一种生物医用高纯高强耐蚀mg-zn-mn镁合金丝材及制备方法
技术领域
1.本发明属于生物医用材料领域,更具体地,涉及一种生物医用高纯高强耐蚀mg-zn-mn镁合金丝材及制备方法。
背景技术:
2.目前,生物体内可降解吸收材料正成为生物材料的一个研究热点,以生物可降解镁及合金为主要代表的新一代可降解医用金属材料的研究受到了人们的特别关注。mg及mg合金作为生物医学材料有许多优于现有生物医用金属材料的性能。大量的研究表明,不论从力学性能还是生物相容性来看,镁及镁合金都是极好的生物植入材料。然而镁及其合金降解速率过快导致可降解镁合金植入器件的体内力学性能衰减速率过快,在组织未完全愈合前就发生失效,从而影响治疗效果。因此镁及镁合金在生理电解质环境中的降解速率的控制(特别是材料的均匀腐蚀)仍然是生物镁合金应用的主要瓶颈问题。镁合金易于腐蚀的原因除了其本身的自然特性(镁合金的表面无法自发性地形成具有保护性的表面膜)外,其关键的原因是镁合金中稳定的第二相与基体形成电偶腐蚀。而且晶界聚集的fe、ni、cu等杂质元素和分布于基体的杂质元素相(如al3fe等)具有活跃的阴极特性,促进了镁合金表面微电池的形成。
3.已有研究表明,高纯镁(纯度99.99%以上)及高纯镁合金(az91e)相比于国际上采用的改性we43和mgcazn合金,避免了合金中fe、ni、cu等杂质元素的电偶腐蚀加快降解的问题,具有优异的抗腐蚀性能,可有效解决镁植入器件降解过快导致的力学性能提前失效的问题。但是,高纯镁(纯度99.99%以上)及高纯镁合金(az91e)力学性能低,比如挤压态超高纯镁的抗拉强度不超高150mpa,而az91e也只能达到250mpa,无法满足承力生物可降解植入器件的需求。
4.因此,针对上述问题,目前亟待提出一种生物医用高纯高强耐蚀mg-zn-mn镁合金丝材及其制备方法。
技术实现要素:
5.本发明的目的是为了解决现有高纯镁力学性能低而镁合金降解速率快的问题,提出一种生物医用高纯高强耐蚀mg-zn-mn镁合金丝材及制备方法。本发明利用高纯镁合金优异的低降解速率优势,通过多步连续塑性变形加工得到生物医用高纯高强耐蚀mg-zn-mn镁合金丝材,满足生物可降解植入器件对力学和降解的双重需求。
6.为了实现上述目的,本发明一方面提供了一种生物医用高纯高强耐蚀mg-zn-mn镁合金丝材的制备方法,该方法包括如下步骤:
7.s1:对高纯mg-zn-mn镁合金铸锭进行热挤压处理,得到挤压棒材;
8.s2:对所述挤压棒材进行再结晶退火处理,得到再结晶退火棒材;
9.s3:对所述再结晶退火棒材依次进行第一次旋锻变形处理和第二次旋锻变形处理,得到所述生物医用高纯高强耐蚀mg-zn-mn镁合金丝材。
10.在本发明中,本发明的设计思路是:
11.首先为了提高合金材料的耐腐蚀性能,一是采用高纯原材料和真空感应熔炼,严格控制fe、ni、cu等杂质元素含量(总量≤10ppm);二是采用低合金化合金设计(合金化元素总含量≤3%),控制第二相的尺寸和数量;三是通过多步连续塑性加工,获得均匀细小的组织,破碎大块第二相。结合以上面三个方面的作用,可显著减少fe、ni、cu等有害杂质元素和粗大第二相引起的电偶腐蚀,使合金腐蚀失效模式由点蚀转变为均匀腐蚀,从而提高合金材料的耐蚀性。
12.在此基础上,通过多步连续塑性变形加工的方法,极大地提高了高纯镁合金的力学性能。在多步连续塑性加工过程中,通过热挤压的作用使粗大的铸态组织细化,后续再结晶退火为后续的旋锻变形处理提供细化的晶粒组织和优异的塑性的合金材料,防止旋锻过程中的开裂。本发明的旋锻变形处理包括第一次旋锻变形处理(大变形量的旋锻加工)和第二次旋锻变形处理(小变形量的旋锻加工):利用大变形量的旋锻加工,细化合金晶粒和第二相尺寸,提高合金材料的位错密度,而小变形量的旋锻加工,可消减加工应力与提高丝材表面质量,从而最终获得高品质高强生物镁合金材料。
13.另外,通过多步连续塑性加工获得的高强生物镁合金材料具有均匀细小的组织,其腐蚀失效模式由点蚀转变为均匀腐蚀,进一步提高了材料的耐腐蚀性能,从而获得既具有良好生物相容性,又具有好的耐腐蚀性能,而且还有足够强度的高纯镁合金丝材。
