技术特征:
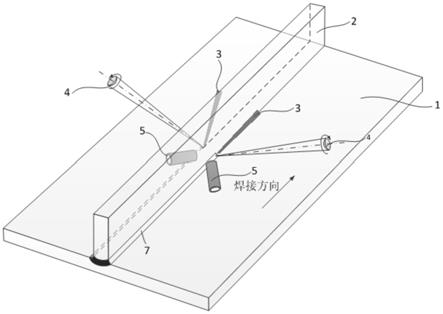
1.铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,其特征在于,包括如下步骤:1)装配蒙皮与桁条;2)调节桁条两侧两激光束光斑入射位置与入射角;3)调节桁条两侧送丝点位置,送丝点位于激光入射面与桁条相交线上,并处于激光光斑前端距离为0.5mm~1.5mm;4)调节两束激光束光斑间距,开启激光和送丝进行焊接,两侧焊接同步,焊接过程中,两束激光束均采用一定轨迹摆动,焊接全程两侧均采用惰性气体保护;5)到达焊接终点,先停止送丝,再停止出光,惰性气体至少停留15s。2.如权利要求1所述的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,其特征在于,所述步骤1)中,桁条垂直立于蒙皮上表面,两者采用t形接头连接,通过专用工装将桁条压紧在蒙皮上表面,使两者的间隙≤min(0.1t,0.3mm),t为桁条厚度。3.如权利要求1所述的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,其特征在于,所述步骤2)中,激光束光斑入射位置高于蒙皮与桁条的交点0.1mm~0.3mm,入射角β为25
°
~35
°
,离焦量0~ 3mm。4.如权利要求1所述的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,其特征在于,所述步骤4)中,两束激光束光斑间距为5~15mm以内。5.如权利要求1所述的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,所述步骤4)中,两束激光束摆动轨迹为“o”、"8"、“∞”、“8”或线性摆动轨迹。6.如权利要求1所述的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,其特征在于,所述步骤4)中,激光束摆动幅度为0.8mm~1.6mm,摆动频率为100hz~300hz。7.如权利要求2所述的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法,其特征在于,所述步骤4)中,焊接过程中,焊丝吸收摆动的激光束能量发生熔化并过渡至熔池,在焊接处形成一个贯通熔池或两个独立熔池,凝固后使蒙皮-桁条形成冶金结合,并完全消除t形接头连接界面;摆动的激光束对熔池中气孔产生搅拌作用,并稳定匙孔,以减小气孔的产生;熔入的焊丝对t形接头填充,形成圆滑过渡的焊缝。
技术总结
本发明的铝合金蒙皮-桁条结构双束摆动激光填丝协同焊接方法包括:装配蒙皮与桁条,双束摆动激光从桁条两侧倾斜照射待焊接处,焊接处形成一个贯通熔池或两个独立熔池,进而消除T形接头连接界面,形成蒙皮-桁条冶金结合;焊接过程中,两束激光束可采用“O”、“8”、“∞”、“8”或线性摆动,对熔池中气孔产生搅拌作用,并稳定匙孔,达到减小气孔的产生;焊接过程同时填入焊丝,焊丝位于静态激光光斑的前端,焊丝吸收摆动时激光能量发生熔化并过渡至熔池,熔入的焊丝对T形接头填充,形成圆滑过渡的焊缝。采用本发明方法进行铝合金蒙皮-桁条结构的焊接,解决了常规激光填丝焊接铝合金,焊丝溶入不稳定、工艺气孔多、飞溅严重等问题。飞溅严重等问题。飞溅严重等问题。
技术研发人员:夏佩云 尹玉环 封小松 黄珲 池辉 周佳俊
受保护的技术使用者:上海航天设备制造总厂有限公司
技术研发日:2021.12.15
技术公布日:2022/5/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。