1.本发明涉及激光填丝焊接工艺领域,具体涉及铝合金蒙皮-桁条结构高质量激光填丝焊接工艺。
背景技术:
2.铝合金蒙皮-桁条式的结构具有轻质高强的特点,在航空航天领域的弧形壁板结构中应用广泛。以贮箱筒段壁板为例,目前加强筋高度在10mm以内,采用整体机铣后成形的方法,存在材料浪费严重、加工周期长等问题。尤其对于高厚比大的筋条,成形过程中还极易发生失稳。若采用蒙皮-桁条的焊接结构代替整体机铣壁板,可减少大量的材料浪费,具有成本低、效率高等优点。仅需要蒙皮滚弯成形后与桁条焊接形成壁板结构,避免了高筋壁板整体成形的困难。
3.蒙皮-桁条结构壁板的焊接,一般要求桁条的界面焊透,因此随着桁条的厚度的增加,焊接难度也逐渐增大。目前对于蒙皮-桁条结构的焊接方法,主要有两种形式,一种是从蒙皮背面穿透桁条,单面焊双侧成形;一种为桁条两侧双束激光同步焊接。对与蒙皮背面穿透焊接(cn111673219a),焊接厚度局限于蒙皮的厚度,穿透深度过深,不适用蒙皮厚度超过5mm厚铝合金,并且影响蒙皮外观。而双侧激光同步焊接工艺,主要存在焊丝熔入不稳定、铝合金焊接气孔超标等问题。对于焊丝熔入不稳定,专利cn111745296a,提出的蒙皮预置凸台方法及其焊接工艺,取代焊接过程中送丝。该方法增加了蒙皮零件的加工难度,其桁条安装槽的加工精度要求很高,在蒙皮滚弯时会产生变形影响桁条的安装精度。对于铝合金激光焊接,由于匙孔不稳定极易形成工艺气孔,目前对于铝合金蒙皮-桁条激光焊接的气孔控制并未提出好的解决方案。
技术实现要素:
4.本发明的目的在于提供一种铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,解决铝合金蒙皮-桁条结构全焊透、气孔以及焊丝熔入不稳定等问题。
5.为了达到上述的目的,本发明提供一种铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,包括如下步骤:1)装配蒙皮与桁条;2)调节桁条两侧两激光束光斑入射位置与入射角;3)调节桁条两侧送丝点位置,送丝点位于激光入射面与桁条相交线上,并处于激光光斑前端距离为0.5mm~1.5mm;4)调节两束激光束光斑间距,开启激光和送丝进行焊接,两侧焊接同步,焊接过程中,两束激光束均采用圆形轨迹摆动,焊接全程两侧均采用惰性气体保护;5)到达焊接终点,先停止送丝,再停止出光,惰性气体至少停留15s。
6.上述铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,其中,所述步骤1)中,桁条垂直立于蒙皮上表面,通过专用工装将桁条压紧在蒙皮上表面,使两者的间隙≤≤min(0.1t,0.3mm),t为桁条厚度。
7.上述铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,其中,所述步骤2)中,激光束光斑入射位置高于蒙皮与桁条的交点0.1mm~0.3mm,入射角β为25
°
~35
°
,离焦
量0~ 3mm。
8.上述铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,其中,所述步骤4)中,两束激光束光斑间距为5~15mm以内。
9.上述铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,其中,所述步骤4)中,激光束摆动幅度为0.8mm~1.6mm,摆动频率为100hz~300hz。
10.上述铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,其中,所述步骤4)中,焊接过程中,焊丝吸收摆动的激光束能量发生熔化并过渡至熔池,在焊接处形成一个贯通熔池或两个独立熔池,凝固后使蒙皮-桁条形成冶金结合,并完全消除桁条待焊界面;摆动的激光束对熔池中气孔产生搅拌作用,并稳定匙孔,以减小气孔的产生;熔入的焊丝对t形接头填充,形成圆滑过渡的焊缝。
11.与现有技术相比,本发明的有益技术效果是:
12.1、铝合金蒙皮-焊条结构双侧激光协同焊接接头全焊透,且气孔率低,主要由于摆动的激光束对摆脱了原位等离子体的影响,并且稳定了匙孔,减少了铝合金深熔焊接的工艺气孔;
13.2、双侧摆动的激光增加激光光斑的受热面积,对焊缝的加热效果具有明显的改善作用,例如1.2mm直径的焊丝,通过光斑摆动幅度1.4mm,可以完全覆盖焊丝端面;相对于未摆动光斑(光斑直径0.4mm),具有更大的容错性,也可稳定焊丝的熔入性;
14.3、蒙皮与桁条装配结构简单,蒙皮无需加工桁条安装槽,滚弯成形效率更高、精度更高;
