1.本实用新型涉及金属加工处理技术领域,特别是涉及一种酸洗装置。
背景技术:
2.酸洗是利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法,一般将制件浸入盐酸等的水溶液,以除去金属表面的氧化物等薄膜,是清洁金属表面的一种方法,是电镀、搪瓷、轧制等工艺的前处理或中间处理过程。
3.但是现有的酸洗装置再浸酸完成后进入漂洗池时仅通过挤干辊处理浸酸完的带钢表面的酸液,导致酸液被带入漂洗水中,使漂洗后的带钢板面大量酸液残留,使板面发黄、发黑,达不到下工序使用要求。因此亟需一种新型的酸洗装置来解决上述问题。
技术实现要素:
4.本实用新型的目的是提供一种酸洗装置,以解决上述现有技术存在的问题。
5.为实现上述目的,本实用新型提供了如下方案:本实用新型提供一种酸洗装置,包括
6.上料装置,所述上料装置用于将待处理的钢带放到生产线上;
7.浸酸装置,所述浸酸装置的进口连通所述上料装置的出口,所述浸酸装置用于对所述钢带进行浸酸处理;所述浸酸装置的底端设置有酸液循环组件;
8.漂洗装置,所述漂洗装置的进口连通所述浸酸装置的出口,所述漂洗装置用于漂洗所述钢带表面残留的酸液;所述漂洗装置连通有酸液分离组件;所述漂洗装置内设置有喷射组件;
9.烘干装置,所述烘干装置的进口连通所述漂洗装置的出口,所述烘干装置用于将漂洗后的所述钢带烘干并进行垛放。
10.优选的,所述浸酸装置包括浸酸池,所述浸酸池内填充有酸洗液,所述浸酸池内转动连接有第一传送辊刷;所述浸酸池沿所述钢带运行方向依次分为下降段、水平段和升高段;所述第一传送辊刷沿所述浸酸池的起伏布置,所述第一传送辊刷的转动方向与所述钢带运行方向相同。
11.优选的,所述第一传送辊刷的末端设置有清洁辊刷,所述清洁辊刷的末端连通所述漂洗装置;所述清洁辊刷包括两排平行设置的刷辊,所述钢带在两排所述刷辊之间经过,所述刷辊与所述钢带滚动接触。
12.优选的,所述酸液循环组件包括与所述水平段底端连通的连通管,所述连通管内设置有电动阀;所述连通管的另一端连通有过滤组件的进口,所述过滤组件的出口通过循环泵连接有循环管的进口,所述循环管的出口连通所述下降段和所述升高段的底壁。
13.优选的,所述过滤组件包括过滤池,所述过滤池的进口可拆卸连接有过滤网盒;所述过滤网盒的出口连通所述循环泵的进口。
14.优选的,所述漂洗装置包括漂洗罩体,所述漂洗罩体内沿所述钢带运行的方向转
动连接有第二传送辊刷;所述喷射组件设置在所述漂洗罩体的上下两端;所述喷射组件的方向与所述钢带运行的方向垂直;所述喷射组件设置在所述第二传送辊刷的两侧。
15.优选的,所述喷射组件包括连接法兰,所述连接法兰的出口连接有安装法兰,所述安装法兰与所述漂洗罩体的侧壁固定安装;所述安装法兰的出口安装有喷射管,所述喷射管的另一端通过管帽封口;所述喷射管安装有管帽的一端与固定在所述漂洗罩体侧壁的套管可拆卸连接;所述喷射管朝向所述第二传送辊刷的侧壁连通有若干高压喷嘴。
16.优选的,所述酸液分离组件与所述漂洗罩体的下端连通,所述酸液分离组件的出口分别与所述喷射组件和所述浸酸池连通。
17.优选的,所述酸液分离组件包括与所述漂洗罩体底端连通的过滤筒,所述过滤网盒的出口连通有酸液分离盒,所述酸液分离盒的清水出口通过清水管连通所述喷射组件,所述酸液分离盒的酸液出口通过酸液管连通所述浸酸池。
18.本实用新型公开了以下技术效果:本实用新型公开了一种酸洗装置,通过上料装置将待酸洗的钢带转移到酸洗装置上送入浸酸装置内,钢带浸酸后送入漂洗装置进行清洁,最后通过烘干装置烘干后垛放或转入下道工序,实现了钢带酸洗的自动化,降低了人工劳动强度,提高了效率;浸酸装置下设置有酸液循环组件,能将酸洗过程中从钢带上掉落的杂质过滤,防止浸酸装置内的杂质堆积影响酸洗效果;浸酸装置后的漂洗装置通过喷射组件喷射清洁的水冲洗钢带,将钢带表面的酸液残留洗净,防止钢带面板发黄、发黑,便于进行下道工序;喷射组件不同于现有技术中的浸没式漂洗,而是改用喷射式漂洗,更加干净,同时喷射的水都是洁净的清水,不存在酸液残留。本实用新型结构简单,自动化程度高,将浸酸和漂洗工序分开,同时使用净水喷射代替现有的水池浸没的漂洗方式,漂洗质量好,不存在酸液残留,为下道工序进行提供了便捷,最终产品质量好,效益高。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