14.根据本发明,优选地,以所述高纯mg-zn-mn镁合金铸锭的总质量计,所述高纯mg-zn-mn镁合金铸锭中的zn含量为0.5~2.5%,mn含量为0.01~1.0%,fe、ni、cu杂质元素总含量为≤10ppm,其余为mg。
15.根据本发明,优选地,所述高纯mg-zn-mn镁合金铸锭的制备采用真空感应熔炼法。
16.根据本发明,优选地,所述真空感应熔炼法的步骤包括:
17.(1)将高纯镁、高纯锌和高纯锰原料进行烘烤处理;
18.(2)将经过烘烤处理的高纯镁、高纯锌和高纯锰原料放入真空感应熔炼炉的坩埚内,合炉抽真空至炉内真空度小于1pa后,向炉内充入高纯氩气至0.3~0.5个大气压,并再次抽真空至炉内真空度小于1pa后,向炉内充入高纯氩气至0.3~0.5个大气压;
19.(3)打开所述真空感应熔炼炉加热电源,进行感应熔炼至所述高纯镁、高纯锌和高纯锰原料完全化清;
20.(4)升温至精炼温度,进行精炼处理;待精炼处理完成后,进行浇注,得到所述高纯mg-zn-mn镁合金铸锭。
21.根据本发明,优选地,所述高纯镁的镁含量为>99.99%;所述高纯锌的锌含量为>99.99%;所述高纯锰的锰含量为>99.99%。
22.根据本发明,优选地,所述烘烤处理的温度为120~160℃,时间为1.5~2.5h。
23.根据本发明,优选地,所述真空感应熔炼炉的坩埚选用石墨坩埚、金属坩埚或氧化钙坩埚。
24.根据本发明,优选地,所述精炼处理的温度为720~760℃,时间为8~12min。
25.根据本发明,优选地,所述熔体浇注在690~710℃下进行。
26.根据本发明,优选地,所述高纯mg-zn-mn镁合金铸锭的横截面直径为90~110mm。
27.根据本发明,优选地,所述步骤s1还包括:所述高纯mg-zn-mn镁合金铸锭在进行热
挤压处理前在340~380℃下保温处理1.5~2.5h。
28.根据本发明,优选地,所述热挤压处理的挤压成形温度为250~400℃,挤压比为20~90。
29.根据本发明,优选地,所述再结晶退火处理的处理温度为100~280℃,所述再结晶退火处理的处理时间为0.25h~3h。
30.根据本发明,优选地,所述第一次旋锻变形处理的温度为20~180℃;
31.经所述第一次旋锻变形处理得到的丝材的横截面直径较所述挤压棒材的横截面直径减少2~15mm,其中所述第一次旋锻变形处理的每道次直径减少0.5~2mm;
32.所述第一旋锻变形处理的送料速度≤10m/min。
33.根据本发明,优选地,所述第二次旋锻变形处理的温度为20~120℃;
34.经所述第二次旋锻变形处理得到的丝材的横截面直径较经所述第一次旋锻变形处理得到的丝材的横截面直径减少0.2~2mm,其中所述第二次旋锻变形处理的每道次直径减少0.1~0.5mm;
35.所述第二旋锻变形处理的送料速度≤5m/min;
36.所述生物医用高纯高强耐蚀mg-zn-mn镁合金丝材的横截面直径为2~30mm,轴向长度为2000~10000mm。
37.本发明另一方面提供了所述的生物医用高纯高强耐蚀mg-zn-mn镁合金丝材的制备方法制备得到的生物医用高纯高强耐蚀mg-zn-mn镁合金丝材。
38.本发明的技术方案的有益效果如下:
39.(1)本发明采用高纯原材料和真空感应熔炼,严格控制fe、ni、cu等杂质元素含量(总量≤10ppm),消除了fe、ni、cu等有害杂质元素引起的电偶腐蚀加快降解的问题;采用低合金化的合金设计(合金化元素总含量≤3%),使得第二相的尺寸小、数量少,显著降低了由第二相引起电偶腐蚀的速率;同时由多步连续塑性加工制备的镁合金丝材,组织均匀细化,最终合金的腐蚀失效模式由点蚀转变为均匀腐蚀,耐蚀性显著提高,从而解决了由于镁植入器件降解过快导致的力学性能提前失效的问题,模拟体液降解速率≤0.5mm/year。
40.(2)本发明通过多步连续塑性变形加工的方法,利用热挤压和随后的再结晶退火,为旋锻变形处理提供具有细化晶粒组织和优异塑性的合金材料,防止旋锻过程中的开裂。本发明利用大变形量的旋锻加工,细化合金晶粒和第二相尺寸,提高合金材料的位错密度,再利用小变形量的旋锻加工,消减加工应力,从而提高材料的强度,高纯镁合金丝材室温抗拉强度≥330mpa,伸长率≥12%,满足承力生物可降解植入器件的需求。
