1.本发明属于电化学加工中的电解加工技术领域,特别是一种仿形电解加工金属筒类零件内壁凹槽装置。
背景技术:
2.电解加工是利用金属在电解液中电化学阳极溶解的原理,获得具有一定尺寸精度和表面粗糙度的零件的成型方法。尤其是仿形电解加工,可以通过阴极的仿形设计,即工具阴极加工区形状与所需加工部位形状一致,进行拷贝式加工。
技术实现要素:
3.本发明的目的是提供一种仿形电解加工金属筒类零件内壁凹槽装置,通过仿形电解加工金属筒类零件内壁凹槽装置的设计应用,实现金属筒类零件内壁不规则形状凹槽的电解加工,高效率、高质量的完成零件局部电解加工。
4.本发明提出的解决上述问题的技术方案是:
5.一种仿形电解加工金属筒类零件内壁凹槽装置,该装置由固定装置和进给装置组成,具体结构如下:
6.固定装置包括:端盖、堵头、导流套筒,导流套筒通过堵头和端盖连接,保持与筒类零件位置相对固定;其中:堵头为柱形平台与柱形凹槽同轴一体结构,柱形平台的中心和柱形凹槽底面的中心开设供拉杆穿过的通孔,堵头一端通过柱形凹槽伸至筒类零件的内腔中,柱形凹槽的外侧面与筒类零件内壁接触并呈滑动配合,堵头另一端通过柱形平台与筒类零件的一端面紧密贴合;导流套筒设置于筒类零件内孔中,导流套筒上安装与筒类零件内壁对应的阴极,柱形凹槽的一端内侧面与导流套筒的一端外侧面相对应并通过螺纹连接;
7.进给装置包括:拉杆、阴极、连接杆、导向头、连接头,其中:拉杆的一端与连接头的一端通过螺纹连接,拉杆的另一端伸至导流套筒的导流孔中,连接头的另一端与机床移动机构连接;导向头设置于导流套筒的导流孔中,拉杆的另一端与导向头的一端相对应并通过螺纹连接;导向头与拉杆从端盖、堵头的内孔穿过,伸入导流套筒内部空间;连接杆一端为圆柱形,该端通过外螺纹与阴极内侧的螺纹孔连接;连接杆另一端为球形,该端插入导向头侧面开设的t形凹槽内。
8.所述的仿形电解加工金属筒类零件内壁凹槽装置,端盖为柱形凹槽结构,其罩扣于堵头的柱形平台和筒类零件一端的外缘,并通过螺纹与筒类零件一端的外缘固定,端盖的底面中心开设通孔。
9.所述的仿形电解加工金属筒类零件内壁凹槽装置,导流套筒设有进液孔、回流孔、孔槽、导流孔、导流槽,其中:导流套筒一端内部沿轴向开设导流孔,在导流套筒中部外表面与导流孔轴向对应位置开有孔槽,阴极安装于孔槽内,孔槽截面形状与阴极截面形状一致,孔槽底部与导流孔之间为中空结构,其内放置连接阴极与导向头的连接杆。
10.所述的仿形电解加工金属筒类零件内壁凹槽装置,导流套筒的一端开设进液孔,导流套筒的另一端开设回流孔,电解液从拉杆内孔经过拉杆上的进液孔进入导流套筒的进液孔,并经过回流孔回流出去;导流套筒与筒类零件内壁对应的侧壁开设与进液孔相通的导流槽,使电解液有效流经阴极加工面。
11.所述的仿形电解加工金属筒类零件内壁凹槽装置,阴极与连接杆连接,并放入导流套筒的孔槽内,阴极加工面朝外,与筒类零件内孔壁面对应;阴极加工面形状与筒类零件欲加工凹槽形状一致。
12.所述的仿形电解加工金属筒类零件内壁凹槽装置,阴极周边涂覆环氧树脂,防止电解加工过程中腐蚀掉非加工部位金属。
13.所述的仿形电解加工金属筒类零件内壁凹槽装置,导向头为柱形段、中间柱体、圆台段依次连接的同轴一体结构,其中:柱形段外侧面设有螺纹,导向头通过柱形段与拉杆的另一端螺纹连接,导向头通过中间柱体外侧面与筒类零件内壁接触并呈滑动配合;圆台段位于外侧的底面直径大于位于内侧的底面直径,圆台段的圆周方向加工具有斜面角度的t形凹槽,t形凹槽的横截面为圆形与矩形组合结构;连接杆一端插入t形凹槽内,拉杆带动导向头在轴向方向位移,导向头轴向位移时,圆台段斜面的t形凹槽带动连接杆做径向位移,连接杆的径向位移间接带动阴极在导流套筒的孔槽内做径向位移,通过阴极的位移完成仿形电解加工。
