1.本发明属于激光切割领域,尤其涉及一种激光切割装置及激光切割方法。
背景技术:
2.ltcc电子陶瓷逐渐在精密电子工业占据重要地位,广泛应用于新兴电子领域。但是电子陶瓷的切割工艺仍然以传统机械切割为主,效率低下,切割精度难以满足趋向微型化电子元件的精密加工需求;并且机械手段无法进行异形切割。
3.短脉冲激光直接破坏材料分子键,切割方式具有作用区域小,切割效率快,切割精度高,加工方式灵活等优势。可以大大提高电子陶瓷切割的效率与切割质量,满足不同形状的加工需求。但是不同波长、不同功率、不同工艺的激光切割方式也会对电子陶瓷产生不一样的效果。
4.由于电子陶瓷具有一定的折、反射率,并在综合因素影响下,现有的切割工艺中,如图1所示,光路竖直切割时会使切缝呈“v”字型,切割面与上下表面并非严格垂直,图1中的
ɑ
角和β角均明显大于90度,达到91
°
~93
°
,这是一种工艺缺陷,需要改进。
技术实现要素:
5.本发明的目的在于提供一种切割面整齐的激光切割装置及激光切割方法,切割效率高且切割质量好。
6.为了实现上述目的,本发明提供的一种激光切割装置,包括沿激光光路依次排列的激光器、扫描振镜、聚焦场镜和工作台,所述扫描振镜与控制装置电性连接,所述控制装置用于控制扫描振镜的出光角度以使得激光器发出的激光经扫描振镜后射向聚焦场镜的边缘;
7.所述聚焦场镜用于将从聚焦场镜边缘射入的激光汇聚成锥形光以切割工作台上的待切割件;
8.所述锥形光的一侧母线与待切割件的夹角范围为89
°
~90
°
以使得切割后的成品的切割面相对于垂直面的倾斜角度小于1
°
。
9.优选地,还包括扩束镜和反射镜,所述扩束镜在激光光路上位于激光器与扫描振镜之间,所述反射镜在激光光路上位于扩束镜与扫描振镜之间以用于改变光路方向。
10.优选地,所述待切割件通过治具固定在工作台上,所述治具夹持所述待切割件且使得待切割件的切割区域的下表面悬空。
11.优选地,还包括设置在工作台周向的辅助吹气装置,所述辅助吹气装置包括吹气管,所述吹气管一端与压缩空气连接,另一端与气嘴连接,所述气嘴对准切割缝设置以去除切割缝中的残渣。
12.优选地,所述待切割件的表面的金属电路具有第一烧蚀阈值,所述待切割件的切割区域还设有保护层,所述保护层具有第二烧蚀阈值,所述第二烧蚀阈值大于第一烧蚀阈值。
13.优选地,所述待切割件为ltcc熟瓷。
14.本发明还提供一种激光切割方法,包括沿激光光路依次排列的激光器、扫描振镜、聚焦场镜和工作台,所述激光切割方法包括如下步骤:
15.利用控制装置控制扫描振镜的出光角度以使得激光器发出的激光经扫描振镜后射向聚焦场镜的边缘;
16.利用聚焦场镜将扫描振镜边缘射出的激光汇聚成锥形光,所述锥形光的一侧母线与待切割件的夹角范围为89
°
~90
°
以使得切割后的成品的切割面相对于垂直面的倾斜角度小于1
°
;
17.利用锥形光的焦斑对工作台上的待切割件进行初次切割。
18.优选地,还包括如下步骤:
19.所述锥形光的焦斑沿预设的若干条平行线循环扫描以增大切缝宽度,所述若干条平行线之间的线间距通过待切割件的烧蚀坑的直径确定。
20.优选地,还包括如下步骤:
21.切割过程中,利用设置在工作台周向的辅助吹气装置去除切割缝中的残渣,所述辅助吹气装置包括吹气管,所述吹气管一端连接压缩空气,另一端连接气嘴,所述气嘴对准切割缝进行吹气以去除切割缝中的残渣。
22.优选地,还包括如下步骤:
23.初次割后,保持待切割件的位置不变;对初次切割后的待切割件进行二次切割以修整切割面并获得成品。
24.与现有技术相比,本发明通过控制扫描振镜的出光角度以使得激光器发出的激光经扫描振镜后射向聚焦场镜的边缘,并使得经聚焦场镜聚焦后的锥形光的一侧母线与待切割件的夹角范围为89