41.(3)本发明提出的生物医用高纯高强耐蚀mg-zn-mn镁合金丝材制备技术,可进行大规模生产,制得直径2~30mm、长2000~10000mm的高纯高强耐蚀镁合金丝材,解决了等通道挤压等工艺只能制备实验室级别样品的问题。
42.本发明的其它特征和优点将在随后具体实施方式部分予以详细说明。
附图说明
43.通过结合附图对本发明示例性实施方式进行更详细的描述,本发明的上述以及其它目的、特征和优势将变得更加明显,其中,在本发明示例性实施方式中,相同的参考标号通常代表相同部件。
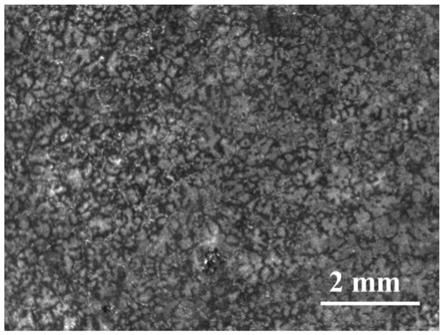
44.图1示出了本发明实施例1制备的生物医用高纯高强耐蚀mg-zn-mn镁合金丝材经5%nacl/35℃/48h盐雾腐蚀后合金的表面形貌微观示意图。
具体实施方式
45.下面将更详细地描述本发明的优选实施方式。虽然以下描述了本发明的优选实施方式,然而应该理解,可以以各种形式实现本发明而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本发明更加透彻和完整,并且能够将本发明的范围完整地传达给本领域的技术人员。
46.实施例1
47.本实施例提供一种生物医用高纯高强耐蚀mg-zn-mn镁合金丝材的制备方法,该方法包括如下步骤:
48.s1:将高纯镁(>99.99%)、高纯锌(>99.99%)和高纯锰(>99.99%)原料进行在150℃下烘烤2h;
49.s2:将经过烘烤处理的高纯镁、高纯锌和高纯锰原料放入真空感应熔炼炉坩埚内,再将所述真空感应熔炼炉坩埚置于真空感应熔炼炉中,合炉抽真空至炉内真空度小于1pa后,向炉内充入高纯氩气至0.4个大气压,并再次抽真空至炉内真空度至1pa后,向炉内充入高纯氩气至0.4个大气压;
50.s3:打开所述真空感应熔炼炉加热电源,进行感应熔炼至所述高纯镁、高纯锌和高纯锰原料完全化清;
51.s4:升温至精炼温度740℃进行精炼10min;待精炼处理完成后,在700℃浇注入直径为100mm的金属模具中,制备出高纯mg-1.5%zn-0.5%mn镁合金铸锭,其中fe、ni、cu杂质元素总含量为5ppm。
52.s5:对高纯mg-1.5%zn-0.5%mn镁合金铸锭放入保温炉中,经350℃保温2h后,在3000吨挤压机上,进行热挤压,挤压温度300℃,挤压比为40,得到挤压棒材,横截面直径为16mm;
53.s6:对所述挤压棒材进行再结晶退火处理,得到再结晶退火棒材;结晶退火处理温度240℃,结晶退火时间0.5h。
54.s7:对所述再结晶退火棒材进行第一次旋锻变形处理,第一次旋锻变形处理的温度为20~180℃,经所述第一次旋锻变形处理得到的丝材的横截面直径较所述挤压棒材的横截面直径减少4mm,每道次直径减少0.8mm,送料速度6m/min;
55.将经过所述第一次旋锻变形处理得到的丝材进行第二次旋锻变形处理,第二次旋锻变形处理的温度为20~120℃,所述第二次旋锻变形处理得到的丝材的横截面直径较经所述第一次旋锻变形处理得到的丝材的横截面直径减少0.6mm,每道次直径减少0.2mm,送料速度≤5m/min;
56.得到所述生物医用高纯高强耐蚀mg-1.5%zn-0.5%mn镁合金丝材,横截面直径为11.4mm,轴向长度为3000mm。
57.实施例2
58.本实施例提供一种生物医用高纯高强耐蚀mg-zn-mn镁合金丝材的制备方法,本实施例使用的是高纯mg-1.8%zn-0.6%mn镁合金铸锭,其中fe、ni、cu杂质元素总含量为
6ppm;
59.制备所述高纯mg-1.8%zn-0.6%mn镁合金铸锭的步骤与实施例1的步骤s1-s4的区别仅在于:精炼温度750℃进行精炼10min;待精炼处理完成后,在710℃浇注入直径为100mm的金属坩埚中。
60.s5:对高纯mg-1.8%zn-0.6%mn镁合金铸锭放入保温炉中,经360℃保温2h后,在3000吨挤压机上,进行热挤压,挤压温度320℃,挤压比为60,得到挤压棒材,横截面直径为12mm;
61.s6:对所述挤压棒材进行再结晶退火处理,得到再结晶退火棒材;结晶退火处理温度220℃,结晶退火时间0.5h。
