1.本发明涉及大尺寸旋转靶材制造领域,具体而言,涉及金属靶背管表面金属靶材的沉积装置、方法和金属靶。
背景技术:
2.利用金属固态沉积技术在背管表面沉积金属靶材以提高靶材的尺寸与致密度是本领域最新发展的技术。然而,铌、钽和钼等材料,由于其熔点高,难变形,利用金属固态沉积技术,在制备大厚度,高致密金属层时,会积累大量的残余应力,极易造成靶材产生孔隙,横向微裂纹,贯穿裂纹甚至直接从背管表面脱落,难以满足此类材料大厚度高致密金属靶的制备,严重限制了金属固态沉积技术在大尺寸金属靶材领域的应用。
3.金属靶材,如铌、钽和钼等靶材作为电子信息产业重要的原材,广泛应用于新能源、光电、半导体和芯片等领域。随着相关产业的发展,国内市场对高端旋转铌靶的要求逐年提高,不但要求高纯、高致密,对靶材晶粒尺寸的大小和分布均提出了更高的要求。当前国内旋转靶材生产技术(铸造法和粉末冶金法等)相对滞后,大量高性能旋转铌靶仍需从国外进口。
4.单一金属固态沉积技术金属固态沉积是一种基于空气动力学原理的表面喷涂工艺,其原理是利用高压气体通过缩放管产生超音速流动,将携带得金属粉末颗粒被加速到300m/s以上并使其撞击基体,产生塑性变形在基体表面实现结合。冷喷涂技术为近年新兴的一种增材制造技术,是基于微米级粉末高速碰撞的一种低温固态增材制造技术,具有沉积效率高、热输入小等特点,制备的沉积体致密度高,晶粒细小,在冷喷涂金属靶材制备方面优势明显;然而针对一些微米级金属粉过差的塑形变形能力和沉积特性,利用单一金属固态沉积技术制造纯铌靶界面结合强度弱,易出现纵向裂纹,沉积效率低,组织孔隙率高,成品率低的问题。以铌为例,微米级铌粉过差的塑形变形能力和沉积特性,对于微米级铌粉的含氮量(<100ppm)、含氧量(<500ppm)要求极高,原材料的制备与品质控制极其困难,材料供应商可选范围过小,成本不可控制。即使利用高质量铌粉,制备的铌靶孔隙率也处于较高的程度(>2%),且因应力过大极易出现贯穿整个沉积体的纵向裂纹,沉积厚度无法过大,通常小于5mm;即使利用超音速或者火焰喷涂以铝青铜为打底层,其较弱的界面结合强度也极易导致铌靶,且常易出现加工后脱离的情况;常规金属固态沉积技术增材制造铌靶,总体成品率<50%,资源浪费严重。
5.鉴于此,特提出本技术。
技术实现要素:
6.本发明的目的在于提供金属靶背管表面金属靶材的沉积装置、方法和金属靶,旨在改善背景技术提到的至少一种问题。
7.本发明是这样实现的:
8.第一方面,本发明提供一种金属靶背管表面金属靶材的沉积装置,其特征在于,包
括:第一电磁感应线圈、第二电磁感应线圈以及金属粉喷射装置;
9.所述第一电磁感应线圈和所述第二电磁感应线圈在同一方向上间隔且同轴设置,所述金属粉喷射装置的喷头位于所述第一电磁感应线圈和所述第二电磁感应线圈之间的间隔处,且所述金属粉喷射装置的喷头朝向所述第一电磁感应线圈的轴线。
10.在可选的实施方式中,第一电磁感应线圈、所述第二电磁感应线圈以及所述金属粉喷射装置与同一移动装置连接。
11.在可选的实施方式中,金属靶背管表面金属靶材的沉积装置还包括控制转动装置,所述控制转动装置用于与靶材背管的一端连接控制所述靶材背管以所述靶材背管自身的中心轴为转轴转动。
12.在可选的实施方式中,第一电磁感应线圈和所述第二电磁感应线圈的间距为15~20mm;
13.在可选的实施方式中,第一电磁感应线圈为中空结构,中空位置为冷却水通道,所述第二电磁感应线圈与所述第一电磁感应线圈结构相同;