°
~90
°
,从而使得待切割件的成品部分切割面的倾斜角非常小,切割面整洁且切割效率高。
附图说明
25.图1为利用现有激光切割方法切割待切割件后的产品示意图。
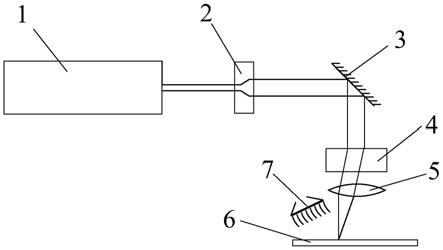
26.图2为本发明实施例激光切割装置的光路示意图。
27.图3为本发明实施例激光切割装置中扫描振镜到工作台的光路示意图。
28.图4为利用本发明实施例激光切割装置切割待切割件后的产品示意图。
具体实施方式
29.为详细说明本发明的技术内容、构造特征、所实现的效果,以下结合实施方式并配合附图详予说明。
30.如图2至图4所示,本发明实施例一种激光切割装置,包括沿激光光路依次排列的激光器1、扫描振镜4、聚焦场镜5和工作台6,所述扫描振镜4与控制装置电性连接,所述控制装置用于控制扫描振镜4的出光角度以使得激光器1发出的激光经扫描振镜4后射向聚焦场镜5的边缘;
31.所述聚焦场镜5用于将从聚焦场镜5边缘射入的激光汇聚成锥形光以切割工作台6上的待切割件;
32.所述锥形光的一侧母线8与待切割件的夹角γ范围为89
°
~90
°
以使得切割后的成品9的切割面91相对于垂直面的倾斜角度小于1
°
具体,如图3至图4所示。
33.具体的,本发明实施例激光器1为紫外皮秒激光器1,波长为355纳米,控制装置控制扫描振镜4中的两个反射镜的角度控制激光焦斑运动的轨迹,聚焦场镜5的焦距f的范围为100~160毫米,所述待切割件为电子陶瓷或其他硬脆材料,特别地,所述待切割件为ltcc熟瓷。本发明实施例中,所述待切割件以电子陶瓷为例。
34.本发明实施例对市面上常见厚度的电子陶瓷板的切割效率极高,如切线长10mm,电子陶瓷板厚1mm,使用功率30瓦的激光器,切割时间在1分钟之内,对超厚电子陶瓷板也具备切割能力,但是切割时长随切割厚度成平方倍数增长。
35.在一些其他实施例中,所述激光器还可以为亚皮秒激光器、纳秒激光器等,但是由于激光加工会累积热效应易产生裂纹,脉宽越短的光源,得益于光子作用时间短,累积的热量低,可避免产生裂纹影响电子陶瓷的电学性能。脉宽在纳秒以下的光源作用到电子陶瓷时,在恰当的工艺参数选择下不会产生裂纹,但是纳秒激光会使电子陶瓷内部金属夹层在切割面轻微扩散,假如金属电路排布密集,会在切割面产生短路等不良影响,因此,亚皮秒激光器和纳秒激光器相对紫外皮秒激光器的效果略差。
36.本发明实施例通过控制扫描振镜的出光角度以使得激光器发出的激光经扫描振镜后射向聚焦场镜的边缘,并使得经聚焦场镜聚焦后的锥形光的一侧母线与待切割件的夹角范围为89
°
~90
°
,使用激光切割装置切割的切割面的倾斜角非常小,切割面整洁且切割效率高。
37.如图2所示,本发明实施例激光切割装置还包括扩束镜2和反射镜3,所述扩束镜2在激光光路上位于激光器1与扫描振镜4之间,所述反射镜3在激光光路上位于扩束镜2与扫描振镜4之间以用于改变光路方向。
38.本发明实施例中,所述待切割件通过治具安装在工作台上,所述治具夹持所述待切割件且使得待切割件的切割区域的下表面悬空。
39.具体的,所述治具采用热传导系数高的材料,因为在激光加工中,陶瓷因激光热效应会迅速升温,对于一些低温电子陶瓷,过高的温度足以融化材料,损坏陶瓷,因此,有效的散热是必不可少的,另外,切割时,如果治具紧贴电子陶瓷,没有在待切割区域下表面留出足够的空间,切到下表面时,产生残渣会在下表面聚集,甚至会使电子陶瓷下表面发黑,影响产品的质量。
40.如图2所示,本发明实施例激光切割装置还包括设置在工作台6周向的辅助吹气装置7,所述辅助吹气装置7包括吹气管,所述吹气管一端与压缩空气连接,另一端与气嘴连接,所述气嘴对准切割缝设置以去除切割缝中的残渣。
