1.本发明涉及一种缠绕方法,用于铜铝盘管第一层管材的均匀缠绕。
背景技术:
2.小口径金属盘管的密排缠绕广泛的用在铜铝及其合金管、钢管、不锈钢管的生产上,密排缠绕后的管材可以方便的进行退火、包装。用户可以方便的使用。
3.以紫铜管为例,现代的技术将阴极铜连铸、行星轧制、盘拉生产出小口径超长的紫铜盘管,每盘盘管的重量在1吨以上,而用户对密排缠绕后的铜管要求盘重在100-200kg左右。所以拉拔后的小口径超长的紫铜盘管每盘可缠绕5-10盘密排铜管。
4.缠绕机的缠绕头是由主盘4、副盘1和卷筒5组成的,见图17和图18。管子一层层的缠绕在卷筒5上,主盘侧板2和副盘1在两侧限制缠绕好的盘管。卷筒5的外径表面是平的,缠绕在卷筒上的第一层管子在排线时横向是没有约束的。如果缠绕在卷筒上的第一层前n圈管子是贴紧密排的话,正在缠绕的第n 1圈管子在副盘方向受前几圈管子的阻挡不会向副盘方向b移动,它会有向没有阻挡的主盘方向a移动产生超差管缝t
x
的可能。第一层上任何相邻两圈管子之间不合适的超差管缝t
x
的产生都有可能影响后续的缠绕,使缠绕失败产生废品。当管子缠绕到第2层以上时,正在缠绕的每圈管子可以落入“底下一层管子相邻两圈管子之间的凹缝处s”,详见图18。“底下一层管子相邻两圈管子之间的凹缝s”给正在缠绕的那圈管子横向定位,也即第二层以上的管子是受第一层管子质量影响的。一旦第一层某个管缝超差,它有可能影响第2层相关位置管缝也超差,有可能一层一层的放大超差的管缝,最后导致缠绕失败。所以第一层金属管材的排线是整盘缠绕的基础,要做到第一圈管子与副盘的间隙t1、第一层上每圈管子的管缝t、第一层最后一圈管子与主盘的间隙t2均匀或贴紧,第一层最后一圈管子在合适的位置爬上第二层,达不到上述要求无法稳定的完成后续管子的缠绕。
5.现有技术中第一层缠绕是这样的:由于在缠绕机刚刚开始缠绕时缠绕和排线都处在加速过程,第一层最初若干圈管子排线是不稳定的,是需要通过人工敲击的方式使缠绕在卷筒上第一层的第一圈管子与副盘贴紧,使第一层前若干圈管子之间相互贴紧。当缠绕稳定后压臂排线系统控制随后第一层及以上层的缠绕排线。既然是人工操作,就会有不稳定的因素。对管子敲击力的大小的不同会使管缝的大小有差别,会影响卷宽和随后的缠绕。这种人工干涉第一层排线缠绕的方法已经实行了几十年,它对缠绕机操作员工的技术水平要求高,且生产效率低,劳动强度大。现在一人只能操作一台机。
6.在实际生产中缠绕机操作工还会遇到一种很麻烦的现象,同样规格的管子经不同的拉拔机拉拔后实际外径会有微小的不同。如对于主要规格外径7mm的内螺纹铜管外径差0.02-0.03mm是非常正常的现象,外径7-7.05mm都是合格产品。一般的缠绕机卷宽在300-400mm之间。7mm的管子一层要40-60圈左右。外径差0.02-0.03mm,40-60圈管子卷宽就要差1-2mm。这么大的卷宽差是必须消除的。现在操作工解决的办法是每到第一层缠绕快结束时停机,人工观察第一层最后一圈管子与主盘侧板之间的间隙并调整卷宽,使第一层最后一
圈管子在合适的位置爬上第二层,再加速开始正常缠绕。如何判断哪个点是第一层最后一圈管子爬上第二层的合适的位置并多大程度的调整卷宽是非常难的判断与操作,对缠绕机操作工提出很高的技术要求,是需要多年培养才能获得的技能。
