎屑,保证处理后的辊坯表面无杂质。
63.s2、微纳结构涂层的形成
64.将s1步骤得到的辊坯置于转台上,预留出待形成涂层的区域,并对辊坯表面的其他区域用胶带和工装进行保护,固定在转台上夹紧无松动,转台转动时,辊坯可匀速转动。
65.利用激光对压延辊辊坯的待形成涂层区域进行预热,辊坯预热的温度为1250℃。使用柱流喷嘴将具有微纳双尺度结构的粉末撞击至预热好的压延辊辊坯表面,粉末的动能转化为内能,粉末与压延辊辊坯的撞击处温度升高,当撞击处的温度超过1460℃,粉末的碰撞面发生熔化,随着粉末的持续沉积,大量粉末焊接到辊坯表面,进而焊接形成厚度为80μm微纳结构涂层,该涂层的微观结构如图3所示。
66.在本实施例中,具有微纳双尺度结构的微米级铬锆镍基粉末的粒径为90μm,粉末撞击的速度为100m/s,粉末的加热温度为1250℃,粉末的微观结构如图4所示。
67.对比例1
68.本对比例提供了一种用于肤感皮革制造的压延辊,其制备方法与实施例1相同,区别仅在于辊坯温度为常温,未进行激光加热。
69.由于辊坯的硬度较大,具有微纳双尺度结构的粉末无法插入辊坯表面,且辊坯的温度较低,粉末也无法在辊坯表面熔化、焊接,无法在辊坯表面形成微纳结构涂层。
70.对比例2
71.本对比例提供了一种用于肤感皮革制造的压延辊,其制备方法与实施例1相同,区别仅在于当粉末撞击辊坯表面时,该粉末为常温粉末,未进行加热。
72.由于粉末温度过低,粉末的动能转化为内能后,仍不足在辊坯发生表面熔化,无法在辊坯表面形成微纳结构涂层。
73.对比例3
74.本对比例提供了一种用于肤感皮革制造的压延辊,其制备方法与实施例1相同,区别仅在于使用拉法尔喷嘴将粉末加速至600m/s撞击至辊坯表面。
75.由于粉末的速度较快,粉末的动能大量转化为内能,导致粉末颗粒整体软化、坍陷,粉末的微纳二维结构被破坏,无法在辊坯表面形成微纳结构涂层。
76.对比例4
77.本对比例提供了一种用于肤感皮革制造的压延辊,其制备方法与实施例1相同,区别仅在于使用常规的球形粉末。
78.由于球形粉末的表面结构简单,沉积在辊坯表面的粉末无法在辊坯表面形成微纳结构涂层。
79.对比例5
80.本对比例提供了一种用于肤感皮革制造的压延辊,其制备方法与实施例1相同,区别仅在于压延辊辊坯使用陶瓷辊坯。
81.由于陶瓷的辊坯硬度过高,粉末撞击到辊坯表面时,粉末与辊坯之间无法形成有效结合,粉末无法沉积,无法形成微纳结构涂层。
82.综上所述,本发明提供的一种用于肤感皮革制造的压延辊及其制备方法、系统和应用,至少具有以下优点:
83.具有微纳双尺度结构的粉末通过柱流喷嘴喷出,由于柱流喷嘴的喷射速度较低,赋予具有微纳双尺度结构的粉末的动能较低,在接触到辊坯表面时,粉末不会变形,同时利用预热好的辊坯表面温度,使得粉末的撞击面在压延辊辊坯表面熔化,进而焊接形成微纳结构涂层。本发明通过对压延辊辊坯表面进行预热,使得经过柱流喷嘴的具有微纳双尺度结构的粉末加速、加热,在撞击到压延辊辊坯表面时,粉末动能转化为内能,进而导致具有微纳双尺度结构的粉末与辊坯的接触端熔化,焊接在压延辊辊坯表面。当大量粉末焊接到辊坯表面后,便会在辊坯表面形成一层微纳结构涂层。利用该涂层制得的皮革表面,形成具有微纳二维尺度的结构,优化皮革的皮肤触感。
84.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。