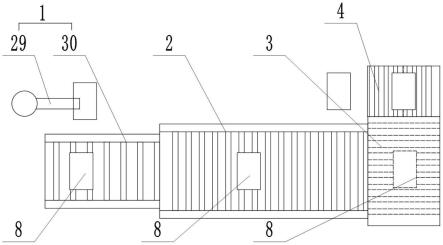
20.图1为本实用新型酸洗装置的俯视图;
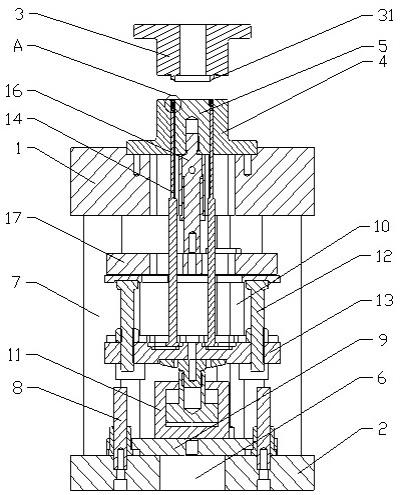
21.图2为本实用新型浸酸装置的结构示意图;
22.图3为本实用新型酸液循环装置结构示意图;
23.图4为本实用新型漂洗装置结构示意图;
24.图5为本实用新型喷射组件结构示意图;
25.图6为本实用新型酸液分离组件结构示意图;
26.其中,1、上料装置;2、浸酸装置;3、漂洗装置;4、烘干装置;5、浸酸池;6、酸洗液;7、第一传送辊刷;8、钢带;9、清洁辊刷;10、连通管;11、电动阀;12、循环泵;13、循环管;14、过滤池;15、过滤网盒;16、漂洗罩体;17、第二传送辊刷;18、连接法兰;19、安装法兰;20、喷射管;21、管帽;22、套管;23、高压喷嘴;24、酸液分离组件;25、过滤筒;26、酸液分离盒;27、清水管;28、酸液管;29、上料机械手;30、上料传送带。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
29.参照图1-6,本实用新型提供一种酸洗装置,包括
30.上料装置1,上料装置1用于将待处理的钢带8放到生产线上;
31.浸酸装置2,浸酸装置2的进口连通上料装置1的出口,浸酸装置2用于对钢带8进行浸酸处理;浸酸装置2的底端设置有酸液循环组件;
32.漂洗装置3,漂洗装置3的进口连通浸酸装置2的出口,漂洗装置3用于漂洗钢带8表面残留的酸液;漂洗装置3连通有酸液分离组件24;漂洗装置3内设置有喷射组件;
33.烘干装置4,烘干装置4的进口连通漂洗装置3的出口,烘干装置4用于将漂洗后的钢带8烘干并进行垛放。
34.本实用新型通过上料装置1将待酸洗的钢带8转移到酸洗装置上送入浸酸装置2内,钢带8浸酸后送入漂洗装置3进行清洁,最后通过烘干装置4烘干后垛放或转入下道工序,实现了钢带8酸洗的自动化,降低了人工劳动强度,提高了效率;浸酸装置2下设置有酸液循环组件,能将酸洗过程中从钢带8上掉落的杂质过滤,防止浸酸装置2内的杂质堆积影响酸洗效果;浸酸装置2后的漂洗装置3通过喷射组件喷射清洁的水冲洗钢带8,将钢带8表面的酸液残留洗净,防止钢带8面板发黄、发黑,便于进行下道工序;喷射组件不同于现有技术中的浸没式漂洗,而是改用喷射式漂洗,更加干净,同时喷射的水都是洁净的清水,不存在酸液残留。
35.进一步的,上料组件包括上料机械手29和上料传送带30,上料机械手29将垛放的钢带8抓起放到上料传送带30上,上料传送带30将钢带8送入浸酸装置2内;上料机械手29和上料传送带30可以根据实际生产区需求和生产线布置选取,二者都是现代化生产线的常用转移和转运设备,此处不再进行赘述。
36.进一步优化方案,浸酸装置2包括浸酸池5,浸酸池5内填充有酸洗液6,浸酸池5内转动连接有第一传送辊刷7;浸酸池5沿钢带8运行方向依次分为下降段、水平段和升高段;第一传送辊刷7沿浸酸池5的起伏布置,第一传送辊刷7的转动方向与钢带8运行方向相同。从上料传送带30传送过来的钢带8进入第一传送辊刷7内,被第一传送辊刷7带动前进,进入浸酸池5内,沿下降段、水平段和升高段依次运行,在运行过程中,浸酸池5内的酸洗液6对钢带8进行酸洗;下降段、水平段和升高段的设置一为合理利用空间,在浸酸池5内填充足够的酸洗液6,降低更换酸洗液6的频率,二为提高生产线的连续性;第一传送辊刷7除了带动钢带8前进之外还能刷洗钢带8的表面,提高浸酸的效果。