7.为解决缠绕机自动化的问题,本技术人于2015年公开了《一种缠绕方法和缠绕机》,其公告号cn106311800,该方法可以作到管头的自动导入,自动夹紧,自动的第一层和后续多层的缠绕及无人的换盘缠绕。该方案大大提高了金属盘管缠绕机的自动化水平,降低了对操作工的技术水平的要求,提高了生产效率。
8.专利cn106311800的着重点主要在缠绕机的自动化方面,对第一层管材的缠绕没做专门的叙述。但在随后的使用中我们发现对于自动缠绕机来说由于不能人工干涉第一层管子的缠绕排线,所以在无人操作的自动工况下第一层的排线质量至关重要,它直接决定自动缠绕机的成败。作为补充本技术人2019年申请了《第一层金属盘管的缠绕贴紧方法和装置》的专利,专利公布号cn109226338a。
9.该专利权利要求1有如下描述:所述缠绕机有导卫板和卷筒,所述卷筒两端分别是主盘和副盘,所述导卫板是横向移动的导卫板,所述导卫板与缠绕中的管子接触,且所述导卫板对缠绕在卷筒上的第一层管施以指向副盘的力,使缠绕在所述卷筒上第一层第1圈的管与副盘贴紧,使随后缠绕在所述卷筒上第一层的每圈管相互贴紧。
10.在实际生产中,申请人发现按公布号cn109226338a专利的方案实施,管子第一层管材与导卫板接触的那些圈管子可以做到相互贴紧的排线,但是第一层最后几圈时,由于导卫板必须升起,不升起要碰主盘,导致第一层最后若干圈管子有可能不能够贴紧排线,有可能在相邻管子之间产生过大的超差管缝tx,有可能使第一层最后一圈管子与主盘侧板的间隙t2超差,使管子在错误的位置爬上第二层进而导致整盘管子缠绕失败。
技术实现要素:
11.本发明的目的是针对现有技术中的不足,提供一种金属盘管第一层的缠绕方法,用于铜铝盘管第一层整层缠绕管材的缠绕,并使被缠绕第一层管子在合适的位置爬上第二层。为金属盘管的自动化缠绕打好基础。
12.为实现上述目的一,本发明采用以下技术方案:
13.一种金属管材第一层的缠绕方法,用于铜铝盘管第一层管材的缠绕,其特征在于:在缠绕头的主盘或主盘侧板上装有一组定位块;第一层缠绕时,所述定位块进入主盘侧板和副盘之间与正在缠绕的第一层的那圈管子的靠近主盘侧接触,使正在第一层缠绕的那圈管子不能向主盘方向产生超差管缝;随着第一层管子缠绕排线的进行,所述副盘与定位块之间的宽度尺寸同步增加。
14.作为本发明的一种改进,在第一层的缠绕过程中,所述定位块对第一层的每圈管子接触定位排线,使第一层缠绕的第一圈管子与副盘的间隙、第一层上每圈管子间的管缝、第一层最后一圈管子与主盘侧板的间隙均匀或贴紧,使第一层最后一圈管子在合适的位置爬上第二层。
15.作为本发明的一种改进,在第一层的缠绕过程中,所述定位块对第一层的特定若干圈管子接触定位,第一层其余管子采用另外方式缠绕排线。
16.采用上述技术方案后的有益效果:
17.1.可以按需求设定第一层的管缝,无需每盘人工调整卷宽。
18.现有技术在第一层缠绕时人工敲打或导卫板排线时是所谓的力的控制排线,这种力的控制方式一般使管子相互贴紧,管缝或间隙为0.人工敲击停止或导卫板抬起后管缝会发生改变。本发明方法是一种位置控制排线方式,可以做到事先设定管缝的缠绕。理论上控制缠绕头每缠绕一圈定位块的张开移动量就可以控制第一层每圈管子之间的管缝t。当控制上述每缠一圈管子定位块的张开移动量为一个定值时,就做到了所谓的均匀管缝排线。
