1.本发明涉及滴斗上盖设计领域,特别是涉及一种滴斗上盖组装机。
背景技术:
2.随着社会生活水平的提高,输液作为一种重要治疗方式更加广泛地应用于临床病例中。输液是由静脉滴注输入体内的大剂量(一次给药在100ml以上)注射液,输液过程中通过输液器调整注射液滴速,持续而稳定地进入静脉,以补充体液、电解质或提供营养物质。
3.在医疗输液行业中,一次性输液器由于使用方便和安全卫生的优点,已经得到广泛应用。输液时不需要进行消毒,使用者只需要拆开包装将输液器和静脉针连接在一起即可。但是,不洁的输液器不仅会使药物的药效减弱,更可能导致交叉感染,极大的损害了病人的健康。可以看出,保证输液器的洁净具有很重要的意义。
4.现有的滴斗管和滴斗上盖是相互连接在一起的,它们是输液器中的重要组成部分。但是现有的滴斗上盖上需要放置有空气膜以及药液膜,但现在的空气膜以及药液膜放置工序的自动化程度低,从而导致滴斗上盖的生产效率低,不能满足人们日益增长的工业需求。
技术实现要素:
5.本发明采用如下技术方案:
6.一种滴斗上盖组装机,所述滴斗上盖组装机包括有旋转工作台、设置在旋转工作台外侧上方的固定装置、依次围设在所述旋转工作台外围的上料装置、空气膜冲切装置、药液膜冲切装置、热熔装置以及送料装置。
7.优选的,所述旋转工作台包括传动带、第一旋转组件以及第二旋转组件;所述第一旋转组件以及所述第二旋转组件分别设于所述传动带的两端;所述固定装置设于所述传动带的上方,并与所述传动带相连。
8.优选的,所述固定装置包括有限位板;所述限位板设于所述旋转工作台的外侧,并与所述传动带相连;所述限位板设有用于固定滴斗上盖的限位孔。
9.优选的,所述上料装置包括有第一输送组件、吸尘罩、第一驱动组件以及第一移料组件;所述吸尘罩设于所述第一输送组件的物料输入端;所述第一驱动组件设于所述第一输送组件的物料输出端的上方;所述第一移料组件设于所述第一驱动组件的下方。
10.优选的,所述空气膜冲切装置包括有第二输送组件、第一升降组件、第一冲切组件、第二驱动组件、固定台以及第二移料组件;所述第一升降组件设于所述第二输送组件的上方;所述第一冲切组件设于所述第一升降组件的下方;所述固定台设于所述第二输送组件的一侧;所述第二驱动组件设于所述第二输送组件的一侧,并与所述第一升降组件相连;所述第二移料组件设于所述固定台远离所述第二输送组件的一侧。
11.优选的,所述药液膜冲切装置包括第三输送组件、第二冲切组件以及第三移料组件;所述第二冲切组件设于所述第三输送组件的一侧;所述第三移料组件设于所述第二冲
切组件远离所述第三输送组件的一侧。
12.优选的,所述热熔装置包括有第四移料组件、热焊台以及热熔组件;所述热焊台设于所述第四移料组件的一侧;所述热熔组件设于所述热焊台的上方。
13.优选的,所述送料装置包括有第四输送组件以及第五移料组件;第五移料组件设于所述第四输送组件的上方。
14.优选的,所述滴斗上盖组装机还包括有第一ccd检测装置以及第二ccd检测装置;所述第一ccd检测装置设于所述空气膜冲切装置以及药液膜冲切装置之间;所述第二ccd检测装置设于所述热熔装置以及所述送料装置之间。
15.优选的,所述药液膜冲切装置以及热熔装置之间设置有漏膜检测装置;所述漏膜检测装置包括有感应器。
16.本发明所涉及的一种滴斗上盖组装机,通过旋转工作台、设置在旋转工作台外侧上方的固定装置、依次围设在所述旋转工作台外围的上料装置、空气膜冲切装置、药液膜冲切装置、热熔装置以及送料装置的设置,自动化程度高,进而提高了滴斗上盖的生产效率,适于工业应用。
附图说明
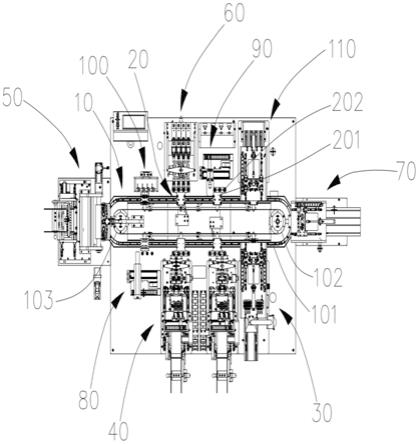