37.进一步的,第一传送辊刷7包括若干上下对应设置的运动辊,钢带8在两层对应的运动辊之间前进,在前进的过程中将钢带8带入酸洗液6中,同时运动辊在带动钢带8前进的过程中还能刷洗钢带8表面,酸洗液6将氧化物腐蚀,钢带8表面附着的杂质将被运动辊刷下,提高酸洗效果。
38.进一步的,酸洗液6为包含一定比例的强酸的溶液,能与钢带8表面的氧化物层发生反应,去除氧化层;强酸包括但不限于盐酸和硫酸。
39.进一步优化方案,第一传送辊刷7的末端设置有清洁辊刷9,清洁辊刷9的末端连通漂洗装置3;清洁辊刷9包括两排平行设置的刷辊,钢带8在两排刷辊之间经过,刷辊与钢带8滚动接触。清洁辊刷9的作用是刮除浸酸后的钢带8表面的酸液残留,降低酸洗液6的浪费,同时再一次刷洗钢带8表面的杂质。清洁辊刷9所在的位置不高于第一传送辊刷7的进口,升高段的顶端有清洁平台,清洁平台低于酸洗液6的液面,清洁辊刷9刮刷下的酸液和杂质直接落到酸洗液6内,降低酸洗液6的浪费。
40.进一步的,清洁平台倾斜设置,倾斜的低点朝向水平段,方便清洁辊刷9刮刷下的杂质残片沿斜面滑入水平段内,再由酸液循环组件进行循环净化。
41.进一步优化方案,酸液循环组件包括与水平段底端连通的连通管10,连通管10内设置有电动阀11;连通管10的另一端连通有过滤组件的进口,过滤组件的出口通过循环泵12连接有循环管13的进口,循环管13的出口连通下降段和升高段的底壁;过滤组件包括过滤池14,过滤池14的进口可拆卸连接有过滤网盒15;过滤网盒15的出口连通循环泵12的进口。酸洗液6从连通管10流进循环组件得过滤池14内,经过过滤池14内的过滤网盒15的过滤,杂质落在过滤网盒15内,过滤后的酸洗液6被循环泵12泵入循环管13内,流回浸酸池5。
42.进一步的,过滤池14内还设置有酸浓分析仪(图中未显示),酸浓分析仪电性连接控制组件(图中未显示),酸浓分析仪采用ccd图像探测器来测量分界线的位置,在ccd探测器芯片上使用的ccd线性阵列包含2048个独立的象素点,光学检测器逐点将光学图像转化为电信号并以一组脉冲信号表示出来高脉冲与亮区光电池对应,微处理器确定分界线的准确位置,并转化为某浓度单位下的读数;同时酸浓度分析仪的读数和脉冲信号传递给控制组件,控制组件对脉冲信号进行分析,分析得出过滤后的酸洗液6中强酸的浓度低时,进行补酸,直到浓度达到要求。
43.进一步的,酸浓度分析仪优选mpr e-scan折光酸浓分析仪,为现有产品,其原理和使用方法为现有技术,此处不进行赘述;控制组件为常用的自动控制元件,包括但不限于plc单片机,为现有技术,此处不进行赘述。
44.进一步的,水平段的底端倾斜设置,连通管10设置在斜面的最低点,方便水平段底面的杂质流进连通管10内。
45.进一步的,电动阀11为单向阀,能电控开关,同时仅允许酸洗液6从浸酸池5流向循环组件;电动阀11为现有技术,此处不再进行赘述。
46.进一步的,本实施例中的循环泵12为两个,两根循环管13分别连通下降段的顶端和清洁平台,从两侧同时注入酸洗液6,保证浸酸池5内的酸洗液6的浓度均匀。
47.进一步优化方案,漂洗装置3包括漂洗罩体16,漂洗罩体16内沿钢带8运行的方向转动连接有第二传送辊刷17;喷射组件设置在漂洗罩体16的上下两端;喷射组件的方向与钢带8运行的方向垂直;喷射组件设置在第二传送辊刷17的两侧;喷射组件包括连接法兰18,连接法兰18的出口连接有安装法兰19,安装法兰19与漂洗罩体16的侧壁固定安装;安装法兰19的出口安装有喷射管20,喷射管20的另一端通过管帽21封口;喷射管20安装有管帽21的一端与固定在漂洗罩体16侧壁的套管22可拆卸连接;喷射管20朝向第二传送辊刷17的侧壁连通有若干高压喷嘴23。喷射组件分别设置在的第二传送辊刷17的上下两侧,通过安
