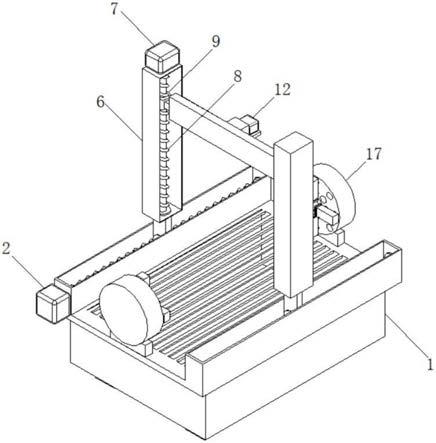
1.本发明涉及电阻点焊方法。特别地,本发明是在板厚比大的三张以上重叠的板组中,能够不受干扰的影响,不产生喷溅地稳定确保所希望的熔核直径。
背景技术:
2.通常,对于重叠的金属板彼此特别是重叠的钢板彼此的接合,使用作为重叠电阻焊接法的一种的电阻点焊法。
3.该焊接法,是夹着重叠的两张以上的钢板而从钢板上下由一对电极加压,并且在上下电极间使高电流的焊接电流以短时间通电而进行接合的方法。在该焊接法中,利用因流过高电流的焊接电流而产生的电阻发热,形成点状的焊接部。该点状的焊接部被称为熔核。熔核是电流流过重叠的钢板时两钢板在钢板的接触部位熔融并凝固而成的部分。通过该熔核,钢板彼此以点状接合。
4.电阻点焊部的接合强度被熔核直径左右。因此,在汽车部件等需要高接合强度的情况下,特别是,确保规定直径以上的熔核直径变得较为重要。
5.通常,在使加压力和通电时间既定的情况下,熔核直径随着焊接电流的增加而逐渐增加。但是,若焊接电流成为既定值以上,则产生熔融金属在钢板间飞散的喷溅这一现象。喷溅的产生使熔核直径、接头抗拉强度产生不一致。作为其结果,焊接接头部的品质变得不稳定。
6.另外,对于汽车的部件构造例如中柱而言,采用在外构件与内构件之间夹住加强件的构造。在该构造中,与单纯地将两张重叠的金属板进行点焊的情况不同,要求使三张以上的金属板重叠而进行点焊。
7.并且,最近,伴随着车身的碰撞安全性的进一步提高的要求,加强件等的高强度化,不断推进厚壁化。因此,需要在外侧配置板厚薄的外构件并在其内侧点焊使板厚厚的内构件和加强件组合的板组的情况较多。
8.需要说明的是,将构成板组的金属板中的板厚相对小的金属板称为薄板,将板厚相对大的金属板称为厚板。以下也相同。
9.在这样的板厚比(板组的整体厚度/构成板组的最薄的金属板的板厚)大的三张以上重叠的板组中,在进行了以往那样的使加压力和焊接电流成为既定值的通常的电阻点焊的情况下,不易在最外侧(与电极端头接触那一侧)的薄板与厚板之间形成有所需的尺寸的熔核。特别是,在板厚比超过3、进而成为5以上那样的板组中,该趋势较强。
10.认为其原因是由于与电极端头的接触而使最外侧的薄板与厚板之间温度不易上升。
11.即,通常,熔核是从电极间的中央附近开始,通过因钢板的固有电阻产生体积电阻发热而形成的。但是,由于与电极端头的接触,最外侧的薄板与厚板之间温度不易上升。因此,在熔核在薄板-厚板间生长之前,在电极间中央部附近换言之在厚板-厚板间,熔核大幅生长。作为其结果,在基于电极的加压时抑制不了熔融金属,产生喷溅。
12.另外,外构件谋求成形性,因此,用于外构件的薄板多成为软钢。另一方面,内构件和加强件为强度加强构件,因此,用于它们的厚板多成为高张力钢板。在这样的薄板和厚板组合的板组中,发热的位置偏向固有电阻高的高张力钢板(厚板)侧。此外,若使用的金属板成为镀覆钢板,则由于以低温熔融的镀覆层而使钢板间的通电路径放大,电流密度减少。因此,在薄板-厚板间更加不易形成有熔核。
13.作为用于这样的板厚比大的三张以上重叠的板组的电阻点焊方法,提出以下那样的技术。
14.即,将形成熔核的正式通电分割为两个阶段以上的加压力步骤,使第1加压力步骤的加压力比第2加压力步骤的加压力低。由此,提出以下技术:欲在第1加压力步骤时,缩小薄板-厚板间的接触直径(通电路径)而提高电流密度(换言之,优先促使薄板-厚板间的发热),在薄板-厚板间形成所需的尺寸的熔核。
