hrb400e钢洗包的处理方法
技术领域
1.本发明涉及炼钢技术领域,具体而言,涉及一种hrb400e钢洗包的处理方法。
背景技术:
2.现有钢包类别为a、b、c、d、e、f、g、h八个等级。e、f、g、h级包定义为冷钢包,包温在600~900℃之间。e级包判定标准为浇完钢至出钢180~300分钟;f级包判定标准为浇完钢至出钢时间在300分钟~960分钟;g级包判定标准为中、小修包烘烤结束后的备用包、浇完钢至出钢时间超过960分钟;h级包判定标准为大修包烘烤时间结束后的备用包。
3.在hrb400e走传统工艺路线bof-氩站-cc、遇到急需周转的冷钢包时,冷钢包本身吸热很快,相对于其它走氩站工艺路线的钢种而言,hrb400e在转炉出钢时加入的合金量更大、合金熔化带来的温度损失也更多。使用冷钢包的炉次转炉出钢温降通常达到100℃以上,正常热钢包炉次出钢温度根本满足不了冷钢包温度需求,生产组织困难,容易出现连铸钢水低温回炉、异常终浇事故,因此,hrb400e在冷钢包使用上,是不适宜走氩站工艺路线的。
技术实现要素:
4.本发明的目的包括提供了一种hrb400e钢洗包的处理方法,其能够解决的技术问题是:hrb400e钢生产作业过程,遇到急需周转的冷钢包时,转炉出钢温度满足不了冷钢包温降的需求,导致钢水温降异常,出现低温回炉、异常终浇事故。
5.本发明的实施例可以这样实现:
6.本发明提供一种hrb400e钢洗包的处理方法,hrb400e钢洗包的处理方法包括:
7.s1:对hrb400e钢进行转炉出钢以及渣洗处理;
8.s2:进行lf精炼或冶炼,包括对lf加入渣料、进行lf低档位化渣以及切换高档位送电并停电搅拌;
9.s3:渣面铺满谷壳,实现保温。
10.本发明实施例提供的hrb400e钢洗包的处理方法的有益效果包括:
11.在hrb400e钢洗包的处理过程中,洗包炉次hrb400e更改为bof-lf-cc工艺路线,这样,调整为lf工艺路线,并在lf精炼或冶炼过程中,对lf加入渣料、进行lf低档位化渣以及切换高档位送电并停电搅拌,使冷钢包充分吸热、大幅度减少温降,使生产、质量更可控,同时冷钢包过渡为热钢包,满足正常周转,避免钢水温降异常导致钢水低温回炉、异常终浇等事故。
12.在可选的实施方式中,对lf加入渣料的步骤包括:
13.在lf加入渣料的量为:4~5kg石灰/吨钢、1~1.5kg萤石/吨钢,渣厚控制在140~160mm。
14.这样,冷钢包在lf处理时,相对于其它常规lf工艺冶炼、洗包炉次在渣料加入量上较大,能够提升埋弧升温、保温效果。
15.在可选的实施方式中,进行lf低档位化渣的步骤包括:
16.低档位化渣4~6min、升温速度为2℃/min,直到温度达到要求。
17.这样,渣厚控制在140~160mm,能够提高埋弧效果和减少散热。
18.在可选的实施方式中,切换高档位送电并停电搅拌的步骤包括:
19.切换成高档位升温,升温速度为6℃/min。
20.在可选的实施方式中,切换高档位送电并停电搅拌的步骤包括:
21.进行多次升温并停电搅拌,直到理论正常温降温度为零。
22.这样,理论正常温降温度为零说明冷钢包吸热完全,热状态等同于正常周转热钢包,可停止继续高温区操作,后续按常规lf工艺执行。
23.在可选的实施方式中,进行多次升温并停电搅拌,直到理论正常温降温度为零的步骤包括:
24.利用高档位进行第一次升温,根据冷钢包初始温度t
冷钢包的初始温度
,升温温度为:t=1679-t
冷钢包的初始温度
/10(℃),t
冷钢包的初始温度
的温度范围为600~900℃,在该高温区间停电强搅拌5分钟,测得搅拌后钢液温度为t1;
25.进行第二次升温,升温温度要求为:t=1679-t