装法兰19与漂洗罩体16的侧壁外侧固定安装,喷射管20伸进漂洗罩体16内,漂洗罩体16另一端的侧壁内壁焊接有与喷射管20同轴的套管22,喷射管20的另一端通过管帽21封堵后插入套管22内进行搭接。连接法兰18与漂洗水源(图中未显示)连通;喷射管20朝向第二传送辊刷17的一侧连通有若干高压喷嘴23,将喷射管20内的清水加压后喷向钢带8,对钢带8表面进行漂洗,冲洗酸液残留,高压喷嘴23将清水加压喷出提高了冲刷的力度,提高了冲刷效果;第二传送辊刷17的原理和结构与第一传送辊刷7相同,都是在进行传送的同时刷洗钢带8的表面,清洁钢带8表面的液体残留和杂质,提高漂洗的质量。经过浸酸和初步清洁后的钢带8进入第二传送辊刷17内,当钢带8进行漂洗罩体16内后,喷射组件的高压喷嘴23将清水喷向钢带8,配合第二传送辊刷17将钢带8表面的残留的杂质和酸洗液6清理干净,落下的液体落到漂洗罩体16的底面,进入酸液分离组件24;漂洗罩体16将漂洗的过程罩住,防止喷射的清水飞溅。
48.进一步优化方案,酸液分离组件24与漂洗罩体16的下端连通,酸液分离组件24的出口分别与喷射组件和浸酸池5连通;酸液分离组件24包括与漂洗罩体16底端连通的过滤筒25,过滤筒25的出口连通有酸液分离盒26,酸液分离盒26的清水出口通过清水管27连通喷射组件,酸液分离盒26的酸液出口通过酸液管28连通浸酸池5。酸液分离组件24的主要用途是将漂洗钢带8的漂洗水进行过滤和分离,将钢带8上脱落的杂质通过过滤筒25进行分离过滤,分离后的含酸水经过处理分离后形成与酸洗液6浓度相同的含酸水和清水,处理后含酸水进入浸酸池5的储液池(图中未显示),作为浸酸池5的酸洗液6原料;清水进入喷射组件的储水池(图中未显示),再通过喷射管20上的高压喷嘴23喷出,对浸酸后的钢带8进行漂洗。
49.进一步的,含酸水的处理可以使用聚四氟膜进行过滤,也可以使用二合一压滤机进行处理,压滤机的滤布使用500目以上的耐酸布。这二者都是现有技术中常用的酸液分离装置,为现有技术,此处不再进行赘述。
50.使用方法:
51.在浸酸池5内注入酸洗液6,并打开电动阀11和循环泵12,直到循环管13的两个出口都有酸洗液6流出;持续添加酸洗液6直到酸洗液6的液面没过清洁平台又在清洁辊刷9的下面。
52.启动上料装置1,通过上料机械手29将垛放的钢带8转移到上料传送带30上,送进第一传送辊刷7的进口内。
53.启动第一传送辊刷7和清洁辊刷9,带动钢带8沿下降段、水平段、升高段依次前进,在前进过程中,浸酸池5内的酸洗液6对钢带8进行酸洗,同时刷洗钢带8表面,酸洗液6将氧化物腐蚀,钢带8表面附着的杂质被运动辊刷下;第一传送辊刷7的末端连通清洁辊刷9,钢带8进入清洁辊刷9后,清洁辊刷9会刮除浸酸后的钢带8表面的酸洗液6残留,同时再一次刷洗钢带8表面的杂质,刷洗后的酸洗液6和杂质直接落到清洁平台上;水平段底端的酸洗液6和杂质一同流进酸液循环组件内,经过过滤后又分别从下降段和清洁平台顶面流回浸酸池5内,同时将清洁平台顶面的杂质冲到水平段内,继续循环。
54.启动漂洗装置3,清洁辊刷9将浸酸并进清洁后的钢带8送入漂洗罩体16内,当钢带8进行漂洗罩体16内后,喷射组件的高压喷嘴23将清水喷向钢带8,配合第二传送辊刷17将钢带8表面的残留的杂质和酸洗液6清理干净,落到漂洗罩体16的底面,掉落的液体进入酸
液分离组件24。
55.启动烘干组件,漂洗后的钢带8进行烘干组件,烘干表面的水分,并进行垛放或转移到下一道工序。
56.本实用新型结构简单,自动化程度高,将浸酸和漂洗工序分开,同时使用净水喷射代替现有的水池浸没的漂洗方式,漂洗质量好,不存在酸液残留,为下道工序进行提供了便捷,最终产品质量好,效益高。
57.在本实用新型的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
58.以上的实施例仅是对本实用新型的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。