62.s7:对所述再结晶退火棒材进行第一次旋锻变形处理,第一次旋锻变形处理的温度为20~180℃,经所述第一次旋锻变形处理得到的丝材的横截面直径较所述挤压棒材的横截面直径减少3mm,每道次直径减少0.5mm,送料速度6m/min;
63.将经过所述第一次旋锻变形处理得到的丝材进行第二次旋锻变形处理,第二次旋锻变形处理的温度为20~120℃,所述第二次旋锻变形处理得到的丝材的横截面直径较经所述第一次旋锻变形处理得到的丝材的横截面直径减少0.6mm,每道次直径减少0.15mm,送料速度≤4m/min;
64.得到所述生物医用高纯高强耐蚀mg-1.8%zn-0.6%mn镁合金丝材,横截面直径为8.4mm,轴向长度为3000mm。
65.实施例3
66.本实施例提供一种生物医用高纯高强耐蚀mg-zn-mn镁合金丝材的制备方法,本实施例使用的是高纯mg-1.2%zn-0.4%mn镁合金铸锭,其中fe、ni、cu杂质元素总含量为5ppm;
67.制备所述高纯mg-1.2%zn-0.4%mn镁合金铸锭的步骤与实施例1的步骤s1-s7的完全相同。
68.实施例4
69.本实施例与实施例1的区别仅在于:所述s7第一次旋锻变形处理,合金棒材横截面直径减少2mm,每道次直径减少0.8mm,送料速度6m/min。
70.实施例5
71.本实施例与实施例1的区别仅在于:所述s5热挤压的挤压成形温度为300℃,挤压比为20。
72.对比例1
73.本对比例与实施例1不同之处在于:经第一次旋锻变形处理之后不进行第二次旋锻变形处理。
74.对比例2
75.本对比例与实施例1不同之处在于:采用常压气体保护熔炼合金铸锭而非真空感应熔炼合金铸锭进行后续加工。合金中fe、ni、cu杂质元素总含量为40ppm。
76.测试例
77.本测试例对实施例1-5和对比例1-2的高纯镁合金丝材进行室温拉伸性能测试,实施例1-5和对比例1-2的高纯镁合金丝材抗拉强度、延伸率、模拟体液降解速率的结果如表1
所示。
78.其中,高纯镁丝材材室温拉伸性能依据gb/t 228.1-2010《金属材料拉伸实验第1部分:室温试验方法》,采用instron 55822电子万能试验机,进行测试。
79.高纯镁丝材材模拟体液降解速率依据astm-g31-72《金属的实验室浸渍腐蚀试验》,在hank’s模拟体液(成分见表2)中进行,采用析氢法与失重法进行。实验中溶液体积(ml)设置为样品总表面积(cm2)的100倍,对浸泡实验前的样品利用高精密天平称重(0.01mg),并记录样品浸泡过程中的的析氢体积。浸泡48h后将样品取出,使用铬酸溶液(200g/l cro3 10g/l agno3)超声清洗样品2min,之后用去离子水将表面冲洗干净,冷风吹干,再对浸泡试验后的样品进行称重。每种试样至少重复3组浸泡试验,结果取平均值。
80.样品的腐蚀速率可根据析氢结果(crhe,mm/year)和失重结果(crwl,mm/year)计算,计算公式如下:
[0081][0082][0083]
式中,sm为样品总表面积(cm2),tm为浸泡时间(h),ρm为样品密度(g/cm3),δv
h2
为浸泡实验中样品的析出氢气的体积(ml),δmm为浸泡实验中样品的失重(g)。
[0084]
表1
[0085][0086]
表2
[0087][0088][0089]
从表1中实施例1与实施例3的数据对比可知,降低材料中zn和mn元素的含量,合金
抗拉强度和降解速率略有降低。
[0090]
从表1中实施例1与实施例4和实施例5的数据对比可知,提高挤压比和增加旋锻变形量有利于提供镁合金丝材的抗拉强度。
[0091]
从表1中实施例1与对比例1数据对比可知,采用二次旋锻有利于提高镁合金丝材表面质量的同时,对镁合金丝材的抗拉强度提升也有帮助。
[0092]
从表1中实施例1与对比例2数据对比可知,合金中fe、ni、cu三种杂质元素总含量显著影响镁合金丝材的降解速率,降低它们的总含量有利于提高镁合金丝材的抗降解性能。
[0093]
以上已经描述了本发明的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。