冷钢包的初始温度
/10(℃)
△
t1,
△
t1为理论正常温降温度t
正常-t1,停电强搅拌5分钟,测搅拌后钢液温度为t2;
26.进行第三次升温,升温温度要求为:t=1679-t
冷钢包的初始温度
/10(℃)
△
t2,
△
t2为理论正常温降温度t
正常-t2;
27.直至进行第n次升温,升温温度要求为:t=1679-t
冷钢包的初始温度
/10(℃)
△
t
n-1
,
△
t
n-1
为理论正常温降温度
△
t
n-1
=t
正常-t
n-1
=0。
28.这样,依据前1次升温后的冷钢包温降值y
(n-1)
对后1次主加热做出相应温度补偿,以进一步提高包衬的吸热效果。
29.在可选的实施方式中,切换高档位送电并停电搅拌的步骤包括:
30.在升温次数n≤3,且理论正常温降温度
△
t》0的情况下,首先,通入氩气,使钢包温降达到要求;然后,对钢包进行升温,达到精炼出站温度的要求。
31.这样,在生产节奏紧张时,通入氩气、并对钢包进行升温,以保证连铸中间包温度符合要求。
32.在可选的实施方式中,通入氩气,使钢包温降达到要求的步骤包括:
33.观察lf冷钢包温降与正常红钢包温降的不同,测其单位时间内冷钢包温降倍数。
34.在可选的实施方式中,精炼出站温度=正常周转的红钢包精炼出站至中间包温降*冷钢包温降倍数 中间包最高温度。
35.这样,通过前面一系列的钢包吸热操作,例如氩站工艺温度出钢预吸热、lf两次高温吸热、强搅拌,冷钢包温降虽已大幅度减少,但与正常周转的热钢包相比,不排除个别炉次有微小的差距。这里利用温降趋势做成参数,使操作模式化、更容易,同时为连铸提供更好的中间包温度。
36.在可选的实施方式中,对hrb400e钢进行转炉出钢以及渣洗处理的步骤包括:
37.转炉出钢的温度按1660
±
15℃控制,使冷钢包初步吸热,渣洗处理包括加入3~4kg石灰/吨钢、4~5kg铝矾土/吨钢。
附图说明
38.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
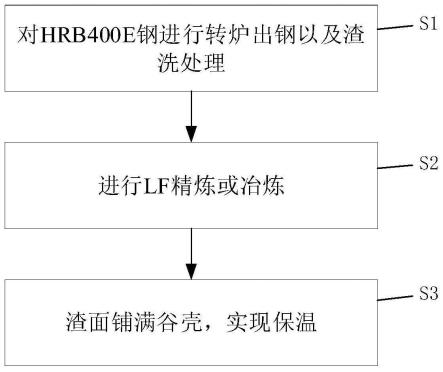
39.图1为本发明实施例提供的hrb400e钢洗包的处理方法的流程图;
40.图2为进行lf精炼或冶炼的流程图。
具体实施方式
41.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
42.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
44.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
45.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
46.请参考图1,本实施例提供了一种hrb400e钢洗包的处理方法,包括以下步骤:
47.s1:对hrb400e钢进行转炉出钢以及渣洗处理。
48.在转炉出钢以及渣洗处理之前,准备作业区须提前向厂调度申报洗包计划,洗包是利lf合理升温、搅拌等精炼手段,促使冷钢包快速转换成热钢包、理顺生产,并可进行后续连铸作业的操作过程。洗包炉次hrb400e更改为bof-lf-cc工艺路线,这样,调整为lf工艺路线,lf可以埋弧升温、搅拌,使冷钢包充分吸热、大幅度减少温降,使生产、质量更可控,同时冷钢包过渡为热钢包,满足正常周转。具体的,调整炉机、超2炉节奏炼出,预lf洗包时间70~80分钟。
49.其中,转炉出钢的温度按1660
±
