1.本发明涉及一种用于借助于研磨机研磨工件的表面的方法,该研磨机具有至少两个研磨总成。此外,本发明还涉及一种用于实施这种方法的装置。
背景技术:
2.在对木材、金属和特殊材料例如纸蜂窝进行表面加工时不仅对于面研磨而且对于棱边和型材加工采用研磨机。在此,由于针对尽可能个性化的工件和物品的需求很大,所以批次规模会降低,从而不仅在原材料中而且在期望的最终产品中出现很大的变化。即使在批次规模很大并且要生产的工件量很大时,在研磨过程中也会出现波动,该波动例如通过所使用的研磨介质的磨损、待研磨工件中的区别例如所去除的层的厚度、尺寸或涂料或颜色波动和一系列其他参数引起。
3.为了在尽可能每个工件中得到最佳的研磨结果,必须研究所述波动和变化并且相应地适配各自的研磨过程。由现有技术公开了一系列不同的方案来至少以按方案的方式来实现这一点。
4.由de 34 02 104 c2例如公开了一种带式研磨机,其压梁将研磨介质压到待研磨的工件上,该压梁被分为多个并排布置的压靴,这些压靴能够被分开地并且相互无关地控制。通过这种方式可以按位置调节施加到待研磨的工件上的压力。通过相应的压靴施加的压力特别是通过待研磨的工件的形状以及输送过程的位置及时间数据来确定。
5.de 10 2018 105 133 a1描述了一种用于驱动研磨装置的方法,在该研磨装置中,在研磨之后使用数据检测装置,以尽可能数字化地检测工件的已研磨表面并且将其与额定值相比较。如果以这种方式确定的偏差大于预先确定的极限值,则改变研磨参数,以在下一个工件中实现尽可能最佳的研磨结果。de 10 2018 202 618 a1描述了一种方法,在该方法中,利用热像仪装置检测已研磨的工件。然而,其缺点在于,以大偏差制造的工件被作为残次品处理并且不能被售卖。由de 10 2010 011 470 b4公开了一种方法和装置,其中,在工具载体上设置雷达传感器,该雷达传感器在工件的切削加工期间测量其表面。
6.此外,由现有技术公开的是,监测研磨介质的磨损。例如在de 10 2017 208 498 a1或de 10 2017 106 548 a1中公开了这种方法。由此,可以识别研磨介质的磨损在何时会引起研磨结果中的问题。
技术实现要素:
7.本发明的任务在于,建议一种用于研磨工件的表面的方法,利用该方法能够快速且可靠地对于研磨结果中的波动和通过工具磨损引起的连续变化做出反应,以便一方面降低生产的残次品的量、确保保持不变的产品质量并且提高工具的期望的寿命。
8.本发明通过一种用于借助于研磨机研磨工件的表面的方法解决了所提出的任务,该研磨机具有至少两个研磨总成,其中,该方法具有以下步骤:
9.a.提供表面的要实现的额定结构的描述;
10.b.借助于所述至少两个研磨总成中的第一研磨总成研磨所述表面,其中,使用预先确定的研磨参数组;
11.c.检测经研磨的表面的实际结构;
12.d.将检测到的实际结构与所述额定结构相比较;
13.e.根据该比较来适配所述至少两个研磨总成中的第二研磨总成的研磨参数组;
14.f.借助于所述至少两个研磨总成中的第二研磨总成研磨所述表面,其中,使用经适配的研磨参数组。
15.在本发明的方法中,工件的表面利用至少两个研磨总成的研磨介质来研磨。在这之间,也就是在第一研磨过程之后在方法步骤b中,检测已经被研磨的表面的实际结构。基于该比较的结果来确定和适配要使用的第二研磨总成的研磨参数。然后借助于要使用的第二研磨总成来研磨已经被研磨过的所述表面,其中,使用经适配的研磨参数组。最终能够利用第二研磨过程对第一研磨过程的结果做出反应并且补偿可能出现的偏差、误差或错误。利用现有技术中的方法不能实现这一点。在现有技术的方法中,只能在研磨后确定结果是否是令人满意的。如果不是这种情况,则可以对于下一个或以后的工件适配研磨参数组并且从而改善质量。然而,残次品的量保持不变。