19.第一层缠绕时定位块的同步张开移动可以保证副盘与定位块之间的宽度尺寸按缠绕管子圈数的变化同步增加。事先设定定位块对每圈管子同步张开的位移的量略大于缠绕卷筒上第一层管子横向管径,可以使第一层上的每圈管子之间有一个很小的管缝。如缠绕卷筒上第一层管子横向管径d是7mm,将定位块的每圈张开位移量设定在7.05mm,即第一层上的管缝t为0.05mm。当实际的横向管径d是7.02时,管缝t为0.03mm。也就是说外径微小的不同的管子如7-7.05mm的管子都可以不用调整主副盘之间的卷宽就可以直接进行缠绕,无需每盘缠绕时人工调整卷宽。这种均匀的管缝缠绕在原理上避免了现有技术第一层缠绕时产生的管缝大小不均的现象,避免了由于第一层排线某个管缝超差产生缠绕失败的可能。
20.2.可以做到第一层整层的均匀排线,可以确保第一层最后一圈管子在合适的位置爬上第二层
21.本发明设计的定位块安装在主盘上,定位块可以自动的进入主盘侧板和副盘之间与第一层第一圈管子接触控制其与副盘的间隙t1,与第一层每圈管子接触控制它们之间在卷筒上的横向位置和管缝t,与第一层最后一圈管子接触控制其与主盘侧板的间隙t2,从第一圈到最后一圈,可以做到整层每圈管子位置的定位。保证第一层最后一圈管子在合适的位置爬上第二层。
22.3.可与现有排线技术结合完成第一层的缠绕。
23.现有设备还有很多是采用压臂控制排线的,第一层前若干圈必须要人工敲紧铜管。本发明定位块可以对前若干圈管子接触定位,代替人的手工功能。缠绕稳定后定位块自动退出,压臂排线单独控制随后的密排缠绕。
24.4.有利于管材稳定的自动化缠绕。
25.由于不准许人工操作,对于自动化缠绕机来说第一层排线质量更加重要。第一层的缠绕成功就意味着整盘的缠绕成功。自动化的缠绕机可以大大的降低工人的劳动强度,降低对操作工的技术水平的要求,减少废品率。可以做到1人操作2台缠绕机。
附图说明
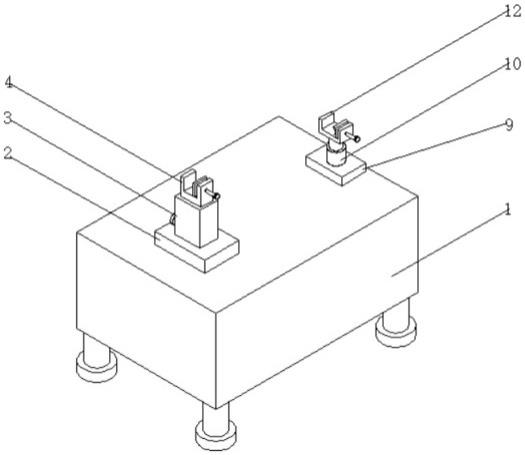
26.图1实施例一缠绕头的结构简图,
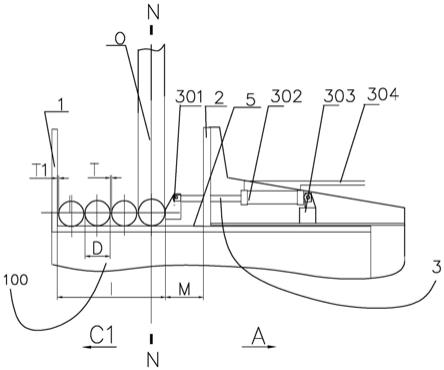
27.图2实施例一的原理图,
28.图3实施例一步骤a,
29.图4实施例一步骤b,
30.图5实施例一步骤c,
31.图6实施例一步骤d,
32.图7主盘侧视图,
33.图8实施例一定位块转动穿过主盘示意图,
34.图9实施例二步骤a,
35.图10实施例二步骤b,
36.图11实施例二步骤c,
37.图12实施例二步骤d,
38.图13实施例三步骤a,
39.图14实施例三步骤b,
40.图15实施例四定位板定位步骤,
41.图16实施例四定位块定位步骤,
42.图17现有技术第一层缠绕出现超差管缝示意图,
43.图18金属管缠绕原理图。
44.图中:
45.1.副盘,2.主盘侧板,3.定位块总成,4.主盘,5.卷筒,6.卷宽调整装置,7.主支撑臂,8.缠绕头动力,9.排线装置,10.底座,11.直线导轨,12.移动平台,13.副支撑臂,14.夹钳;100.缠绕头总成;
46.301.定位块,302.动力装置,303.固定座,304.动力源;
47.3011.转动穿过主盘侧板的定位块301的非工作位置
48.315.连接盘,316.定位块调节装置,317.横向定位装置;
49.151.定位板安装座,152.定位板
50.k-k.缠绕头转动中心线,n-n.缠绕中心线,
51.c.缠绕头横向移动方向;
52.c1.缠绕头从右向左横向移动方向;c2.缠绕头从左向右横向移动方向;
53.d.横向管径
54.lo.初始卷宽,ln.设定卷宽,l缠绕时卷宽;
55.io副盘与定位块之间的初始宽度尺寸,
56.i副盘与定位块之间的宽度尺寸:
57.m.靠近主盘侧与主盘侧板的距离;
58.o.正在缠绕的那圈管子;
59.a.主盘方向,b.副盘方向;
60.e、f、g和h.主盘上下左右4个相位点;
61.p.换圈区间,r.定位块转动穿过主盘侧板方向;
62.x.定位板与管子靠近主盘侧接触点;
63.n.第一层第n圈管子,n 1.第一层第n 1圈管子
64.tx.超差管缝、t.管缝
65.t1第一圈管子与副盘的间隙、t2最后一圈管子与主盘的间隙
66.s.相邻两圈管子之间的凹缝处。
具体实施方式
67.下面结合附图和具体实施例,对发明作进一步详细地说明。
68.实施例一
69.图1为实施例一缠绕头的结构简图,图2为实施例一的原理图。从图一可以看出副盘1、主盘侧板2和主盘4、卷筒5构成转动的缠绕头总成100。其中主盘侧板2和主盘4及卷筒5由主支撑臂7支撑,副盘1由副支撑臂13支撑;主、副支撑臂安装在移动平台12上。移动平台12与底座10之间装有直线导轨11。由伺服电机减速机及丝杠构成的排线装置9驱动缠绕头总成100按箭头c的方向左右横向移动进行缠绕排线。缠绕头动力8驱动缠绕头总成100转动缠绕,缠绕头总成100的转动中心线为k-k。卷宽调整装置6由伺服电机减速机和丝杠构成,可以按照程序的要求自动的横向移动主盘4或副盘2调整缠绕时卷宽l。n-n为缠绕中心线,它是由缠绕机矫直及预弯辊轮中心决定的,缠绕过程中缠绕中心线n-n在横向是保持不动的。
70.从图2可以看到定位块总成3由定位块301、动力装置302、固定座303和动力源304组成。其中固定座303将定位块总成3固定在主盘4上。卷宽调整装置6横向移动主盘4改变卷宽时,定位块总成3跟随主盘4同步移动。图2中的动力装置302选用的是气缸,气源304负责提供压缩空气。它可以推动定位块301横向穿过主盘侧板2与正在缠绕的那圈管子o的靠近主盘侧接触并给其定位,当给第一层最后一圈管子定位完成后气缸可以将定位块拉到主盘侧板2的外侧。
71.第一层缠绕时排线装置9驱动缠绕头总成100整体按箭头c1的方向移动.正在缠绕的那圈管子o沿缠绕中心线n-n缠绕到卷筒5上,缠绕时,正在缠绕的那圈管子o横向不动。第一层缠绕排线时,随着管材在卷筒上的缠绕圈数的增多,卷宽调整装置6的伺服电机驱动主盘4,并带动定位块301按照事先设定好的程序同步向主盘方向a张开移动,使缠绕时副盘与定位块之间的宽度尺寸i同步增加,同时缠绕头100同步向c1方向移动。每缠绕一圈定位块301及主盘4向主盘方向a横移一个横向管径d加一个管缝t的距离,缠绕头总成100也向c1移动同样距离。由于a与c1方向相反且两者移动距离相同,保证正在缠绕的那圈管子o沿着缠绕中心线n-n缠绕到卷筒5上。也保证管材0的靠近主盘侧与主盘侧板2的距离m始终保持不变。在整个第一层的缠绕过程中定位块301始终与正在缠绕的那圈管子o的靠近主盘侧接触并做横向定位,使正在缠绕的那圈管子o不能向主盘方向a产生超差管缝tx。与每个正在缠绕的那圈管子o接触并定位,也就是给第一层上的每圈管子接触并定位,使第一层上的每圈管子的横向位置和每圈管子之间的管缝t可控;当t设定为定值时,第一层管子的排线为管缝均匀的排线。
72.图3-图6为本发明实施例一的第一层缠绕的分步工作步骤图。在实施例一缠绕之前,将起始卷宽lo设置成一个小值如50mm。保证初始卷宽lo大于专利cn109226338中导卫板的宽度即可。缠绕开始时,导卫板压下将管头导入夹钳14加紧后导卫板马上抬起,导卫板不参与排线,此时缠绕的准备工作完成.随后即进入本发明实施例一的工作步骤。