15℃控制,使冷钢包初步吸热。渣洗处理包括加入3~4kg石灰/吨钢、4~5kg铝矾土/吨钢、1.5~2.5kg石灰/吨钢以及0.5~1kg萤石/吨钢,优选为,3.5kg石灰/吨钢、4.5kg铝矾土/吨钢、精炼2kg石灰/吨钢以及0.5萤石/吨钢。
50.s2:进行lf精炼或冶炼,即进行冷钢包洗包处理,请查阅图2,包括以下步骤:
51.s21:对lf加入渣料。具体的,在lf加入渣料的量为:4.5kg石灰/吨钢、1kg萤石/吨钢,其中,萤石可以根据流动性调整。冷钢包在lf处理时,相对于其它常规lf工艺冶炼、洗包炉次在渣料加入量上较大,目的在于更注重埋弧升温、保温效果。为保持一定的渣厚,渣厚控制在140~160mm,优选为150mm,提高埋弧效果和减少散热,故加大渣量。
52.s1与s21中,渣料的总量为7.5~8kg石灰/吨钢、4.5~5kg铝矾土/吨钢、1kg~
1.5kg萤石/吨钢。
53.s22:进行lf低档位化渣。
54.具体的,低档位(11档)化渣4~6min,优选为5min、升温速度为2℃/min,5min后测温,温度达到要求后,开始切换成高档位升温。
55.s23:切换高档位送电。具体的,切换成高档位(4档)升温,升温速度为6℃/min。
56.理论依据为:在生产作业过程中发现,冶炼过程中,每加入渣料、合金0.42kg/吨钢,钢炉降温1℃;升温后温度(℃)=纯升温量(℃)-渣料、合金降温量(℃)。若升温后温度《理论计算值,推算出冷钢包当时温降值。4档升温时间(min)=[理论升温后所需温度(℃) 冷钢包温降]
÷
6(℃/min)。
[0057]
具体的,e、f、g、h(分别对应温度900℃、800℃、700℃、600℃)冷钢包吸热不同,每个类别温降有5~10℃差距,取10℃作为基数,相似于高温烘烤原理,冷钢包越早达到高温区间,包衬吸热效果越好。按标准出站目标温度增加30℃、40℃、50℃或60℃是针对不同类别的升温吸热,同时保证冷钢包有较高温的吸热过程。e、f、g、h冷钢包每增10℃设为
ⅹ
,主加热升温量减0.1
ⅹ
,分别按对应标准出站目标温度为:1559℃ 30℃-0.1x、1559℃ 40℃-0.1
ⅹ
、1559℃ 50℃-0.1x、1559℃ 60℃-0.1x,即冷钢包每增10℃,电弧主加热升温量降1℃。
[0058]
实际过程中,钢水进lf站后,首先,现场测温t,得出初始数据;然后,钢水11档化渣后,现场测温t0,t
0-正常热钢包理论升温值=冷钢包温降值y0;接着,4档主加热,主加热升到高温区的操作次数,可根据实际生产节奏设定为2~n次。
[0059]
第1次主加热后,现场测温t1,冷钢包温降值y1=t
1-正常热钢包温降值y,主加热第n次,升温后测温为t
(n)
,冷钢包温降值为y
(n)
。依据前1次(含预加热)后冷钢包温降值y
(n-1)
对后1次主加热做出相应温度补偿,以进一步提高包衬的吸热效果。
[0060]
不同包温的冷钢包的标准出站目标温度:1559℃ 30℃-0.1x y
(n-1)
、1559℃ 40℃-0.1x y
(n-1)
、1559℃ 50℃-0.1x y
(n-1)
、1559℃ 60℃-0.1x y
(n-1)
,其中,n为主加热次数,y
(n-1)
为前1次冷钢包温降值,y
(n-1)
=t
(n-1)-y,t
(n-1)
为前1次测温值,y为正常热钢包温降值。
[0061]
当y
(n-1)
=0时,说明冷钢包吸热完全,热状态等同于正常周转热钢包,可停止继续高温区操作,后续按常规lf工艺执行。当n≤3、y
(n-1)
》0、生产节奏紧张时,按前述冷钢包出站温度补偿公式落实,以保证连铸中间包温度符合要求。
[0062]