16.在一个优选的构型中,要实现的额定结构是在第一研磨后应实现的结构。为了在结束该方法之后检验研磨结果,有利的是,也确定要实现的额定最终结构并且提供该额定最终结构的描述。在利用所有要使用的研磨总成研磨工件之后,可以重新检测实际结构并且将其与额定最终结构相比较。据此可以获得对于以后的工件重要的结果和在该工件中要使用的研磨参数。
17.额定结构的描述能够以不同的方式存在。在一个构型中,该描述以至少一个数字影像的形式存在。这例如可以是要实现的表面造型的数字照片。在一个特别优选的实施方式中,其可以是彩色照片,该彩色照片包含光的不同波长。对此替换地,也可以使用多个单色照片,为了创建所述单色照片分别仅仅使用唯一波长或窄波长范围如小于50nm、优选小于30nm、优选小于10nm的光。优选地,所述描述也可以是不可见光范围、特别是近红外范围或uv范围内的影像。
18.优选地,所述研磨机具有多于两个研磨总成并且所述表面借助于多于两个研磨总成研磨。优选地,在借助于所述研磨总成中的第一研磨总成第一研磨之后检测表面的实际结构并且将其与相应的额定结构相比较。因为已经被这样研磨过的表面在该情况下还被利用多于一个研磨总成加工并且从而还被利用多于一个研磨介质研磨,所以可以改变和适配多个研磨参数组。该研磨参数是还被采用的研磨总成的研磨参数。在此,完全也可以并且也有利的是,对于不同的研磨参数组求得多个适配可能性。于是可以选择不同研磨参数组的适配方案,该适配方案例如对于要使用的研磨介质具有最小的载荷和最小的磨损,或者选择那些使已经相对强地磨损的研磨介质所受的载荷尽可能少的适配方案。
19.在一个特别优选的构型中,提供要实现的额定结构的多个描述,其特别优选相应于第一研磨之后、第二研磨之后和/或另外的研磨过程之后要实现的额定结构。在每个研磨过程(对于该研磨过程已经提供额定结构的描述)之后,优选也检测实际结构,将该实际结构与相应的额定结构相比较。基于该比较优选适配所有以后要使用的研磨总成的研磨参数组。这可以导致的是,特别是在实际使用很晚才要使用的研磨总成之前,多重地改变和适配
在生产过程中很晚才要使用的研磨总成的研磨参数组,用于以相应的研磨总成来加工工件的表面。
20.在一个优选的构型中,在每个研磨过程之前(在该研磨过程中使用所述研磨总成之一)检测表面的实际结构并且将其与相应的额定结构相比较。基于该比较的结果来适配研磨参数组,该研磨参数组在利用相应的研磨总成研磨时应被使用。特别优选的是,在利用要使用的第一研磨总成(该第一研磨总成有利地但不必强制地是研磨机的第一个研磨总成)研磨所述表面之前检测所述表面的实际结构。通过这种方式也可以将要使用的第一研磨参数组(利用该第一研磨参数组运行或配置要使用的第一研磨总成)个性化地匹配于相应的工件的状况。有利地,求取所述研磨总成中的至少一个研磨总成的至少一个研磨介质的磨损状态,其中,根据所求取的磨损状态适配至少已求取到磨损状态的该研磨总成、优选所有以后要使用的研磨总成的研磨参数组。通过这种方式可以降低在利用相关的研磨介质研磨表面时出现的偏差,因为可以事先应对通过研磨介质的磨损引起的误差或研磨结果与额定结构的相应偏差。
21.优选地,所述额定结构的描述是参考表面的映射或者是参考表面自身。在此,该映射是摄像映射或照相映射。然而不必是这种情况。也可以使用其他传感器如热成像传感器、雷达传感器或其他类型的传感器的测量数据,只要该表面的描述可通过测量数据进行即可。对于想要的方法实际上选择何种测量数据或描述,取决于要研磨的表面在研磨后应具有何种特性。通常,所述表面的光学外观通过研磨改变并且应转换成期望的外观。因此,通常将参考表面的摄像学映射用作额定结构的描述。在此,所述额定结构是二维或三维的。例如,要引入到表面中的研磨图案一般相应于额定结构的二维描述,而对于具有不平坦表面的工件来说,额定结构的三维描述一般是有利的。