41.具体的,所述气嘴为扁状“一”字型气嘴,所述气嘴对准切割缝吹气,辅助吹气装置7除了利用风冷进一步对待切割件,例如电子陶瓷,进行散热,还可有效排掉切缝中的残渣,残渣如果没有及时去除,仍然存留在切缝中,会阻挡部分激光作用到电子陶瓷材料上,降低加工效率;随着残渣累积较多,高温残渣堵满切缝,吸收激光,此时,激光难以去除材料,而且绝大部分光能被转换成热能,这也会损坏电子陶瓷,对于较薄电子陶瓷,如果没有吹气,也可以快速切透,但是过多的残渣会覆盖在表面上,污染电子陶瓷。
42.所述待切割件的表面的金属电路具有第一烧蚀阈值,所述待切割件的切割区域还
设有保护层,所述保护层具有第二烧蚀阈值,所述第二烧蚀阈值大于第一烧蚀阈值。
43.具体的,待切割件,例如电子陶瓷,它的表面有金属电路,需了解该金属的第一烧蚀阈值,并且需要在拟切割区域表面贴附烧蚀阈值更高的具有第二蚀阈值保护层以保护电子陶瓷原有电路不被激光边缘较弱能量密度区域损伤。另外,贴的保护层尽量胶量少,但也能够较紧密的贴合在电子陶瓷上表面。胶多的话,在加工完成并撕掉保护材料后,会在电子陶瓷表面留下胶印;贴合不够紧密,相当于在保护材料和电子陶瓷中间留下间隙,部分切缝里吹出的残渣会聚集到保护材料和电子陶瓷之间。
44.本发明实施例激光切割装置还包括定位相机、高精度运动轴等辅助加工系统以用于准确调整激光焦斑的位置,精确度高。
45.本发明实施例可以将切割面相对于垂直面的倾斜角度保持在1
°
以内,切割面干净整洁无烧蚀层,不产生裂纹,不损伤电子陶瓷中瓷件与金属电路,得到优质的电子陶瓷。所述垂直面对应与待切割件垂直的平面。
46.本发明实施例还提供一种激光切割方法,如图2至图4所示,包括沿激光光路依次排列的激光器、扫描振镜、聚焦场镜和工作台,所述激光切割方法包括如下步骤:
47.s100、利用控制装置控制扫描振镜4的出光角度以使得激光器1发出的激光经扫描振镜4后射向聚焦场镜5的边缘;
48.s200、利用聚焦场镜5将扫描振镜4边缘射出的激光汇聚成锥形光,所述锥形光的一侧母线8与待切割件的夹角范围为89
°
~90
°
以使得切割后的成品9的切割面91相对于垂直面的倾斜角度小于1
°
;
49.s300、利用锥形光的焦斑对工作台6上的待切割件进行初次切割。
50.本发明实施例在进行激光切割时,需要将激光扫描轨迹光线从聚焦场镜5边缘出射。本发明实施例聚焦场镜5虽然使用的是远心场镜,理想的远心场镜任意位置出射的光都是平行光,但实际工业所用聚焦场镜5的镜头边缘出射的光相对与垂直面会有1
°
~3
°
的倾斜角,本发明利用这个小的倾斜角来对待切割件的切割面的锥度进行补偿,来做到极小的倾斜角,甚至无倾斜角的切割面。此方法需要根据实际切割效果,通过测量切割面倾斜角来调整扫描轨迹在聚焦场镜中确切位置。
51.本发明实施例激光切割方法中的步骤s300还包括如下步骤:
52.s301、所述锥形光的焦斑沿预设的若干条平行线循环扫描以增大切缝宽度,所述若干条平行线之间的线间距通过待切割件的烧蚀坑的直径确定。
53.通过将焦斑沿若干条平行线循环扫描,增大切缝宽度,增大排渣空间并且避免过于紧凑的两个倾斜面分散焦斑能量密度。若干条平行线之间的线间距的确定方法为:通过测量不同功率下待切割件的烧蚀坑的直径,并且以测量得到的烧蚀坑直径作为线间距。这样线间距不会太大也不会小,既能保证连续切割也能节约能量,若干条平行线的数目根据实际材料厚度、吸收激光效率来决定。线数目较少会导致切缝较窄,随着焦斑落到切缝底部,焦斑的能量密度被分散到侧面上,激光无法去除切缝最底部的材料。平行线数目较多会浪费时间,因为每增加一条线,都会增加激光焦斑需要扫过的轨迹。所以实际工业加工时,需要测试出最佳数量的线数目,以能高效切割待切割件。