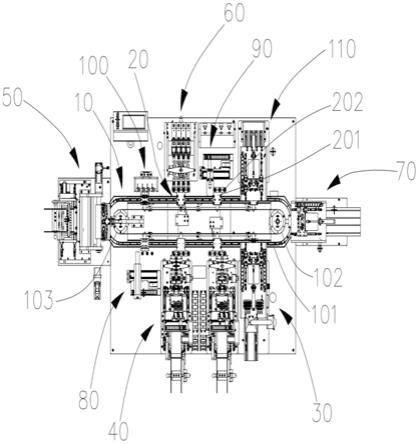
17.图1为本发明的滴斗上盖组装机的俯视结构示意图;
18.图2为本发明的滴斗上盖组装机的其中一个角度的整体示意图;
19.图3为本发明的滴斗上盖组装机的其中一个角度的整体示意图;
20.图4为本发明的滴斗上盖组装机中送料装置的整体示意图;
21.图5为本发明的滴斗上盖组装机中送料装置的整体示意图;
22.图6为本发明的滴斗上盖组装机中空气膜冲切装置的整体示意图;
23.图7为本发明的滴斗上盖组装机中空气膜冲切装置的整体示意图;
24.图8为本发明的滴斗上盖组装机中药液膜冲切装置的整体示意图;
25.图9为本发明的滴斗上盖组装机中药液膜冲切装置的整体示意图;
26.图10为本发明的滴斗上盖组装机中热熔装置的整体示意图;
27.图11为本发明的滴斗上盖组装机中热熔装置的整体示意图。
具体实施方式
28.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
30.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可
以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
31.如图1至图11所示,一种滴斗上盖组装机,所述滴斗上盖组装机包括有旋转工作台10、设置在旋转工作台10外侧上方的固定装置20、依次围设在所述旋转工作台10外围的上料装置30、空气膜冲切装置40、药液膜冲切装置50、热熔装置60以及送料装置70。
32.工作时,上料装置30对滴斗上盖进行上料工序,且将滴斗上盖输送至固定装置20内,进而旋转工作台10工作,将固定装置20旋转至空气膜冲切装置40中,空气膜冲切装置40对滴斗上盖进行空气膜的冲切以及摆放至滴斗上盖上,待滴斗上盖上设置完空气膜后,空气膜冲切装置40将滴斗上盖再次输送至固定装置20中,进而固定装置20在旋转工作台10的转动下旋转至药液膜冲切装置50的前方,药液膜冲切装置50对固定装置20中的滴斗上盖进行药液膜的冲切以及放置,待滴斗上盖上设置完药液膜后,旋转工作台10将固定装置20旋转至热熔装置60中,热熔装置60对滴斗上盖进行热熔处理,使得药液膜以及空气膜能够与与滴斗上盖进行充分的贴合,待热熔完成后,旋转工作台10将固定装置20旋转至送料组件中,送料组件对固定装置20中的滴斗上盖输送至下一道工序中。
33.本发明所涉及的一种滴斗上盖组装机,通过旋转工作台10、设置在旋转工作台10外侧上方的固定装置20、依次围设在所述旋转工作台10外围的上料装置30、空气膜冲切装置40、药液膜冲切装置50、热熔装置60以及送料装置70的设置,自动化程度高,进而提高了滴斗上盖的生产效率,适于工业应用。
34.在一个具体的实施例中,所述旋转工作台10包括传动带101、第一旋转组件102以及第二旋转组件103;所述第一旋转组件102以及所述第二旋转组件103分别设于所述传动带101的两端;所述固定装置20设于所述传动带101的上方,并与所述传动带101相连。
35.工作时,第一旋转组件102以及第二旋转组件103工作,进而带动传动带101转动,进而带动固定装置20沿着传动带101转动。
36.更具体的说,第一旋转组件102以及第二旋转组件103均包括有第一电机;工作时,位于传动带101两端的第一电机工作,进而带动传动带101转动。
37.在一个具体的实施例中,所述固定装置20包括有限位板201;所述限位板201设于所述旋转工作台10的外侧,并与所述传动带101相连;所述限位板201设有用于固定滴斗上盖的限位孔202。