22.优选地,研磨参数组包含进给速度(工件以该进给速度被输送通过研磨机)、研磨介质速度(研磨介质以该速度运动)、将研磨介质压到工件上的压力或其空间和/或时间分布。对此附加或替换地,研磨参数组优选包含在一个研磨总成中要选择的研磨介质或该要选择的研磨总成自身。对此附加或替换地,优选根据检测到的实际结构与额定结构之间的比较结果在压力过程之后或之前求取这个或这些要选择的研磨总成和/或这个或这些在所述研磨总成中要使用的研磨介质的类型和/或数量。对此附加或替换地,求取至少一个压靴和/或压梁从静止位置到研磨位置的距离或位移。研磨介质优选通过至少一个压力元件压到要研磨的表面上。这例如在研磨带中是公知的。为此,将研磨带布置在相应的压力元件与要研磨的工件之间并且该压力元件朝要研磨的工件的方向将压力施加到研磨介质上。尤其是当研磨介质通过唯一的压力元件压到工件上时,则称为压梁。该压梁优选在研磨介质的整个宽度上延伸。如果存在优选并排布置的多个压力装置,则称为压靴。如果不使用相应的研磨介质,则压力元件不施加压力。于是,该压力元件处于静止位置中。优选测量距离或位移,压力元件必须走过该距离或位移以将研磨压力施加给研磨介质。压力元件在一位置中施加压力,该位置称为研磨位置。
23.优选地,至少一个研磨参数组、优选所有的研磨参数组根据传感器测量数据来预先确定和/或适配,所述传感器测量数据从:
[0024]-至少一个研磨总成的压靴和/或压梁上的至少一个声测量、振动测量和/或力测量;
[0025]-至少一个压靴和/或压梁上的至少一个距离测量;
[0026]-工件的至少一个表面测量和/或至少一个厚度测量;
[0027]-至少一个研磨介质的粗糙度测量、温度测量和/或打滑测量;和/或
[0028]-至少一个研磨介质的表面的颜色测量、电容(kapazitive)测量和/或几何测量得出。
[0029]
这些测量中的一些测量可以在实际的研磨之前、特别是在第一研磨过程之前实施。例如,在第一研磨过程之前确定要研磨的工件的表面和/或厚度。这优选在研磨机的入口实现。至少一个研磨介质的粗糙度、温度和/或打滑可以连续地、然而优选至少重复地、测量。在此,有规律地重复是有利的,其与是否和何时以及以何种频率使用所述用于研磨工件的研磨介质无关。
[0030]
对于研磨介质的表面的测量也是如此,由该测量可求取磨损状态。在至少一个研磨总成的一个或多个压靴或压梁上实施的测量优选在研磨过程期间实施。其优选多重地在研磨单个工件期间实施。当然,也可能的是,在一个工件中只实施一次压靴或压梁上的测量。有利地,使用测量结果来适配在研磨要加工的工件时使用的研磨总成的尽可能多的研磨参数组。
[0031]
对于研磨介质的表面的测量也是如此,由该测量可求取磨损状态。在至少一个研磨总成的一个或多个压靴或压梁上实施的测量优选在研磨过程期间实施。其优选多重地在研磨单个工件期间实施。当然,也可能的是,在一个工件中只实施一次压靴或压梁上的测量。有利地,使用测量结果来适配在研磨要加工的工件时使用的研磨总成的尽可能多的研磨参数组。
[0032]
有利地,研磨机具有的研磨总成比在研磨时所使用的要多。换言之,工件的表面并非借助于研磨机的所有的研磨总成研磨。在此,在考虑所有的研磨总成的研磨介质的磨损状态的情况下选择所使用的或要使用的研磨总成。例如,优选使用例如具有最少磨损的研磨介质或研磨总成,以实现研磨总成的所有研磨介质的尽可能均匀的载荷和尽可能均匀的磨损。对此替换地,例如也可以选择磨损已经特别严重的研磨介质,以尽可能短时间地或立即更换该研磨介质,只要对此恰好存在有利的时间点的话。如果例如忽略研磨介质在研磨机的使用者交班时必须被更换的话,该做法是有利的。由此可以将该时间点前移,从而该时间点不会落入不利的时间范围中。因此,通过选择所使用的或要使用的研磨总成,特别是可以改变单个研磨介质的更换时间点并且将或多或少频繁使用研磨介质的时间点前移或后移。
[0033]