54.本发明实施例激光切割方法还包括如下步骤:
55.s302、如图2所示,切割过程中,利用设置在工作台6周向的辅助吹气装置7去除切
割缝中的残渣,所述辅助吹气装置7包括吹气管,所述吹气管一端连接压缩空气,另一端连接气嘴,所述气嘴对准切割缝进行吹气以去除切割缝中的残渣。
56.具体的,如图2所示,本发明实施例在进行激光切割时,将气嘴尽可能贴近切缝,但是气嘴不能挡住扫描振镜4到工作台6的光路。
57.本发明实施例激光切割方法还包括如下步骤:
58.s303、切割过程中,调整焦斑的位置以使得焦斑作用在切割工件上。
59.切割时,随着切缝越来越深,需要适当降低焦点位置,让焦点重新作用到材料上,避免离焦过大,以保证高效去除材料。切割过程中降低焦点一定要及时,材料被去除较多,焦点离焦较大时,焦斑也会变大,稀释了激光的能量密度。当焦斑的最大能量密度低于烧蚀阈值,激光难以去有效除切缝底部材料,绝大多数光子能量在电子陶瓷中转为热能,可能会使电子陶瓷颜色发暗,甚至温度过高会使电子陶瓷局部液化变形。
60.本发明实施例激光切割方法还包括如下步骤:
61.s400、初次割后,保持待切割件的位置不变;
62.s500、对初次切割后的待切割件进行二次切割以修整切割面并获得成品。
63.具体的,对于初次切割后切透的待切割件,保持其的位置不变,因为需要对切割面进行激光修整,即二次切割,如果移动待切割件,会使激光修整的定位发生偏差;二次切割时需要加大激光功率,因为切割面与激光之间的夹角非常小,本来垂直落在平面上的圆形焦斑,落到切割面上会被拉成一个椭度较大的椭圆,这会降低能量密度,所以需要提高功率来补偿能量密度,使激光二次切割时具备较高的材料作用效率。二次切割可将多条平行线的数目减少一半,因为初次切割切口切透时掉下的边角料10不需要修整。二次切割是为了将切割面修整光滑,并且去掉切缝中的半透明物质。现有技术中,激光与两边的切割面的夹角较大,会导致光反射率增加,这意味着切缝中不仅有准直的激光,还有部分被切割面反射的光,这些光的方向并不一致,所以会使切割面变得粗糙,本发明实施例激光切割方法激光与两边的切割面的夹角都较小,初次切割后的切割面相对现有技术会光滑很多。另外,由于电子陶瓷的配方不同,部分电子陶瓷与激光作用时会因为热效应产生半透明状的熔融物质,待其冷却下来会附着在切割面上,称其为重铸层,二次切割也能够有效的去除重铸层。
64.激光切割流程结束后,可用超声波清洗掉电子陶瓷上存留不多的残渣。另外部分不同配方的电子陶瓷在与激光作用时产生残渣、粉尘的量也不同。因此,本发明实施例激光切割装置还包括除尘装置,在切割时,开启除尘装置,能够有效减少粉尘污染,清洁加工设备。
65.如图4所示,本发明实施例通过激光切割方法将待切割件进行切割,切割后形成成品9和边角料10,成品9的切割面相对于垂直面的倾斜角度保持在1
°
以内,即角度b的角度范围为89
°
~90
°
,而边角料10的切割面倾斜角度较大,即角度c明显大于90度,而边角料10属于废料,不影响,因此,利用本发明实施例的激光切割方法的切割面干净整洁无烧蚀层,无重铸层,不产生裂纹,不损伤电子陶瓷中瓷件与金属电路,得到优质的电子陶瓷。在一些其它实施例中,角度b的范围还可以为90
°
~91
°
或89
°
~91
°
之间,本发明激光切割方法可以做到成品9的切割面相对于垂直面的倾斜角度保持在1
°
以内。
66.以上所揭露的仅为本发明的较佳实例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属于本发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。