15.例如,专利文献1提出有:“一种点焊方法,为通过一对电极夹着被焊接体并且使焊接电流流过的点焊方法,具有:第1工序,在该工序中,在被焊接体上负荷第1加压力而使焊接电流流过;和第2工序,在该工序中,保持夹着被焊接体的状态,负荷比上述第1加压力大的第2加压力而再次使焊接电流流过。”。
16.专利文献1:日本特开2004-358500号公报
17.然而,在焊接时存在干扰的情况下,例如在要焊接的点附近存在已经焊接过的点(已焊接点)的情况下、在被焊接件的表面凹凸大且要焊接的点的附近存在被焊接件的接触点等情况下,在焊接时电流向已焊接点、接触点分流。在这样的状态下,即便以规定条件进行通电,电极正下方的欲焊接的位置的电流密度也降低,因此,无法得到所需的直径的熔核。
18.另外,在由于表面凹凸、构件的形状等而使要焊接的点的周围受到较强限制的情况下,钢板间的板隙变大。由此,钢板彼此的接触直径变小,也有时无法得到所需的直径的熔核,或者容易产生喷溅。
19.在针对板厚比大的三张以上重叠的板组进行的电阻点焊中,特别容易受到这样的干扰的影响。
20.另外,在汽车的制造工序等实际作业中,连续焊接逐个随流水线过来的被处理件。干扰的状态由于施工条件、被处理件的尺寸误差等,按每个焊接位置、被处理件而变动。因此,在实际开始焊接的时刻,难以正确地掌握该被处理件的干扰的状态。
21.因此,在专利文献1的技术中,也存在如下问题:在存在预估程度以上的干扰的情况下,无法不产生喷溅地确保所希望的熔核直径。
22.另外,如上述那样,干扰的状态由于施工条件、被处理件的尺寸误差等,按每个焊接位置、被处理件而变动。因此,即便假设在焊接前能够掌握被处理件的干扰的状态,也需要按每个干扰的状态设定考虑到该干扰的状态的最佳的焊接条件,作业效率、成本等方面的问题大。
技术实现要素:
23.本发明是鉴于上述现状而开发,目的在于提供一种电阻点焊方法,特别是在板厚比大的三张以上重叠的板组中,不受干扰的影响,不产生喷溅,能够稳定地得到所希望的熔
核直径。
24.另外,本发明的目的在于提供通过上述的电阻点焊方法将重叠的多张金属板接合的焊接构件的制造方法。
25.此外,发明人为了实现上述目的,反复进行了认真研究,得到以下的见解。
26.(1)在将形成熔核的正式通电分割为两个阶段以上的加压力步骤且使第1加压力步骤的加压力比第2加压力步骤的加压力小的情况下,是否不受干扰的状态影响而确保成为所希望的通电路径、乃至于是否得到所希望的发热形式能够根据从正式通电的通电开始至经过既定时间为止的电极间电阻的时间积分值来判断。
27.(2)另外,通过根据该电极间电阻的时间积分值,设定从第1加压力步骤的加压力切换为第2加压力步骤的加压力的时间点,能够有效地缓和干扰的影响。
28.(3)作为其结果,即便在汽车的制造等的实际作业中连续焊接逐个随流水线过来的被处理件(干扰的状态按每个焊接位置、被处理件而变动)的情况下,也能够有效地应对干扰的状态的变动,不产生喷溅,稳定地确保所希望的熔核直径。
29.本发明是基于上述的见解进一步进行了研究而完成的。
30.即,本发明的主旨的结构如以下那样。
31.1.一种电阻点焊方法,通过一对电极夹着使多张金属板重叠起来的被焊接件,一边加压一边通电而进行接合,上述电阻点焊方法的特征在于,正式通电具有两个阶段以上的加压力步骤,并且该正式通电的第1加压力步骤的加压力f1和第2加压力步骤的加压力f2满足f1<f2的关系,另外,将上述正式通电的从第1加压力步骤向第2加压力步骤的加压力切换时刻tf设定为满足下式(1)~(3),