73.步骤a为准备缠绕步骤,如图3所示,在管材开始第一层第一圈的缠绕时,定位块301在动力装置302的驱动下穿过主盘侧板2到设定位置与正在准备缠绕的第一层的第一圈管子的靠近主盘侧接触,此时副盘与定位块之间的初始宽度尺寸io应为d t1,d第一层管子的横向管径,t1是第一圈管子与副盘1的间隙。当t1为0时,第一层第一圈管子与副盘贴紧。
74.步骤b为第一层正常缠绕步骤,如图2和图4所示,第一层缠绕时定位块301随主盘边张开边缠绕。缠绕在卷筒5上的第一层管子受副盘1和定位块301之间在宽度之间的限制,
每缠绕一圈主盘4带动定位块向主盘方向a张开d t的长度。如前述当缠绕的管子d为7mm,选t为0.05mm时,第一层排线时每圈管子都受到定位块301的有效的横向定位,同时把每圈管子之间的管缝控制在0.05mm.这种第一层每圈管子横向定位且均匀管缝的排线是管子第一层缠绕的最理想的状态,这种方式既杜绝了超差管缝的产生,也避免了管缝太小或管缝为0时经常需要调整卷宽的问题。
75.步骤c为第一层管子缠绕到达设定卷宽,如图5所示,当管材缠绕的圈数达到设定卷宽ln时,定位块301在动力装置302的驱动下,退回至主盘的侧板2的外边(或退到与主盘侧板2同平面的位置),此时主盘侧板2与副盘1之间的距离为ln m,,m表示靠近主盘侧管子与主盘侧板的距离。
76.步骤d为主盘快速返回到卷宽设定位置,如图1和图6所示,此时排线装置9换向缠绕头总成按箭头c2换向横移。主盘4快速按副盘方向b移动距离到卷宽设定位置ln,t2为最后一圈管子与主盘的间隙,d为7mm时一般选t在0-0.5mm之间。主盘4的移动带动主盘侧板2与第一层最后一圈管材靠近主盘侧接触将其在合适的位置推上第二层,结束第一层的缠绕并开始第二层以上的缠绕。
77.总结上述叙述可以看出步骤a通过定位块确定了第一层第一圈管子与副盘1之间的间隙t1,步骤b确定了第一层每圈管子在卷筒5上的横向位置及它们之间的管缝t;步骤c和d确定了第一层最后一圈管子与主盘的间隙t2并使最后一圈管子在合适的位置爬上第二层。
78.在实际操作中还可以利用定位块总成3和主盘4的横向移动控制t1和t2。在缠绕开始时控制定位块301适当的晚点进入主盘侧板和副盘之间与o靠近主盘侧接触,让管子先在卷筒5上缠绕几圈,这样缠绕的管子排线不整齐,会有超差管缝tx出现。然后在缠绕的工况下控制定位块301穿过主盘与管子接触,依靠布置在主盘圆周方向多组气缸302同时施力将缠绕在卷筒5上不规则管缝的管子平行的推向副盘方向b,控制好定位块伸出的长度和时机可以使这几圈管子贴紧并将t1控制在合适的尺寸内。同理在主盘侧,可以适当的提前使定位块301退出主盘侧板2,步骤d主盘快速返回到卷宽设定位置的过程可以将最后几圈没有定位块定位排线的管子推向副盘方向,使这几圈管子适当贴紧并有合适的t2.考虑到管缝精度问题主副盘两侧不经定位块接触定位缠绕的管子最好别超过5圈,2-3圈是比较好的选择。
79.从图4-图6还可以看到换圈区间p,其是缠绕的换圈区间。即在卷筒的这段圆周内缠绕从第n圈管子绕到第n 1圈。经验显示换圈区间p在卷筒360
°
的圆周上对应一定的角度,这个角度一般不超过90
°
。n表示第一层第n圈管子,n 1表示第一层第n 1圈管子。