38.工作时,滴斗上盖通过限位板201中的限位孔202进行限位固定,并随着限位板201输送至各个装置上进行加工。
39.在一个具体的实施例中,所述上料装置30包括有第一输送组件301、吸尘罩302、第一驱动组件303以及第一移料组件304;所述吸尘罩302设于所述第一输送组件301的物料输入端;所述第一驱动组件303设于所述第一输送组件301的物料输出端的上方;所述第一移料组件304设于所述第一驱动组件303的下方。
40.工作时,滴斗上盖通过第一输送组件301进行输送,吸尘罩在第一输送组件301的物料输出端对滴斗上盖上的灰尘进行吸取,提高了滴斗上盖生产的良品率;待滴斗上盖输送至第一输送组件301的物料输出端时,第一移料组件304对滴斗上盖进行夹取,待第一移料组件304夹取完毕后,第一驱动模组工作,将第一移料组件304移动至固定装置20上,此时
第一移料组件304松开滴斗上盖,滴斗上盖通过固定装置20限位固定,随后第一移料组件304、第一驱动组件303复位。
41.更为具体的说,第一送料组件包括有第一直线送料机;第一驱动组件303包括有第一气缸;第一移料组件304包括有第一夹爪气缸。
42.在一个具体的实施例中,所述空气膜冲切装置40包括有第二输送组件401、第一升降组件402、第一冲切组件403、第二驱动组件408、固定台404以及第二移料组件405;所述第一升降组件402设于所述第二输送组件401的上方;所述第一冲切组件403设于所述第一升降组件402的下方;所述固定台404设于所述第二输送组件401的一侧;所述第二驱动组件408设于所述第二输送组件401的一侧,并与所述第一升降组件402相连;所述第二移料组件405设于所述固定台404远离所述第二输送组件401的一侧。
43.工作时,第二移料组件405将随旋转工作台10输送过来的滴斗上盖夹取并输送至工作台上,此时,第二输送组件401输送空气膜,空气膜在第二输送组件401的上方强行,继而第一升降组件402驱动第一冲切组件403下行,并对空气膜进行冲切工序,冲切完成后的空气膜粘连在第一冲切组件403的冲切头上,继而第二驱动组件工作,带动第一冲切组件403以及第一升降组件402移动至工作台的上方,此时第一升降组件402带动第一冲切组件403下行,第一冲切组件403将粘连在其上的冲切后的空气膜压向滴斗上盖,待空气膜与滴斗上盖粘连后,第一升降组件402、第一冲切组件403以及第二驱动组件408复位,第二移料组件405将滴斗上盖再次输送至固定装置20上,固定装置20继续随旋转工作台10旋转至下一道工序。
44.更为具体的说,第二输送组件401包括有第一滚筒406、第二滚筒、第三滚筒407以及第四滚筒;所述第一滚筒406设于所述第二滚筒的上方;所述第三滚筒407设于所述第二滚筒的一侧;所述第四滚筒设于所述第三滚筒407的一侧。
45.工作时,空气膜从第一滚筒406以及第二滚筒之间穿过,在第一滚筒406以及第二滚筒的转动下输送至第三滚筒407以及第四滚筒之间,进而空气膜在第一滚筒406、第二滚筒、第三滚筒407以及第四滚筒的带动下降空气膜进行输送。
46.更具体的说,第一升降组件402包括有第二气缸;第二驱动组件408包括有第三气缸;第一冲切组件403包括有第一冲切焊头;第二移料组件405包括有第二夹爪气缸以及第二电机;第二夹爪气缸设于第二电机的一侧,工作时,第二夹爪气缸夹取住固定装置20中的滴斗上盖,并在第二电机中旋转作用下,第二夹爪气缸将滴斗上盖夹取输送至固定台404上。