15.4、焊接过程采用焊丝的填充,可调节焊缝的合金成分,弥补因激光焊接元素烧损问题,还可以调节焊缝接头强度,有效避免因成分问题导致的冶金缺陷。
附图说明
16.本发明的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法由以下的实施例及附图给出。
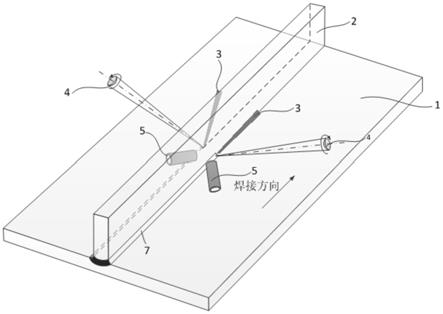
17.图1为本发明实施例的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法示意图。
18.图2为本发明实施例中桁条截面示意图。
19.图3为本发明实施例中激光束入射角与入射位置示意图。
20.图4为本发明实施例中激光入射面与送丝点示意图。
21.图5为本发明实施例中激光摆动示意图。
22.图6为本发明实施例中焊缝横截面示意图。
具体实施方式
23.以下将结合图1~图6对本发明的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法作进一步的详细描述。
24.针对铝合金蒙皮-桁条结构激光焊接存在的焊丝熔入不稳定、铝合金焊接气孔超标的问题,本发明提出一种铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,通过双束激光以一定频率和幅度进行摆动后,可以稳定双侧激光焊接焊接匙孔,急剧减少焊接工
艺气孔;此外摆动的光束改善了焊丝的受热,也降低了焊丝与激光的对中的要求,提高了工艺适用性,提高了焊丝熔入的稳定性。
25.图1为本发明实施例的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法示意图。
26.参见图1,本实施例的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法包括:
27.1)装配蒙皮1与桁条2;
28.装配前清理待焊区域氧化膜及油污;
29.如图1所示,桁条2垂直立于蒙皮1上表面,两者采用t形接头连接,通过专用工装将桁条2压紧在蒙皮1上表面,使两者的间隙≤0.3mm;桁条2两侧各有一激光器,同时对同一焊接点工作;
30.桁条的截面不限于i型,也可以为t形、倒l形,如图2所示;
31.2)调节桁条2两侧两激光束4光斑入射位置与入射角;
32.如图3所示,激光束4光斑入射位置高于蒙皮1与桁条2的交点,设入射位置与蒙皮1与桁条2的交点之间的距离为d,d=0.1mm~0.3mm,入射角β为25
°
~35
°
,离焦量0~ 3mm;
33.两激光束光斑入射位置与入射角相同;
34.3)调节桁条两侧焊丝3送丝点位置,送丝点位于激光入射面与桁条的相交线上,并在激光束4光斑前端0.5mm~1.5mm;
35.激光入射面6为激光轴线与焊接方向所在的平面,如图4;
36.两侧焊丝送丝点位置相同;
37.4)调节两束激光束光斑间距,一般在5~15mm以内,进而开启激光和送丝进行焊接,焊接处形成一个贯通熔池或两个独立熔池,凝固后使蒙皮-桁条形成冶金结合,并完全消除t形接头连接界面,形成如图4所示焊缝形貌;
38.焊接过程中,两束激光束4均采用一定轨迹摆动,可以但不限于“o”、"8"、“∞”、“8”或线性摆动轨迹,图5为圆形轨迹示意图所示,激光的摆动对熔池中气孔产生搅拌作用,并稳定匙孔,以减小气孔的产生;激光束4摆动幅度为0.8mm~1.6mm,摆动频率为100hz~300hz;焊丝吸收摆动的激光束能量发生熔化并过渡至熔池,熔入的焊丝对t形接头填充,形成圆滑过渡的焊缝,如图6所示;焊接全程两侧均采用惰性气体5保护,桁条两侧均采用惰性气体5保护;
39.两侧焊接同步;
40.5)到达焊接终点,先停止送丝,再停止出光,保护气(惰性气体5)至少停留15s;两侧焊接同步。
41.本发明的铝合金蒙皮-桁条结构双束摆动激光填丝焊接方法,相对于先焊接一侧再焊接两一侧的工艺方法,双束激光的相对同步可以减小焊接变形,降低热输入;其次摆动激光的加入使得铝合金蒙皮-桁条结构激光焊接的工艺性及焊接质量得到大幅提升,如改善铝合金激光焊接成形、减少气孔飞溅、改善焊丝的熔入过渡,由于具有易操作、效率高、可靠性高的特点。
42.本发明对蒙皮无需加工安装槽,无需预置凸台,通过桁条两侧双束摆动激光配合填丝即可实现蒙皮-桁条结构焊接;也不受蒙皮厚度的影响,其两侧激光的穿透深度可完全
熔透桁条的界面;摆动的光斑增加了热源的作用面积,改善焊丝熔入,减小了气孔,具有工艺适用性高、灵活性好等优点。
43.依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