32.·
在ta≤0.8
×
t0的情况下
33.ta≤tf<t0···
(1)
34.·
在0.8
×
t0<ta≤t0下或者在0.9
×
r0≤ra≤r0的情况下
35.0.9
×
t0<tf<1.1
×
t0···
(2)
36.·
在ra<0.9
×
r0的情况下,
37.t0<tf≤t0 2
×
(r
0-ra)/r0×
tm···
(3)
38.此处,
39.t0:从第1加压力步骤向第2加压力步骤切换的基准加压力切换时刻
40.tm:正式通电的合计通电时间
41.ra:从正式通电的通电开始至基准加压力切换时刻t0为止的电极间电阻的时间积分值
42.r0:不存在干扰的情况下通过与正式通电相同的条件对被焊接件进行了通电时得到的从通电开始至基准加压力切换时刻t0为止的电极间电阻的时间积分值
43.ta:正式通电的电极间电阻的时间积分值达到r0的时间。
44.2.在上述1所述的电阻点焊方法中,上述基准加压力切换时刻t0满足下式,。
45.0.1
×
tm≤t0≤0.8
×
tm。
46.3.在上述1或者2所述的电阻点焊方法中,具备进行上述正式通电的正式焊接工序和在该正式焊接工序之前进行的测试焊接工序,在上述测试焊接工序的正式通电中,对根据利用恒定电流控制进行通电而形成适当的熔核的情况下的电极间的电特性而计算出的
每单位体积的瞬时发热量的时间变化曲线和每单位体积的累积发热量进行存储,并且,在上述正式焊接工序的正式通电中,将上述测试焊接的正式通电的每单位体积的瞬时发热量的时间变化曲线和每单位体积的累积发热量设定为目标值,并根据该目标值来控制通电量。
47.4.一种焊接构件的制造方法,其通过上述1~3中任一项所述的电阻点焊方法,使重叠起来的多张金属板接合。
48.根据本发明,即便为板厚比大的三张以上重叠的板组,也能够不受到干扰的影响,不产生喷溅,稳定地获得所希望的熔核直径。
49.另外,根据本发明,即便在汽车的制造等的实际作业中连续焊接逐个随流水线过来的被处理件(干扰的状态按每个焊接位置、被处理件而变动)的情况下,也能够有效地应对干扰的状态的变动而稳定地确保所希望的熔核直径。作为其结果,在作业效率、成品率提高方面极为有利。
附图说明
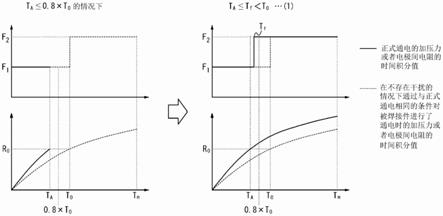
50.图1是表示在本发明的一实施方式所涉及的电阻点焊方法中,满足(1)式的情况下(ta≤0.8
×
t0的情况下)的正式通电的加压力与时间和正式通电的电极间电阻的时间积分值与时间的关系的图。
51.图2是表示在本发明的一实施方式所涉及的电阻点焊方法中,满足(2)式的情况(0.8
×
t0<ta≤t0或者0.9
×
r0≤ra≤r0的情况下)的正式通电的加压力与时间和正式通电的电极间电阻的时间积分值与时间的关系的图。
52.图3是表示在本发明的一实施方式所涉及的电阻点焊方法中,满足(3)式的情况下(ra<0.9
×
r0的情况下)的正式通电的加压力与时间和正式通电的电极间电阻的时间积分值与时间的关系的图。
53.图4是示意性地表示在不存在干扰的状态下进行焊接的情况的例子的图。
54.图5是示意性地表示相对于存在板隙的板组进行焊接的情况的例子的图。