因此,依据e、f、g、h冷钢包的包温数据,600℃冷钢包时将钢水升温至工艺标准出站温度1559 60℃,700℃冷钢包时将钢水升温至工艺标准出站温度1559 50℃,800℃冷钢包时将钢水升温至工艺标准出站温度1559 40℃,900℃冷钢包时将钢水升温至工艺标准出站温度1559 30℃。在此高温区间停电强搅拌5分钟,使钢流冲刷包壁,使其充分吸热。强搅拌5分钟后,测温观察温降趋势,再次升温至不同类别的高温区间,强搅拌3分钟,使钢流再次冲刷包壁,使其充分吸热。强搅拌3分钟后测温,再次观察温降趋势。钢水越早升温到高温区间、并进行强搅拌,钢包吸热效果越好。通过2次高温区间送电操作及强搅拌,钢包温降会逐渐变小。
[0063]
其中,通过第1次的高温吸热,延长强搅拌,冷钢包温降已变小,第2次升温到标准出站目标温度,再次高温吸热及延长强搅拌,包衬吸热已逐渐饱和。利用同样的升温目标及升温速度,根据最终不同的升温效果,判断出冷钢包第1、2次高温区后的温降差,也反映出
与正常热钢包的差距。
[0064]
s24:通入氩气,使钢包达到精炼出站温度。
[0065]
整个过程中,勤测温,观察温降趋势,如红钢包氩气流量在25m3/h时钢水温降2℃/min,冷钢包氩气流量在25m3/h时钢水温降2.5℃/min,说明仍有一点温降,其中,选择25m3/h氩气流量时,热钢包钢水降温2℃/min,是随机取的一个案例,意在做一个对比,例如热钢包降温2℃/min、冷钢包可降2.5℃/min,再如选择10m3/h氩气流量时,热钢包温降为1℃/min,冷钢包温降为1.2℃/min。
[0066]
如冷钢包与正常周转的红钢包温降无异,即在相同氩气流量下温降相同,则证明冷钢包吸热完全,按正常周转的红钢包温度管控。通过冷钢包温降与红钢包温降比值,计算得出实际温降倍数:如2.5
÷
2=1.25(倍)。lf出站至中间包温降(24℃)=精炼出站温度(1559℃)-中间包最高温度(1535℃)。
[0067]
冷钢包温度补正公式:精炼出站温度=正常周转的红钢包精炼出站至中间包温降*冷钢包温降倍数 中间包最高温度,如:1535 24*1.25=1565,则出站温度按1565℃管控,使连铸中间包温度达到预设要求。其中,最后1次升温,设计出站温度公式的具体原理是:通过前面一系列的钢包吸热操作,例如氩站工艺温度出钢预吸热、lf两次高温吸热、强搅拌,冷钢包温降虽已大幅度减少,但与正常周转的热钢包相比,不排除个别炉次有微小的差距。这里利用温降趋势做成参数,使操作模式化、更容易,同时为连铸提供更好的中间包温度。
[0068]
s3:渣面铺满谷壳,实现保温。
[0069]
其中,谷壳铺满渣表面,不留亮光即可,最大程度减少辐射散热,同时使中间包温度波动更稳定、更小。
[0070]
实施例1
[0071]
一种hrb400e钢洗包的处理方法包括以下步骤:
[0072]
步骤1:对hrb400e钢进行转炉出钢以及渣洗处理。
[0073]
具体的,转炉出钢温度仍按1660
±
15℃控制,使冷钢包初步吸热;出钢渣洗按3.5kg石灰/吨钢、4.5kg铝矾土/吨钢,精炼按2kg石灰/吨钢、适量萤石。
[0074]
步骤2:进行lf精炼或冶炼,即进行冷钢包洗包处理。
[0075]
首先,加入渣料:4.5kg石灰/吨钢、1kg萤石/吨钢,冷钢包在lf处理时,相对于其它常规lf工艺冶炼、洗包炉次在渣料加入量上较大,目的在于更注重埋弧升温、保温效果。
[0076]
其次,低档位化渣后,进行多次升温并搅拌,直到温降温度为零。开始利用高档位进行第一次升温,根据冷钢包初始温度t
冷钢包的初始温度
,升温温度为:t=1679-t
冷钢包的初始温度
/10(℃),t
冷钢包的初始温度
的温度范围为600~900℃;在该高温区间停电强搅拌5分钟,使钢流冲刷包壁,使其充分吸热,测搅拌后钢液温度为t1;