80.图7为主盘4侧视图,从图中可以看出主盘4上安装了4个定位块总成3,这4个定位块穿过主盘侧板2上面的打包带的槽进入主副盘之间。4个定位块意味着在圆周方向有4个点给第一层管子做横向定位。理论上定位块的数量越多越好,比如8个定位块或更多,定位块越多定位越准确。定位块可在圆周方向均布布置,也可在某个位置多布置。图2中一个动力装置302仅驱动一个定位块301,也可以将若干个定位块用连接板连接起来,驱动连接板可使一个动力装置驱动多个定位块。
81.图7中的e、f、g、h分别代表主盘上下左右4个相位点,缠绕时主盘4逆时针旋转,按视图原理,换圈区间在f-g之间。一般情况下一组定位块301横向伸出主盘侧板2的距离应该
是一样的,但如果某个定位块正好在换圈区间p内伸出,这个定位快要伸出的长一些,定位块301要与在换圈区间p内正在缠绕的管子的靠近主盘侧接触并定位。
82.对于现代缠绕机的卷宽调整装置6来讲,伺服电机驱动减速机及滚珠丝杠是标配。这种卷宽调整装置可以达到很高的调节精度,比如可以达到0.01mm级。这样的设计可以把第一圈管子与副盘的间隙t1、第一层所有管子之间的管缝t、最后一圈管子与主盘的间隙t2的大小控制在很精确的范围内,可以使副盘与定位块之间的宽度尺寸i随第一层缠绕圈数增加同步增加,可以使第一层最后一圈管子在合适的位置爬上第二层。本发明实施例一采用定位块跟随主盘边缠绕边张开的方式进行第一层的缠绕,定位块的张开可以采用连续的均匀张开移动,也可采用在换圈区间p内张开移动,即在相位f-g之间移动,其余相位不移动。在换圈区间p内张开移动更接近缠绕的实际工况,缠绕质量更好。也可将上述两种移动方式组合起来,头几圈采用在换圈区间p移动,随后逐渐放大移动相位角至均匀张开移动,这样可以兼顾第一层的缠绕质量和缠绕速度。
83.从图2-图6中定位块301都是安装在主盘上并且与缠绕头转动中心线k-k平行的方向进入主盘侧板和副盘之间的。实际设计中可以有很多其它的选择。比如可以将定位块301安装在主盘侧板上,采用气缸或电磁铁推进弹簧返回的方式控制定位块301的进退。定位块301可以与k-k呈一定的角度斜向进入主盘侧板和副盘之间、也可以从与k-k垂直的径向进入、还可以采用转动的方式进入等等。图8给出一种定位块转动穿过主盘的原理图。图中3011为转动穿过主盘侧板的定位块301的非工作位置,定位块按箭头r的方向转动穿过或抬起,气动转动缸或齿轮齿条等机构可以方便的完成这种动作。r表示定位块转动穿过主盘侧板方向。
84.实施例二
85.图9-图12为实施例二的第一层缠绕的分步工作步骤图。从上述图中可以看到实施例二的卷宽直接设置到设定卷宽ln.缠绕时主盘不做横向移动。若干个定位块总成3安装在主盘4上,每个定位块有各自的动力装置302。该动力装置302可选用伺服(或者步进)电机减速机驱动滚珠丝杠(或者齿轮齿条)带动定位块301横向移动进入主副盘之间给第一层缠绕的管子定位。由于ln的尺寸比较长,一般在400-500mm左右,定位块301伸出的距离也相应的变长。缠绕头卷筒外径上的打包带槽可当作导向槽保证定位块301在横移过程中不产生偏移现象。
86.步骤a为第一圈缠绕,如图9所示,定位块301在动力装置302的驱动下穿过主盘的侧板2与正在缠绕的第一层的第一圈管子靠近主盘侧接触,并定位。
87.步骤b为第一层正常缠绕步骤。如图10所示,缠绕过程中,缠绕头向c1方向横移,定位块301根据缠绕圈数的增加,按照事先设定好的程序,在各自的动力装置302的驱动下按箭头a的方向同步张开移动,整个第一层的缠绕过程中定位块301始终对第一层的每圈管子接触定位,使第一层缠绕的每圈管子的管缝可控。