55.图6是示意性地表示相对于存在已焊接点的板组进行焊接的情况的例子的图。
具体实施方式
56.基于以下的实施方式对本发明进行说明。
57.本发明的一实施方式是一种电阻点焊方法,通过一对电极夹着使多张金属板重叠起来的被焊接件,一边加压一边通电而进行接合,正式通电具有两个阶段以上的加压力步骤,并且该正式通电的第1加压力步骤的加压力f1和第2加压力步骤的加压力f2满足f1<f2的关系,另外,将上述正式通电的从第1加压力步骤向第2加压力步骤的加压力切换时刻tf(以下,也称为加压力切换时刻tf)设定为满足规定的关系。
58.需要说明的是,加压力切换时刻tf(和后述的基准加压力切换时刻t0)成为开始加压力的切换动作的时刻。
59.另外,加压力切换时刻tf(和后述的基准加压力切换时刻t0)以正式通电的通电开始时刻作为起点(通过从正式通电的通电开始时刻开始计时的经过时间)而表示(需要说明的是,后述的ta(正式通电的电极间电阻的时间积分值达到r0的时间)等也相同)。
60.另外,本发明的一实施方式所涉及的电阻点焊方法特别是能够不受到干扰、不产生喷溅地适用于难以在薄板-厚板间得到所需的尺寸的熔核的板厚比(板组的整体厚度/构成板组的最薄的金属板的板厚)超过3、进而成为5以上的板组。当然,也能够有效地应用于两张重叠的板组。
61.需要说明的是,薄板是指板组所使用的钢板中的板厚相对小的金属板,厚板是指板厚相对大的金属板。另外,薄板的板厚成为板厚最大的金属板(厚板)的3/4以下的板厚。
62.并且,作为本发明的一实施方式所涉及的电阻点焊方法中能够使用的焊接装置,只要具备上下一对电极且在焊接中能够分别任意地控制加压力和焊接电流即可,形式(固定式、机器人枪等)、电极形状等没有特别限定。
63.以下,对本发明的一实施方式所涉及的电阻点焊方法进行说明。
64.(a)正式通电(为了与后述的测试焊接工序的正式通电进行区别,也称为正式焊接(工序)的正式通电。需要说明的是,在仅称为“正式通电”的情况下,不是指测试焊接工序的正式通电,而是指正式焊接工序的正式通电。此处,“正式通电”是指用于形成熔核的通电。另外,“正式焊接工序”是指实际焊接作为对象的被焊接件的工序,为了与后述的测试焊接工序进行区别而使用。)
65.如上述那样,在板厚比大的三张以上重叠的板组中,将形成熔核的正式通电分割为两个阶段以上的加压力步骤,通过成为以下的关系即使第1加压力步骤的加压力f1(以下,也仅称为f1)比第2加压力步骤的加压力f2(以下,也仅称为f2),在第1加压力步骤时,优先促使薄板-厚板间的发热。
66.f1<f267.优选1.1
×
f1≤f2,更优选1.2
×
f1≤f2,进一步优选1.5
×
f1≤f2。
68.需要说明的是,f1和f2满足上述的关系,而且根据构成被焊接件的金属板的材质、厚度等,适当地设定即可。
69.例如,在使用板厚比大的三张以上重叠的板组(例如,两张厚板(厚度:0.8~3.0mm的所谓的软钢或者490~2000mpa级的zn系镀覆钢板或者无镀覆钢板)和一张薄板(厚度:0.5~2.0mm的zn系镀覆钢板或者无镀覆钢板(软钢))重叠起来的板组)的情况下,优选f1为1.0~6.0kn,f2为2.0~10.0kn。
70.另外,在使用通常的两张重叠的板组的情况下,优选f1为1.0~5.0kn,f2为2.0~7.0kn。