14.在可选的实施方式中,第一电磁感应线圈和/或所述第二电磁感应线圈的材质为铜;
15.在可选的实施方式中,第一电磁感应线圈和/或第二电磁感应线圈的圈数为2~20圈。
16.第二方面,本发明提供一种在靶材背管表面沉积金属靶材的方法,采用上述任一实施方式提供的装置在靶材背管表面沉积大厚度高致密金属靶材,包括:
17.将所述第一电磁感应线圈套在所述靶材背管的一端并沿着所述靶材背管的长度方向移动,与此同时所述靶材背管以其中轴线为转轴转动,所述靶材背管在所述第一电磁感应线圈的电磁感应下发热;
18.随着所述第一电磁感应线圈的移动,所述金属粉喷射装置的喷头也以同样的速度在所述靶材背管外移动,并同时向所述靶材背管表面已发热区域超音速喷射固态金属粉末以沉积形成高致密金属靶材;所述金属粉喷射装置为金属固态沉积装置,所述金属粉为铌、钽和钼中至少一种;
19.随着所述金属粉喷射装置的喷头的移动,所述第二电磁感应线圈也以同样的速度套设在所述靶材背管上移动,沉积有大厚度高致密金属靶材的区域在所述第二电磁感应线圈的电磁感应下发热,以消除残余应力。
20.在可选的实施方式中,与所述第一电磁感应线圈和所述第二电磁感应线圈为低频感应线圈,连接的工作电源的工作参数为:功率30-200kw,工作频率1-5khz;
21.在可选的实施方式中,第一电磁感应线圈和所述第二电磁感应线圈各自连接不同的工作电源,以使得所述第一电磁感应线圈和所述第二电磁感应线圈的工作参数可各自独立调控。
22.在可选的实施方式中,喷嘴与所述靶材背管表面的距离为35~45mm。
23.在可选的实施方式中,喷嘴喷出的金属粉末的平均粒径为5-30μm;
24.在可选的实施方式中,金属粉末为铌、钽和钼中至少一种,所述金属粉含氮量<300ppm、含氧量<1500ppm;
25.在可选的实施方式中,金属粉的碰撞沉积速度为750~2000m/s,温度为400~2000
℃,且温度低于金属粉的熔点;
26.在可选的实施方式中,金属粉的温度低于其熔点的0.8倍。
27.在可选的实施方式中,第一电磁感应线圈和/或第二电磁感应线为内部中空结构,中空部位通入冷却水,冷却水温度小于45℃。
28.第二方面,本发明提供一种金属靶,通过在靶材背管表面采用上述任一实施方式提供的方法沉积大厚度高致密金属靶材得到。
29.本发明具有以下有益效果:
30.由于第一电磁感应线圈、第二电磁感应线圈以及大厚度高致密金属靶材的合理配合设置,使得使用该装置对靶材背管进行大厚度高致密金属靶材沉积时能够通过第一电磁感应线圈实现待沉积区域发热,提高待沉积区域性能后在其表面沉积大厚度高致密金属层有利于提高大厚度高致密金属靶材的附着性;沉积大厚度高致密金属层后再通过第二电磁感应线圈使刚沉积的大厚度高致密金属靶材均匀发热,缓解消除沉积过程的残余应力,优化颗粒和颗粒间以及颗粒和基体间的结合力,进而有效避免大厚度高致密金属靶材开裂、脱落,特别是当使用含有微米级的金属粉为原料,沉积的大厚度高致密金属靶材厚度较厚时,对于铌、钽和钼这类在沉积过程中使大厚度高致密金属靶材产生高应力的金属而言,本技术提供的装置可很好降低涂层应力,改善这类金属涂层的塑性变形能力和沉积特性,避免出现纵向裂纹、沉积效率低、孔隙率高和成品率低等问题。