在一个特别优选的构型中,在考虑研磨介质的磨损状态的情况下适配工件相对于至少一个研磨总成的至少一个研磨介质的位置。特别是当一个研磨介质的单个区域具有的磨损比其他区域多时,这是有利的。具有研磨带(该研磨带例如平行于进给方向运动)的带式研磨机例如可以是这种不均匀磨损的例子。如果例如研磨多个工件,所述工件布置在将工件输送通过研磨机的输送装置的左边缘上,则研磨带在左区域中的磨损比右区域中大。因此有利的是,在考虑磨损状态的情况下适配工件在输送装置上并且从而相对于研磨带和研磨总成的位置,以防止尽管研磨介质的一个空间区域具有对于研磨过程足够的研磨作用也必须更换研磨介质。
[0034]
优选地,如果在将检测到的实际结构与额定结构相比较时识别出不能实现额定结
构或者如果经适配的研磨参数组的至少一个参数处于预先确定的值范围之外,则将工件作为残次品剔除,其中,优选提高进给速度。如果检测到的实际结构与额定结构的偏差如此之大,以至于在另外的研磨总成中不能实现额定结构,则在该方法的该构型中将该工件作为残次品剔除。对此替换或附加地,如果虽然还不能实现额定结构,但是全部后续研磨总成或这个后续研磨总成的为此所需的研磨参数包含至少一个处于预先确定的值范围以外的参数,则也发生上述情况。其例如可以是以下参数,该参数虽然是可行的,然而研磨总成和/或研磨介质例如会损坏或者遭受不相称的磨损。特别优选的是,当工件应被作为残次品剔除时,提高进给速度(工件以该进给速度被输送通过研磨机)。
[0035]
此外,本发明通过一种用于实施根据前述构型中任一项所述的方法的研磨机解决了所提出的任务。该研磨机优选具有电子或电气控制装置、特别是电子数据处理装置,其被设置用于将检测到的实际结构与额定结构的优选存储在电子数据存储器中的描述相比较并且基于该比较的结果来如此控制后面要使用的研磨总成,以至于使用经改变或经适配的研磨参数组。优选该电子数据处理装置为此具有比较模块,该比较模块实施实际上的比较。校正模块由该比较的结果求取研磨参数的要实施的适配。优选地,借助于同学模块将该经适配的研磨参数组或至少将相对于以前的研磨参数组要实施的适配或改变传输给相应的研磨器具。这里所描述的不同模块也可以构造为用于电子数据处理装置的软件和程序。如果研磨机还具有至少一个传感器以求取这里描述的传感器测量数据,则有利的是,校正模块可以调用该传感器测量数据并且将其纳入到要实施的适配的求取中。
附图说明
[0036]
下面借助附图详细说明本发明的一些实施例。附图中:
[0037]
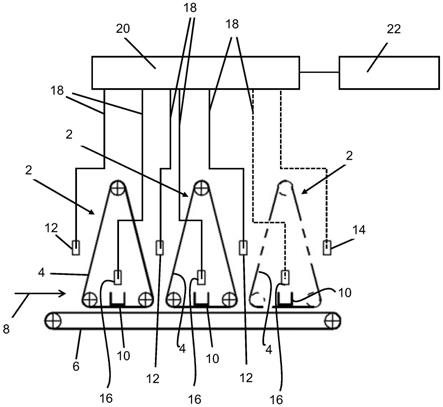
图1示出根据本发明的一个实施例的研磨机的示意图,
[0038]
图2示出根据本发明的另一实施例的方法的流程图。
具体实施方式
[0039]
图1示意性示出根据本发明的一个实施例的研磨机。该研磨机具有三个研磨总成2,这些研磨总成分别具有研磨介质4,在所示的实施例中分别具有研磨带。待研磨的工件(图1中未示出)通过输送带6沿着通过箭头8示出的方向被输送通过该研磨机。这些研磨介质4中的每一个借助于单独的压力元件10(其在图1中构造为压梁)压到待研磨的工件上。存在各种传感器以接收或采集不同的测量值并且测量不同的参数。
[0040]
在图1中示出的研磨机具有三个表面传感器12,它们被设置用于检测工件的表面的实际结构。这些表面传感器12可以构造为可见波长范围或不可见波长范围中的摄像机、3d扫描仪或其他传感器。沿进给方向在最后一个研磨机组的后面设置有终端传感器14,其同样构造为表面传感器并且检测完成的研磨结果,也就是最后一个研磨过程之后的实际结构。
[0041]
此外,在图1中示出另外的测量传感器16,它们布置在单个的研磨机组2内部。它们示例性地代表不同的传感器类型,这些传感器类型可以被用来接收或采集测量值,基于所述测量值可以确定或适配经适配的研磨参数组。在图1所示的实施例中,测量传感器16被设置用于确定压力元件10从静止位置(图1中示出)至研磨位置的距离。通过信号线路18将由