14.所述的仿形电解加工金属筒类零件内壁凹槽装置,堵头与拉杆接触面、堵头与筒类零件内壁接触面、导流套筒与拉杆接触面、导流套筒与导向头接触面、导流套筒与筒类零件内壁接触面、阴极周边与导流套筒孔槽内侧接触面,均加工方形凹槽并放置橡胶圈进行密封,通过橡胶圈进行密封,防止电解液泄漏。
15.所述的仿形电解加工金属筒类零件内壁凹槽装置,电解加工前,将筒类零件固定在机床设备上,拉杆与导向头、连接头组装后,通过连接头安装到机床移动机构上;将端盖、堵头、导流套筒依次套到拉杆上,将阴极与连接杆组装后,按进导流套筒的孔槽内,并将连接杆与导向头的t形凹槽对齐插入;将堵头与导流套筒连接,通过机床移动机构,将本发明送入筒类零件内部指定位置,最后将端盖固定完成。
16.所述的仿形电解加工金属筒类零件内壁凹槽装置,电解加工时,筒类零件接电源正极,阴极接电源负极;导向头的轴向位移,其中的t形凹槽的锥度结构带动连接杆产生径向伸出,带动阴极向筒类零件内壁方向做径向位移,阴极与筒类零件内壁的间隙减小,电解液充分流经阴极加工面,筒类零件内壁金属逐渐被分解,直至最终完成凹槽加工;反向操作将此套工装从筒类零件内部取出。
17.本发明的设计思想是:
18.利用金属材料电化学阳极溶解机理,采用电解加工方法解决金属筒类零件内壁不规则形状凹槽难加工的问题,本发明结合金属筒类零件不规则凹槽的特点,将展成式和拷贝式加工方法相结合,设计了全新的电解加工工艺装置,实现了拷贝阴极通过换向结构完成展成式运动的加工方法,最终实现金属筒类零件内壁不规则形状凹槽电解加工。
19.本发明的优点及有益效果是:
20.金属筒类零件内壁不规则形状凹槽,使用机械加工时,难度大、效率低、表面质量差,通过本套发明的仿形电解加工装置可高效率、高质量的完成加工目的。电解加工时,电
解液流经发明装置,阴极不断进给,加工面不断被蚀除,完成仿形电解加工。
附图说明
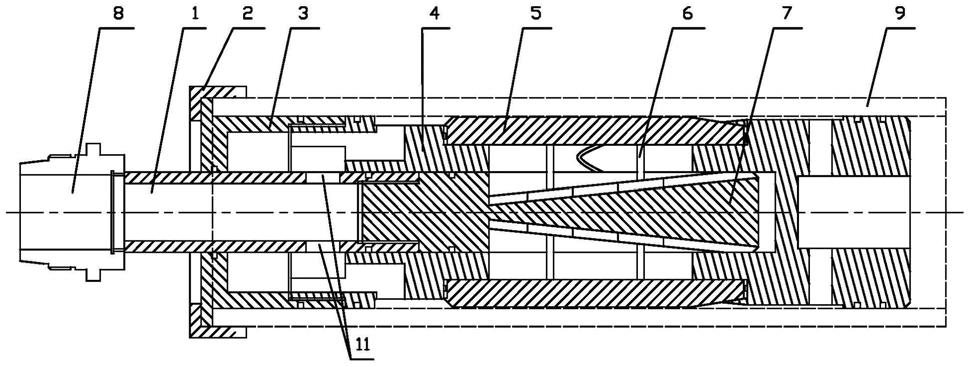
21.图1为一种仿形电解加工金属筒类零件内壁凹槽装置结构示意图。
22.图2(a)-图2(b)为导向头结构示意图。其中,图2(a)为右视图,图2(b)为主视图。
23.图3(a)-图3(b)为导流套筒结构示意图。其中,图3(a)为左视图,图3(b)为主视图。
24.图4(a)-图4(c)为阴极结构示意图。其中,图4(a)为侧视图,图4(b)为主视图,图4(c)为俯视图。
25.图5(a)-图5(b)为堵头结构示意图。其中,图4(a)为右视图,图4(b)为主视图。
26.图1中标号:
27.1、拉杆(11进液孔);2、端盖;3、堵头(31柱形平台,32柱形凹槽,33通孔);4、导流套筒(41进液孔,42回流孔,43孔槽,44导流孔,45导流槽);5、阴极(51螺纹孔);6、连接杆;7、导向头(71柱形段,72中间柱体,73圆台段,74t形凹槽);8、连接头;9、筒类零件。
具体实施方式
28.如图1、图2(a)-图2(b)、图3(a)-图3(b)、图4(a)-图4(c)、图5(a)-图5(b)所示,一种仿形电解加工金属筒类零件内壁凹槽装置,由固定装置和进给装置组成,具体结构如下:
29.固定装置包括:端盖2、堵头3、导流套筒4,导流套筒4通过堵头3和端盖2连接,保持与筒类零件9位置相对固定;其中:堵头3为柱形平台31与柱形凹槽32同轴一体结构,柱形平台31的中心和柱形凹槽32底面的中心开设供拉杆1穿过的通孔33,堵头3一端通过柱形凹槽32伸至筒类零件9的内腔中,柱形凹槽32的外侧面与筒类零件9内壁接触并呈滑动配合,堵头3另一端通过柱形平台31与筒类零件9的一端面紧密贴合;导流套筒4设置于筒类零件9内孔中,导流套筒4上安装与筒类零件9内壁对应的阴极5,柱形凹槽32的一端内侧面与导流套筒4的一端外侧面相对应并通过螺纹连接。端盖2为柱形凹槽结构,其罩扣于堵头3的柱形平台31和筒类零件9一端的外缘,并通过螺纹与筒类零件9一端的外缘固定,端盖2的底面中心开设通孔。