31.特别是本技术提供的装置和方法用于在靶材背管表面沉积铌层时,利用电磁感应系统使靶材背管和沉积铌层自发热,使靶材背管达到较高的活性状态,不但有效优化了铌颗粒间,铌颗粒与靶材不锈钢背管间的界面结合;对新沉积铌层的同步加热,也有效缓解了金属固态沉积铌层的应力累积造成的贯穿性裂纹的生成,避免了铌层从背管脱落;同时提高了铌粉的沉积效率,降低了铌靶的孔隙率,铌层厚度>10mm而不开裂;扩展了原材料铌粉的选择范围(微米级铌粉的含氮量<300ppm、含氧量<1500ppm),将金属固态沉积技术增材制造铌靶的总体成品率提升至90%以上,可有效提升相关企业的产业竞争力。
附图说明
32.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
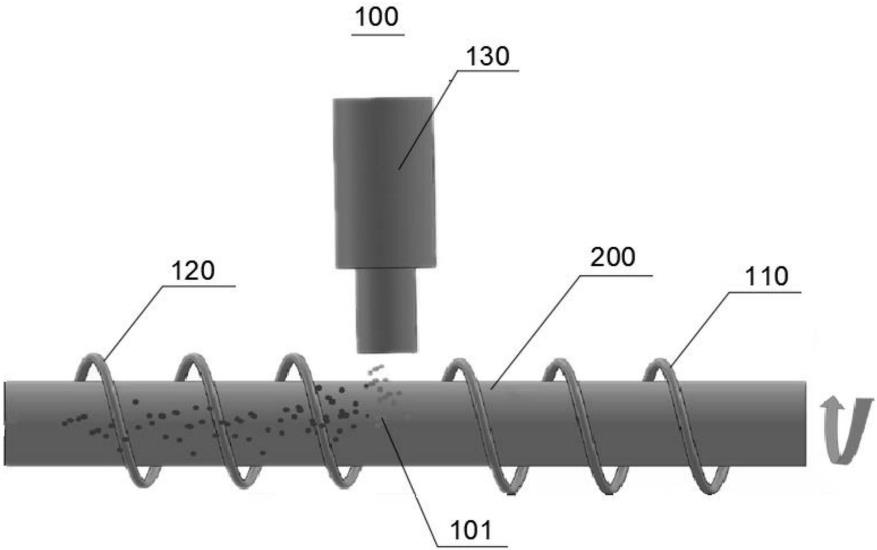
33.图1为本技术提供的金属靶背管表面金属靶材的沉积装置的结构示意图;
34.图2为本技术提供的金属靶背管表面金属靶材的沉积装置工作过程原理图;
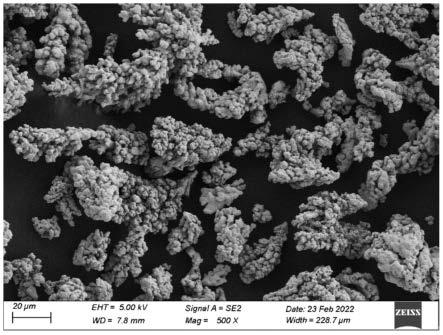
35.图3为实施例1制得的材料表面大厚度高致密金属靶材经历后续加工后表面大厚度高致密金属靶材形态的照片;
36.图4为对比例2制得的材料表面大厚度高致密金属靶材经历后续加工后表面大厚度高致密金属靶材形态的照片。
37.图标:100-金属靶背管表面金属靶材的沉积装置;101-金属粉末;102-冷却水通道;103-金属沉积层;110-第一电磁感应线圈;120-第二电磁感应线圈;130-喷嘴;200-靶材背管。
具体实施方式
38.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
39.以下结合实施例对本发明的特征和性能作进一步的详细描述。
40.本技术实施例提供的金属靶背管表面金属靶材的沉积装置100,包括:第一电磁感应线圈110、第二电磁感应线圈120以及金属粉喷射装置;
41.第一电磁感应线圈110和第二电磁感应线圈120在同一方向上间隔且同轴设置,金属粉喷射装置的喷头位于第一电磁感应线圈110和第二电磁感应线圈120之间的间隔处,且金属粉喷射装置的喷头朝向第一电磁感应线圈110的轴线。
42.本技术提供的装置使用时,将装置通电,将靶材背管200的一端固定在固定装置上,在靶材背管200长度的延伸方向上,使第一电磁感应线圈110和第二电磁感应线圈120依次穿过靶材背管200未被固定的一端,并向靶材背管200被固定的一端匀速运动,喷嘴130也与第一电磁感应线圈110以及第二电磁感应线圈120同步运动,运动过程中,控制靶材背管200绕其中轴线匀速转动,或者控制喷嘴130绕靶材背管200的周向匀速转动。在上述过程进行时,第一电磁感应线圈110对靶材背管200作用,靶材背管200在电磁感应的作用下开始发热,达到较高活性状态,软化材料,提升待沉积区域的塑形变形能力和表面能,提高大厚度高致密金属靶材与基体的结合强度,紧接着喷嘴130向已发热的待沉积区域喷射金属粉末101,使金属粉末101均匀沉积在待沉积区域表面形成金属沉积层103,然后第二电磁感应线圈120对金属沉积层103作用,金属沉积层103在电磁感应下发热,优化金属颗粒间的结合力,缓解金属沉积层103形成过程中过高的应力,可有效避免金属沉积层103开裂。通过电磁感应的方式使材料自身发热实现消除应力的方式相对于通过外部加热部件对材料表面加热的方式能够很好避免材料表面氧化,并且发热量均匀,对于材料本身机械性能的均匀性没有影响。因此,使用本技术提供的装置在管材表面沉积大厚度高致密金属靶材可获得大厚度高致密金属靶材性能好的旋转材料。