传感器12、14、16接收或采集的信号传送给电子数据处理装置20。最后一个研磨机组2的传感器12、14、16的信号线路18以虚线示出,以表明这些传感器12、14、16是可选的并且可以不被用来确定经适配的研磨参数组。电子数据处理装置20具有输入模块22,借助于该输入模块,研磨机的使用者可以干预控制、输入新参数或者以其他方式操作该机器。
[0042]
图2示意性示出根据本发明的一个实施例的方法的流程。在启动24该方法后,借助于工件识别26识别并首先储存待研磨的工件的参数、特别是其宽度和/或厚度。工件的这些参数和数据被用来在电子数据处理装置20中实现研磨介质4的均匀的载荷。这在电子数据处理装置的载荷模块28中实现,所述数据和参数被传输到该载荷模块中。该模块也可以构造为计算机程序产品、例如软件。在下一方法步骤中,从数据存储器30提供表面数据,这些表面数据描述额定结构。这些数据能够以二维或三维方式存在并且被传输给额定结构模块32,该额定结构模块提供额定结构的机器可读的描述。
[0043]
在下一步骤中检测34实际结构,该实际结构接下来在电子数据处理装置20的比较模块36中与额定结构相比较。如果该比较得出的结果是必须确定经适配的研磨参数组,则将该信息传输给适配模块38,在该适配模块中确定新的经适配的研磨参数组。在被称为研磨40的下一方法步骤中,在使用该经适配的研磨参数组的情况下研磨工件的表面。
[0044]
如果该比较得出的结果是无需确定经适配的研磨参数组,则比较模块36将该信息优选直接传送给下一研磨机组或电子数据处理装置并且在该比较之后直接进行研磨40。
[0045]
这样被研磨的表面又经历实际结构检测34,其结果重新在比较模块36中与额定结构相比较,紧接着必要时在适配模块38中确定经适配的研磨参数组。替换地,也可以在没有经适配的研磨参数的情况下重新实施研磨40。可以将相同的模块多重地用作比较模块36。替换地,也可以将不同的模块用作比较模块36。如果使用不同的测量值和/或不同的参数,以使用实际结构和/或相应的额定结构,则上述情况尤其具有优点。对于适配模块38也是如此。
[0046]
在图2所示的方法流程中,在最后一个研磨40之后重新检测实际结构34并且在比较模块36中将该实际结构与额定结构相比较。由此,可以评价研磨质量并且例如可以识别残次品。在显示步骤42中给研磨机的使用者显示相应的研磨介质4的载荷和/或研磨的程度。这优选作为与位置相关的信息、优选根据研磨宽度和/或根据相对于研磨介质的宽度的位置给出。
[0047]
在最后的质量监控44中,将实际结构与额定结构的最后一次比较用来评价工件是不是残次品。如果不是这种情况,则将工件输送给另外的处理46、例如包装。然后,该方法结束48。
[0048]
所有上述模块优选是电子数据处理装置的一部分并且构造为软件、即计算机程序产品。
[0049]
附图标记列表
[0050]2ꢀꢀ
研磨总成
[0051]4ꢀꢀ
研磨介质
[0052]6ꢀꢀ
输送带
[0053]8ꢀꢀ
箭头
[0054]
10 压力元件
[0055]
12 表面传感器
[0056]
14 终端传感器
[0057]
16 测量传感器
[0058]
18 信号线路
[0059]
20 电子数据处理装置
[0060]
22 输入模块
[0061]
24 启动
[0062]
26 工件识别
[0063]
28 载荷模块
[0064]
30 数据存储器
[0065]
32 额定结构模块
[0066]
34 实际结构识别
[0067]
36 比较模块
[0068]
38 适配模块
[0069]
40 研磨
[0070]
42 显示步骤
[0071]
44 质量监控
[0072]
46 另外的处理
[0073]
48 结束。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