71.而且,在本发明的一实施方式所涉及的电阻点焊方法中,根据从正式通电的通电开始至经过既定时间为止的电极间电阻的时间积分值,将从f1切换为f2的时间点换言之加压力切换时刻tf设定为满足下式(1)~(3)极为重要。
72.·
在ta≤0.8
×
t0的情况下
73.ta≤tf<t0···
(1)
74.·
在0.8
×
t0<ta≤t0或者0.9
×
r0≤ra≤r0的情况下
75.0.9
×
t0<tf<1.1
×
t0···
(2)
76.·
在ra<0.9
×
r0的情况下
77.t0<tf≤t0 2
×
(r
0-ra)/r0×
tm···
(3)
78.此处,
79.t0:从第1加压力步骤向第2加压力步骤切换的基准加压力切换时刻
80.tm:正式通电的合计通电时间
81.ra:从正式通电的通电开始至基准加压力切换时刻t0为止的电极间电阻的时间积分值
82.r0:不存在干扰的情况下以与正式通电相同的条件对被焊接件进行了通电时得到的从通电开始至基准加压力切换时刻t0为止的电极间电阻的时间积分值
83.ta:正式通电的电极间电阻的时间积分值达到r0的时间。
84.此处,可认为,在ta≤0.8
×
t0的情况下,即,在预计ra比r0大出一定量的情况下(参照图1),在第1加压力步骤中,由于板隙的影响,与不存在干扰的状态相比,成为金属板间的接触直径更小的状态,换言之,以更短的时间获得成为所希望的薄板-厚板间的发热。在这样的情况下,以使从f1切换为f2的时间点提前具体而言满足上述式(1)的方式设定加压力切换时刻tf较为有效。
85.另一方面,可认为,在ra<0.9
×
r0的情况下,即,在ra比r0小出一定量的情况下(参照图3),由于分流等的影响而使薄板-厚板间的发热不足。在这样的情况下,以使从f1切换为f2的时间点推迟具体而言满足上述式(3)的方式设定加压力切换时刻tf,进一步促使薄板-厚板间的发热较为有效。
86.其中,在0.8
×
t0<ta≤t0或者0.9
×
r0≤ra≤r0的情况下(参照图2),即,在ra与r0成为相同程度(或者预计)的情况下,认为干扰的影响不大,因此,满足上述式(2)即可。
87.这样,在本发明的一实施方式所涉及的电阻点焊方法中,根据从正式通电的通电开始至经过既定时间为止的电极间电阻的时间积分值等,将加压力切换时刻tf设定为满足上述式(1)~(3)较为重要。
88.另外,针对上述式(1)~(3),分别优选满足下式(1)
′
~(3)
′
。
89.·
在ta≤0.8
×
t0的情况下
90.ta≤tf≤0.95
×
t0···
(1)
′
91.·
在0.8
×
t0<ta≤t0或者0.9
×
r0≤ra≤r0的情况下
92.0.95
×
t0<tf<1.05
×
t0···
(2)
′
93.·
在ra<0.9
×
r0的情况下
94.1.05
×
t0≤tf≤t0 2
×
(r
0-ra)/r0×
tm···
(3)
′
95.另外,不存在干扰的情况下以与正式通电相同的条件对被焊接件进行了通电时得到的从通电开始至基准加压力切换时刻t0为止的电极间电阻的时间积分值r0例如进行预备焊接试验求解即可,该预备焊接试验为,另外准备由与正式通电相同的板厚、材质的金属板构成的不存在干扰的被焊接件,并以与正式通电相同的条件,焊接该被焊接件。
96.需要说明的是,也可以是,在进行后述的测试焊接的情况下,将该测试焊接的从正式通电的通电开始至基准加压力切换时刻t0为止的电极间电阻的时间积分值设为r0。