43.优选地,本技术提供的装置,非常适合用作在靶材背管200表面沉积金属粉为铌、钽和钼等高熔点、难变形,金属固体沉积易形成强残余应力的材料中的至少一种。通过本技术提供的装置沉积的这类大厚度高致密金属靶材,性能稳定,不易开裂。
44.优选地,第一电磁感应线圈110和第二电磁感应线圈120的间距为15~20mm。当这两个线圈的间距为上述长度时,正好供喷嘴130喷射沉积大厚度高致密金属靶材。
45.进一步地,为了便于两个电磁感应线圈和喷嘴130能够同步移动,第一电磁感应线圈110、第二电磁感应线圈120以及金属粉喷射装置与同一移动装置连接。如此,在大厚度高致密金属靶材沉积过程中,喷嘴130无法绕旋转基体周向转动,为保证在旋转基体表面均匀沉积大厚度高致密金属靶材,通过控制旋转基体绕其中轴线为转轴转动实现。
46.进一步地,金属靶背管表面金属靶材的沉积装置100还包括控制转动装置,控制转动装置用于与靶材背管200的一端连接控制靶材背管200以靶材背管200自身的中心轴为转轴转动。
47.进一步地,为简化装置,实现第一电磁感应线圈110和第二电磁感应线圈120同步
供电,第一电磁感应线圈110和第二电磁感应线圈120连接。
48.优选地,第一电磁感应线圈110为中空结构,中空位置为冷却水通道102,第二电磁感应线圈120与第一电磁感应线圈110结构相同。
49.由于线圈自身存在一定的电阻,因此通电过程会发热,而为了避免其发热温度过高,降低感应加热效率,需要将电磁感应线圈及时冷却,因此需要在电磁感应线圈内部通入冷却水对其进行降温。优选地,冷却水温度小于45℃。
50.优选地,在本实施例中为实现更好的电磁感应效果,第一电磁感应线圈110和第二电磁感应线圈120的材质为铜;第一电磁感应线圈110和第二电磁感应线圈120的圈数为2~20圈。
51.本技术实施例提供的在靶材背管200表面沉积大厚度高致密金属靶材的方法,采用本技术实施例提供的装置在靶材背管200表面沉积大厚度高致密金属靶材,包括:
52.将第一电磁感应线圈110套在靶材背管200的一端并沿着靶材背管200的长度方向移动,与此同时靶材背管200以其中轴线为转轴转动,靶材背管200在第一电磁感应线圈110的电磁感应下发热,管体基材发热的区域得到软化,塑形变形能力和表面能得到提高。
53.随着第一电磁感应线圈110的移动,金属粉喷射装置的喷头也以同样的速度在靶材背管200外移动,并同时向靶材背管200表面已发热区域喷射金属粉以沉积形成大厚度高致密金属靶材,金属粉为铌、钽和钼等高熔点、难变形,金属固体沉积易形成强残余应力的材料中的至少一种。
54.随着金属粉喷射装置的喷头的移动,第二电磁感应线圈120也以同样的速度套设在靶材背管200上移动,沉积有大厚度高致密金属靶材的区域在第二电磁感应线圈120的电磁感应下发热,缓解金属沉积层103形成过程中过高的应力,可有效避免金属沉积层103开裂。
55.随着单层金属沉积体的制备完成,如有需要,所述沉积系统可整体改变方向,往复运动,以完成多层金属沉积体的制备,第一、第二电磁感应线圈的功率和评率也根据沉积方向,相应改变,以完成加热效果的转变。
56.进一步地,第一电磁感应线圈110和第二电磁感应线圈120连接的工作电源的工作参数为:功率30-200kw(例如30kw、80kw、120kw以及200kw),工作频率1-5khz(例如1khz、2khz、3khz或5khz)。
57.上述工作参数使得本技术提供的方法非常适合在靶材背管200表面沉积铌层。
58.优选地,所述第一电磁感应线圈和所述第二电磁感应线圈各自连接不同的工作电源,以使得所述第一电磁感应线圈和所述第二电磁感应线圈的工作参数可各自独立调控。