47.在一个具体的实施例中,所述药液膜冲切装置50包括第三输送组件501、第二冲切组件502以及第三移料组件503;所述第二冲切组件502设于所述第三输送组件501的一侧;所述第三移料组件503设于所述第二冲切组件502远离所述第三输送组件501的一侧。
48.工作时,第三输送组件501将药液膜输送至第二冲切组件502的以及第三移料组件503之间,进而第三移料组件503将滴斗上盖从固定装置20上移送至第三移料组件503以及第二冲切组件502之间,此时第二冲切组件502工作,将药液膜冲切入滴斗上盖内。
49.更为具体的,第二冲切组件502包括有第四气缸504以及第二冲切焊头505;工作时,第四气缸驱动第二冲切焊头505将药液膜冲切入滴斗上盖中。
50.更为具体的,第三移料组件503包括有第三电机506以及第三夹爪气缸507;工作
时,第三夹爪气缸507将国定装置中的滴斗上盖夹取固定,随即第三电机506工作工作,带动第三夹爪气缸507旋转至朝向第二冲切组件502的一侧,进而第二冲切组件502工作。
51.在一个具体的实施例中,所述热熔装置60包括有第四移料组件601、热焊台602以及热熔组件603;所述热焊台602设于所述第四移料组件601的一侧;所述热熔组件603设于所述热焊台602的上方。
52.工作时,第四移料组件601将固定装置20中滴斗上盖夹持固定并将其移送至热焊台602上,此时热焊组件中对滴斗上盖进行热熔焊接处理。
53.更为具体的,第四移料组件601包括有第四电机604以及第四夹爪气缸605;第四夹爪气缸605设于所述第四电机604的一侧下方;工作时第四夹爪气缸605对滴斗上盖进行夹持,第四电机604对第四夹爪气缸605进行旋转工序。
54.更为具体的,热焊组件603包括有热焊头606以及第五气缸607;热焊头606设于热焊台602的上方,第五气缸607设于热焊头606的上方。工作时,第五气缸607带动热焊头606对位于热焊台602上方的滴斗上盖进行热焊工序。
55.在一个具体的实施例中,所述送料装置70包括有第四输送组件以及第五移料组件;第五移料组件设于所述第四输送组件的上方。
56.工作时,第五移料组件将滴斗上盖夹取并输送至第四输送组件中,并通过第四输送组件输送至下一道工序中。
57.更为具体的,第四输送组件包括有第二直线送料机。第五移料组件包括有第五夹爪气缸。
58.在一个具体的实施例中,所述滴斗上盖组装机还包括有第一ccd检测装置80以及第二ccd检测装置90;所述第一ccd检测装置80设于所述空气膜冲切装置40以及药液膜冲切装置50之间;所述第二ccd检测装置90设于所述热熔装置60以及所述送料装置70之间。
59.具体的说,第一ccd检测装置80以及第二ccd检测装置90中均设置有摄像头,通过摄像头判断产品组装的优劣。
60.在一个具体的实施例中,所述药液膜冲切装置50以及热熔装置60之间设置有漏膜检测装置100;所述漏膜检测装置100包括有感应器。
61.工作时,通过光电感应器检测滴斗上盖中有无漏膜(药液膜以及空气膜)。
62.更为具体的,送料装置70以及第二ccd检测装置90之间还设置有不良品排出装置110。通过不良品排出装置的设置,将前方由于第二ccd检测装置90判定不合格的滴斗上盖进行排出。
63.本发明所涉及的一种滴斗上盖组装机,通过旋转工作台10、设置在旋转工作台10外侧上方的固定装置20、依次围设在所述旋转工作台10外围的上料装置30、空气膜冲切装置40、药液膜冲切装置50、热熔装置60以及送料装置70的设置,自动化程度高,进而提高了滴斗上盖的生产效率,适于工业应用。
64.以上实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。