97.另外,从第1加压力步骤向第2加压力步骤切换的基准加压力切换时刻t0(ms)根据构成被焊接件的金属板的材质、厚度等适当地设定即可,但优选使用正式通电的合计通电时间tm(ms),设定为满足下式。
98.采用0.1
×
tm≤t0≤0.8
×
tm,是由于若t0不足0.1
×
tm,则恐怕无法充分得到通过控制加压力的切换的时间点而形成的干扰的影响的缓和效果。另一方面,在t0超过0.8
×
tm的
情况下,也恐怕无法充分得到通过控制加压力的切换的时间点而形成的干扰的影响的缓和效果。因此,优选t0以0.1
×
tm以上且0.8
×
tm以下的范围设定。
99.t0更优选为0.15
×
tm以上,进一步优选为0.2
×
tm以上。另外,t0更优选为0.7
×
tm以下,进一步优选为0.5
×
tm以下。
100.需要说明的是,正式通电的合计通电时间tm(ms)根据构成被焊接件的金属板的材质、厚度等而适当地设定即可。
101.例如,在使用上述的板厚比大的三张以上重叠的板组的情况下,优选tm为120~1000ms。另外,在使用通常的两张重叠的板组的情况下,优选tm为80~800ms。
102.需要说明的是,在将正式通电分割为两个阶段以上的通电步骤而在通电步骤间设置通电休止时间的情况下,正式通电的合计通电时间也包括该通电步骤间的通电休止时间。
103.并且,正式通电可以通过恒定电流控制进行,也可以在进行了后述的测试焊接之后,进行根据该测试焊接中设定的目标值来控制通电量的适应控制焊接。
104.在恒定电流控制的情况下,焊接电流根据构成被焊接件的金属板的材质、厚度等适当地设定即可。另外,也可以分割为两个阶段以上的通电步骤来进行,也可以在该通电步骤期间设置通电休止时间。
105.需要说明的是,分割通电步骤的时间点与分割加压力的时间点可以相同,也可以不同。另外,也不需要使正式通电的从第1通电步骤向第2通电步骤切换的电流值的切换时刻(分割通电步骤的时间点)与正式通电的加压力切换时刻的变更联动。后述的适应控制焊接的情况也相同。
106.例如,在对于通常的两张重叠的板组以一个阶段的通电步骤进行焊接的情况下,优选电流值为4.0~12.0ka。
107.另外,在分割为两个阶段以上的通电步骤进行焊接的情况下,优选第1通电步骤的电流值和通电时间分别为4.0~14.0ka、20~400ms,第2通电步骤的电流值和通电时间分别为3.0~12.0ka、40~800ms。特别是,在对于上述的板厚比大的三张以上重叠的板组进行焊接的情况下,优选第1通电步骤的电流值>第2通电步骤的电流值。另外,在第1通电步骤与第2通电步骤之间设置通电休止时间的情况下,优选使通电休止时间为10~400ms。
108.在适应控制焊接的情况下,以通过后述的测试焊接得到的目标值(每单位体积的瞬时发热量的时间变化曲线和累积发热量)为基准进行焊接,在每单位体积的瞬时发热量的时间变化量沿着作为基准的时间变化曲线的情况下,直接进行焊接并结束焊接。但是,在每单位体积的瞬时发热量的时间变化量偏离作为基准的时间变化曲线的情况下,为了在剩余的通电时间内补偿该偏离量,以使正式焊接的每单位体积的累积发热量与作为目标值而设定的每单位体积的累积发热量一致的方式控制通电量。
109.并且,在适应控制焊接的情况下,也可以将正式通电分割为两个阶段以上的通电步骤,进行每个通电步骤的适应控制焊接。