59.第一电磁感应线圈和第二电磁感应线圈各自连接不同的工作电源,分别与不同变压系统连接,可根据需要单独设置输入功率和频率以改变加热条件,随着沉积方向的往复转变,第一、第二电磁感应线圈的角色可互相转变。
60.优选地,喷嘴130喷出的金属粉末101的平均粒径为5-30μm。
61.微米级的金属粉末相对于纳米级的金属粉末粒径更大,获得难度更小,而本技术提供的方法采用微米级的金属粉末沉积大厚度高致密金属靶材,而不会造成大厚度高致密金属靶材开裂的问题。
62.需要说明的是,本技术提供的方法,关于靶材背管200的转速以及装置的移动速度
都可以根据具体的沉积大厚度高致密金属靶材的要求进行调整,若一个周期沉积完后成大厚度高致密金属靶材厚度未达到目标要求可继续调整或不调整参数再次进行一个周期沉积,直到获得目标厚度的大厚度高致密金属靶材。
63.进一步地,喷嘴130与靶材背管200表面的距离为35~45mm。
64.优选地,金属粉末101为铌粉。
65.本技术提供的装置和方法,通过基体自发热金属固态沉积方法,利用电磁感应系统使靶材背管200和沉积铌层自发热,使靶材背管200达到较高的活性状态,不但有效优化了铌颗粒间,铌颗粒与靶材不锈钢背管间的界面结合;对新沉积铌层的同步加热,也有效缓解了金属固态沉积铌层的应力累积造成的贯穿性裂纹的生成,避免了铌层从背管脱落;同时提高了铌粉的沉积效率,降低了铌靶的孔隙率,铌层厚度>10mm而不开裂;扩展了原材料铌粉的选择范围(微米级铌粉的含氮量<300ppm、含氧量<1500ppm),将金属固态沉积技术增材制造铌靶的总体成品率提升至90%以上,可有效提升相关企业的产业竞争力。
66.进一步地,铌粉含氮量<300ppm、含氧量<1500ppm。更进一步地,铌粉的碰撞沉积速度为750~2000m/s(例如750m/s、1000m/s、1250m/s、1500m/s或2000m/s),温度为400~2000℃(例如400℃、600℃、800℃、1500℃或2000℃)。
67.本技术实施例提供的表面具有大厚度高致密金属靶材的管材,通过在靶材背管200表面采用本技术提供的方法沉积大厚度高致密金属靶材得到。
68.下面结合具体实施例对本技术进行详细说明。
69.实施例1
70.首先将直径110mm的靶材背管200表面进行抛光处理,再用丙酮进行清洗,用压缩气体将靶材背管200表面吹干,要求处理后的靶材背管200表面无杂质;
71.按照前述内容安装好装置。
72.将电磁感应系统工作电源电压交流380(v),设置功率80kw,工作频率2khz;
73.电磁感应系统加热器使用中空铜制金属管圈,第一电磁感应线圈110和第二电磁感应线圈120,各围绕背管4圈,工作时,中空铜制金属管圈通冷却水,水温小于45℃;
74.采用固态沉积拉法尔喷嘴130,喷嘴130与电磁感应加热器同步进行往返运动,喷嘴130正对靶材背管200的轴线且与靶材背管200表面距离为40mm;
75.使用铌粉平均粒径15μm,含氮量150ppm、含氧量1200ppm,设置固态沉积金属参数,使铌粉沉积速度>850m/s,温度>450℃。
76.在靶材背管200表面进行往复扫描80次,共沉积80层铌粉,单层沉积厚度0.1mm以上,在背管表面沉积高致密铌层总厚度8mm以上,大厚度高致密金属靶材稳定性情况如图1所示。
77.对比例1