30.导流套筒4设有进液孔41、回流孔42、孔槽43、导流孔44、导流槽45,其中:导流套筒4一端内部沿轴向开设导流孔44,在导流套筒4中部外表面与导流孔44轴向对应位置开有孔槽43,阴极5安装于孔槽43内,孔槽43截面形状与阴极5截面形状一致,孔槽43底部与导流孔44之间为中空结构,其内放置连接阴极5与导向头7的连接杆6。
31.导流套筒4的一端开设进液孔41,导流套筒4的另一端开设回流孔42,保证电解液能从拉杆1内孔经过拉杆1上的进液孔11进入导流套筒4的进液孔41,并顺利经过回流孔42回流出去。导流套筒4与筒类零件9内壁对应的侧壁开设与进液孔41相通的导流槽45,保证电解液有效流经阴极5加工面,而不流向筒类零件9内壁非加工面。
32.进给装置包括:拉杆1、阴极5、连接杆6、导向头7、连接头8,其中:拉杆1的一端与连接头8的一端通过螺纹连接,拉杆1的另一端伸至导流套筒4的导流孔44中,连接头8的另一端与机床移动机构连接;导向头7设置于导流套筒4的导流孔44中,拉杆1的另一端与导向头7的一端相对应并通过螺纹连接;导向头7与拉杆1从端盖2、堵头3的内孔穿过,伸入导流套筒4内部空间。连接杆6一端为圆柱形,该端通过外螺纹与阴极5内侧的螺纹孔51连接;连接
杆6另一端为球形,该端插入导向头7侧面开设的t形凹槽74内。
33.阴极5与连接杆6连接,并放入导流套筒4的孔槽内,阴极5加工面朝外,与筒类零件9内孔壁面对应。阴极5加工面形状与筒类零件9欲加工凹槽形状一致,阴极5周边涂覆环氧树脂,防止电解加工过程中腐蚀掉非加工部位金属。
34.导向头7为柱形段71、中间柱体72、圆台段73依次连接的同轴一体结构,其中:柱形段71外侧面设有螺纹,导向头7通过柱形段71与拉杆1的另一端螺纹连接,导向头7通过中间柱体72外侧面与筒类零件9内壁接触并呈滑动配合;圆台段73位于外侧的底面直径大于位于内侧的底面直径,圆台段73的圆周方向加工出具有一定斜面角度的t形凹槽74(t形凹槽的横截面为圆形与矩形组合结构)。连接杆6一端可插入t形凹槽74内,拉杆1带动导向头7在轴向方向位移,导向头7轴向位移时,圆台段73斜面的t形凹槽74可带动连接杆6做径向位移,连接杆6的径向位移可间接带动阴极5在导流套筒4的孔槽内做径向位移,通过阴极5的位移完成仿形电解加工。
35.堵头3与拉杆1接触面、堵头3与筒类零件9内壁接触面、导流套筒4与拉杆1接触面、导流套筒4与导向头7接触面、导流套筒4与筒类零件9内壁接触面、阴极5周边与导流套筒4孔槽内侧接触面,均加工方形凹槽并放置橡胶圈进行密封,通过橡胶圈进行密封,防止电解液泄漏。
36.具体工作方式:
37.如图1所示,电解加工前,将筒类零件9固定在机床设备上,拉杆1与导向头7、连接头8组装后,通过连接头8安装到机床移动机构上。将端盖2、堵头3、导流套筒4依次套到拉杆1上,将阴极5与连接杆6组装后,按进导流套筒4的孔槽内,并将连接杆6与导向头7的t形凹槽74对齐插入。将堵头3与导流套筒4连接,通过机床移动机构,将本发明送入筒类零件9内部指定位置,最后将端盖2固定完成。
38.电解加工时,筒类零件9接电源正极,阴极5接电源负极。导向头7的轴向位移,其中的t形凹槽74的锥度结构可带动连接杆6产生径向伸出,从而带动阴极5向筒类零件9内壁方向做径向位移,阴极5与筒类零件9内壁的间隙减小,电解液充分流经阴极5加工面,筒类零件9内壁金属逐渐被分解,直至最终完成凹槽加工。反向操作可将此套工装从筒类零件9内部取出。
39.结果表明,仿形电解加工金属筒类零件内壁不规则形状凹槽,可有效避免使用机械加工难度大、效率低、表面质量差的问题,通过本套发明的仿形电解加工装置可高效率、高质量的完成加工目的。工具阴极理论上不消耗,使用寿命长,电解液也可循环利用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。