110.即,将正式焊接的正式通电和后述的测试焊接的正式通电以相互对应的方式分割为两个阶段以上的通电步骤。
111.而且,以通过测试焊接得到的每个通电步骤的目标值(每单位体积的瞬时发热量的时间变化曲线和累积发热量)作为基准进行焊接。另外,在任一个通电步骤中,在每单位体积的瞬时发热量的时间变化量偏离了作为基准的时间变化曲线的情况下,为了在该通电
步骤的剩余的通电时间内补偿该偏离量,以使该通电步骤的每单位体积的累积发热量与测试焊接的该通电步骤的每单位体积的累积发热量一致的方式控制通电量。
112.需要说明的是,针对发热量的计算方法,没有特别限制,但日本特开平11-33743号公报公开其一个例子,本发明也能够采用该方法。基于该方法的每单位体积-每单位时间的发热量q和每单位体积的累积发热量q的计算要领如以下那样。
113.将被焊接件的合计厚度设为t,将被焊接件的电阻率设为r,将电极间电压设为v,将焊接电流设为i,将电极与被焊接件接触的面积设为s。在这种情况下,焊接电流经过横截面积为s且厚度t的柱状部分而产生电阻发热。该柱状部分的每单位体积-每单位时间的发热量q通过下式(4)来求解。
114.q=(v
·
i)/(s
·
t)
‑‑‑
(4)
115.另外,该柱状部分的电阻r通过下式(5)来求解。
116.r=(r
·
t)/s
‑‑‑
(5)
117.若针对s求解(5)式并将其代入(4)式,则发热量q成为下式(6)
118.q=(v
·i·
r)/(r
·
t2)=(v2)/(r
·
t2)
‑‑‑
(6)。
119.若从上述式(6)可知的那样,每单位体积-每单位时间的发热量q能够根据电极间电压v、被焊接物的合计厚度t、被焊接物的电阻率r来计算,不受到由电极与被焊接物接触的面积s形成的影响。需要说明的是,(6)式根据电极间电压v来计算发热量,但也能够根据电极间电流i来计算发热量q,此时也不需要使用电极与被焊接物接触的面积s。而且,若遍及通电期间累积每单位体积-每单位时间的发热量q,则得到施加于焊接的每单位体积的累积发热量q。若从(6)式可知的那样,该每单位体积的累积发热量q也能够不使用电极与被焊接件接触的面积s来计算。
120.以上,对通过日本特开平11-33743号公报所述的方法计算累积发热量q的情况进行了说明,但也可以使用其他计算式是不言而喻的。
121.(b)测试焊接工序
122.在通过适应控制焊接进行上述的正式焊接的正式通电的情况下,在正式焊接之前进行测试焊接。而且,在该测试焊接的正式通电中,对根据利用恒定电流控制进行通电而形成适当的熔核的情况下的电极间的电特性而计算出的每单位体积的瞬时发热量的时间变化曲线和每单位体积的累积发热量进行存储。
123.即,在测试焊接中,在不存在向已焊接点的分流、板隙的状态下,利用恒定电流控制在各种条件下进行与正式焊接中使用的被焊接件相同的钢种、厚度的预备焊接试验,来找出测试焊接的最佳条件。
124.而且,在上述条件下进行通电,将根据该通电时的电极间的电特性而计算出的每单位体积的瞬时发热量的时间变化曲线和每单位体积的累积发热量作为正式焊接的目标值而存储。需要说明的是,电极间的电特性是指电极间电阻或者电极间电压。
125.另外,如上述那样,也可以将测试焊接的正式通电分割为两个阶段以上的通电步骤,在正式焊接中,进行每个通电步骤的适应控制焊接。
126.需要说明的是,在对于上述的板厚比大的三张以上重叠的板组进行焊接的情况下,在测试焊接中,也优选为第1通电步骤的电流值>第2通电步骤的电流值。