78.本对比例与实施例1基本相同,不同之处仅在于:工作过程中第一电磁感应线圈110和第二电磁感应线圈120未通电。其余条件(包括结构,材料、参数等)均与实施例1相同。
79.结果表明:首层铌层无法在靶材不锈钢表面完成沉积。
80.对比例2
81.本对比例与实施例1基本相同,不同之处仅在于:工作过程中第二电磁感应线圈120未通电,仅第一电磁感应线圈110对靶材基体作用发热。其余条件(包括结构,材料、参数
等)均与实施例1相同。
82.结果表明:如图4所示,对比例2可以沉积高质量铌粉,但大厚度高致密金属靶材孔隙过高,当总沉积厚度达到1.5mm时,由于应力过大,出现了大量贯穿式裂纹。
83.对比例3
84.本对比例与实施例1基本相同,不同之处仅在于:工作过程中第一电磁感应线圈110未通电,仅第二电磁感应线圈120对刚沉积的铌层作用发热。其余条件(包括结构,材料、参数等)均与实施例1相同。
85.对结果表明:对比例3铌粉沉积层组织、孔隙率、厚度等参数均和实施例1相似,但铌沉积层与背管界面结合质量不高,铌靶在后加工过程中,靶材与背管之间出现裂纹。
86.对比例4
87.本对比例与实施例1基本相同,不同之处仅在于:喷嘴130未指向靶材背管200的轴线,偏离轴线距离约20mm。其余条件(包括结构,材料、参数等)均与实施例1相同。
88.结果表明:喷嘴130和未射出喷嘴130的铌粉,受电磁感应影响,温度升高,极易出现喷嘴130堵塞现象,铌靶生产效率大幅降低,且铌靶受喷嘴130堵塞影响,孔隙率增大。
89.对比例5
90.本对比例与实施例1基本相同,不同之处仅在于:围绕背管22圈。其余条件(包括结构,材料、参数等)均与实施例1相同。
91.结果表明:对比例4感应加热区域温度过高,导致铌粉沉积时出现冲蚀现象,出现部分铌粉无法完成沉积现象,沉积效率、制造速度下降。
92.对比例6
93.本对比例与实施例1基本相同,不同之处仅在于:使用铌粉平均粒径5μm,含氮量450ppm、含氧量2500ppm,铌粉沉积速度>650m/s,温度>250℃。其余条件(包括结构,材料、参数等)均与实施例1相同。
94.结果表明:粉末条件较差,塑性变形能力降低,伴随碰撞沉积参数的降低,铌粉沉积效率下降,铌沉积体孔隙率增大,致使铌层性能相对于实施例1较低。
95.综上,本技术提供的金属靶背管表面金属靶材的沉积装置100,由于第一电磁感应线圈110、第二电磁感应线圈120以及大厚度高致密金属靶材的合理配合设置,使得使用该装置对靶材背管200进行大厚度高致密金属靶材沉积时能够通过第一电磁感应线圈110实现待沉积区域发热,提高待沉积区域性能后在其表面沉积大厚度高致密金属靶材有利于提高大厚度高致密金属靶材的附着性,沉积大厚度高致密金属靶材后再通过第二电磁感应线圈120使刚沉积的大厚度高致密金属靶材发热,缓解沉积过程的应力,优化颗粒和颗粒间以及颗粒可基体间的结合力,进而有效避免大厚度高致密金属靶材开裂、脱落。
96.本技术提供的在靶材背管200表面沉积大厚度高致密金属靶材的方法,使用本技术提供的装置进行管材表面大厚度高致密金属靶材沉积,可得到大厚度高致密金属靶材性能好的管状材料。
97.本技术提供的表面具有大厚度高致密金属靶材的管材,由于通过在靶材背管200表面采用本技术提供的方法沉积大厚度高致密金属靶材得到,因此该管材具有很好的性能。
98.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人
员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。