88.步骤c为第一层管子缠绕到达设定卷宽。如图11所示,在管材缠绕达到设定卷宽ln时,定位块301与管材的接触面也正好与主盘侧板内侧平齐,此时定位块穿回到主盘侧板2的外边,定位块不再与管材0接触改由主盘侧板与管材接触。
89.步骤d为最后一圈管子爬上第二层。如图11所示,控制好缠绕头换向的位置和时间,缠绕头向c2方向的移动带动第一层最后一圈管子在合适的位置爬上第二层。
90.实施例三
91.图13-图14为实施例三的第一层缠绕的分步工作步骤图。将安装在主盘4上的若干个定位块总成3由一个连接盘315连接起来,连接盘315既可以与主盘4同速旋转,也可在主盘4上做横向移动。定位块调节装置316可以调节定位块301的初始和终了位置。317为横向定位装置,它与缠绕中心线n-n在缠绕过程中的横向距离是固定不变的。在第一层缠绕过程中,横向定位装置317使定位块301保持横向位置固定,第一层的排线依靠排线装置9按箭头c1方向驱动缠绕头总成100移动,详见图14。第一层缠绕完毕时定位块调节装置316将定位块3拉出主盘,完成第一层的缠绕。图13为实施例三的起始位置,图14为实施例三的缠绕位置。
92.实施例四
93.图15-图16为实施例四示意图。图中152为定位板,缠绕头从右向左横向移动方向为c1,缠绕头从左向右横向移动方向为c2。安装座151将它安装在缠绕机床身或底座10上。按管径调整横向位置后定位板152在工作时横向是固定不动的。工作位置时,定位板152转动进入主盘侧板2和副盘1之间给缠绕在卷筒5上的第一层管子靠近主盘侧接触横向定位,定位板与管子靠近主盘侧接触点为x。第一层管子缠绕时每一圈管子的靠近主盘侧在x点与152滑动接触,缠绕一圈排线装置9向c1方向移动一个管径 一个管缝的距离。当定位板在横向移动设定长度时,定位板152抬起,详见图16。同时定位块总成3驱动定位块301与正在缠绕的那圈管子o的靠近主盘侧接触,定位块301边缠边退,完成随后的缠绕。
94.四个实施例相比,它们都可以做到第一层整层的均匀管缝间隙的排线,可以使第一层最后一圈管子在合适的位置爬上第二层。当然如果有需要,在定位块总成3的适当位置增加一组弹簧或采用压力可控的气缸可以做到无管缝间隙的贴紧排线。与实施例一相比,其它实施例主副盘位置固定卷宽不变,在第一层缠绕中和到达设定卷宽ln时主盘不用移动,这种设计消除了由于主盘位移产生的偏差,缠绕精度更容易保证。但实施例二和实施例三定位块伸出长度过长,需要比较好的导卫结构。实施例三第一层的排线过程中借用缠绕机已有的排线装置9进行第一层的排线,节省设备的成本。实施例四以两种方式的结合完成第一层管子的缠绕,定位块301仅对第一层的特定若干圈管子接触定位,第一层其余管子采用另外方式缠绕排线。这种方法特别适合某些具体的应用场合,如对现有设备的技术改造。将本发明技术和现有排线技术组合可以得到多种不同的解决方案。如对现有采用压臂排线的缠绕机,头几圈缠绕不好,可用本发明方法对前几圈管子采用定位块定位,替代人工操作。缠绕稳定后转到压臂排线。
95.本发明实施的效果令人满意,本发明人制造的自动缠绕机已经批量提供给用户并一直在用户工厂进行正常的生产,熟练的操作工可以做到一人操作两台机,用户对设备的性能表示满意。
96.本发明不限于上述实施例,凡采用等同替换或等效替换形成的技术方案均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。