[0077]
然后,进行第二次升温,升温温度要求为:t=1679-t
冷钢包的初始温度
/10(℃)
△
t1,
△
t1为理论正常温降温度t
正常-t1,停电强搅拌5分钟,使钢流冲刷包壁,使其充分吸热,测搅拌后钢液温度为t2;
[0078]
接着,进行第三次升温,升温温度要求为:t=1679-t
冷钢包的初始温度
/10(℃)
△
t2,
△
t2为理论正常温降温度t
正常-t2;
[0079]
直至进行第n次升温,升温温度要求为:t=1679-t
冷钢包的初始温度
/10(℃)
△
t
n-1
,
△
t
n-1
为理论正常温降温度
△
t
n-1
=t
正常-t
n-1
=0;说明冷钢包吸热完全,热状态等同于正常周转的热钢包,可停止继续高温区操作,后续按常规lf工艺执行。
[0080]
步骤3:lf钢液转到中间连铸包,谷壳铺满渣表面,不留亮光即可,最大程度减少辐射散热,使中间包温度波动更稳定、更小,在实际连铸浇钢过程中,中间包最高温度-中间包最低温度<5℃,实现温差波动极小,平稳浇完该炉次钢液。
[0081]
实施例2
[0082]
步骤1:对hrb400e钢进行转炉出钢以及渣洗处理。
[0083]
具体的,转炉出钢温度仍按1660
±
15℃控制,使冷钢包初步吸热;出钢渣洗按3.5kg石灰/吨钢、4.5kg铝矾土/吨钢,精炼按2kg石灰/吨钢、适量萤石。
[0084]
步骤2:进行lf精炼或冶炼,即进行冷钢包洗包处理。
[0085]
首先,加入渣料:4.5kg石灰/吨钢、1kg萤石/吨钢,冷钢包在lf处理时,相对于其它常规lf工艺冶炼、洗包炉次在渣料加入量上较大,目的在于更注重埋弧升温、保温效果。
[0086]
加渣料后,当生产节奏紧张时,要求升温次数n≤3,且此时
△
t=t
正常-t
n-1
》0时,则对lf钢液出站前温控采取以下操作:
[0087]
首先,通入氩气,使钢包温降达到要求。具体的,观察lf冷钢包温降与正常红钢包温降的不同,测其单位时间内冷钢包温降倍数=v
冷
/v
红
,如红钢包氩气流量在25m3/h时钢水温降2℃/min,冷钢包氩气流量在25m3/h时钢水温降2.5℃/min,通过冷钢包温降与红钢包温降比值,计算得出实际温降倍数:如2.5
÷
2=1.25(倍)。
[0088]
然后,对钢包进行升温,达到精炼出站温度的要求。具体的,控制精炼出站温度t
精炼出站
=t
正常周转红钢包精炼出站至中间包温降
*冷钢包温降倍数 t
中间包最高温度
;其中,t
正常周转红钢包精炼出站至中间包温降
为一般正常精炼出炉的温度-中间包最高温度,其值一般较为固定。如:lf出站至中间包温降(24℃)=精炼出站温度(1559℃)-中间包最高温度(1535℃),则精炼出站温度=1535 24*1.25=1565℃,则按1565℃管控。
[0089]
步骤3:谷壳铺满渣表面,不留亮光即可,最大程度减少辐射散热,同时使中间包温度波动更稳定、更小。
[0090]
本实施例提供的hrb400e钢洗包的处理方法的有益效果包括:
[0091]
在hrb400e钢洗包的处理过程中,特别是hrb400e钢使用e、f、g、h冷钢包时,洗包炉次hrb400e更改为bof-lf-cc工艺路线,这样,调整为lf工艺路线,并在lf精炼或冶炼过程中,对lf加入渣料、进行lf低档位化渣以及切换高档位送电并停电搅拌,使冷钢包充分吸热、精炼出站温度补正,使中间包温度达到预设要求,使生产、质量更可控,同时冷钢包过渡为热钢包,满足正常周转,避免钢水温降异常导致钢水低温回炉、异常终浇等事故。
[0092]
以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。