127.(c)其他
128.在用于形成熔核的正式通电(正式焊接和/或者测试焊接的正式通电)之前,可以进行用于使接触直径稳定化的预通电,也可以进行用于后热处理的后通电。这些预通电和后通电可以通过恒定电流控制进行,也可以作为上坡状、下坡状的通电类型。
129.另外,也可以分别在预通电与正式通电之间和正式通电与后通电之间设置通电休止时间。
130.另外,使用的被焊接件没有特别限制,也能够应用于从软钢乃至超高张力钢板的具有各种强度的钢板和镀覆钢板、铝合金等轻金属板的焊接,也能够应用于三张以上的钢板重叠起来的板组。
131.而且,通过使用上述的电阻点焊方法使重叠的多张金属板接合,能够有效地应对干扰的状态的变动而稳定地确保所希望的熔核直径,并且制造各种焊接构件特别是汽车部件等焊接构件。
132.实施例
133.以下,对本发明的实施例进行说明,但实施例的条件是为了确认本发明的可实施性和效果而采用的一个条件例,本发明不限定于该一个条件例。本发明只要不脱离本发明的主旨,且实现本发明的目的,则能够采用各种条件。
134.针对表1所示的金属板的板组,在图4~图6的状态下,分别进行基于表3和表4所示的条件的正式焊接(正式通电),制造了焊接接头。
135.需要说明的是,图5中,在金属板间插入间隔件15,并从上下夹紧(未图示),从而设置各种厚度的板隙。需要说明的是,间隔件间距离均为60mm。
136.另外,图6中,设置两个已焊接点16,将焊接位置(电极间中心)调整为已焊接点彼此的中间(与已焊接点之间的距离l分别相同)。需要说明的是,已焊接点的熔核直径成为4√t
′
(mm)(t
′
:板组中的最薄的金属板的板厚(mm))。
137.另外,针对一部分的实施例,在正式焊接之前,在图4所示的不存在干扰的状态下,进行基于表2所示的条件的测试焊接,将测试焊接的正式通电的每单位体积的瞬时发热量的时间变化曲线和每单位体积的累积发热量存储下来。另外,对该测试焊接的正式通电的从通电开始至基准加压力切换时刻t0为止的电极间电阻的时间积分值进行测定,将该测定值设为r0。
138.另外,针对进行基于恒定电流控制的通电,进行预备焊接试验,求出r0,上述预备焊接试验另外准备由与正式通电中使用的结构相同的板厚、材质的金属板构成的不存在干扰的被焊接件,并在与正式焊接相同的条件下,焊接该被焊接件。
139.将如上述那样求出的r0一并记载于表3。
140.另外,针对制造出的各焊接接头,切断焊接部,对截面进行蚀刻后,通过光学显微镜进行观察,根据熔核直径和有无喷溅产生,通过以下的三个级别进行了评价。需要说明的是,在三张重叠的板组的情况下,根据形成于最薄的外侧的金属板11与和其邻接的金属板12之间的熔核的直径(熔核直径),进行了评价。评价结果一并记载于表4。
141.a:不受到干扰影响,熔核直径为4.5√t
′
(mm)以上(t
′
:板组中的最薄的金属板的板厚(mm)),并且无喷溅产生
142.b:不受到干扰影响,熔核直径为4√t
′
(mm)以上,并且无喷溅产生(其中,除去a的情况)
143.f:由于干扰,熔核直径不足4√t
′
(mm)和/或者有喷溅产生
144.表1
[0145][0146]
表2:(见下页)
[0147][0148]
表3(见下页)
[0149][0150]
表4(见下页):
[0151][0152]
发明例都没有受到干扰影响,无喷溅产生,得到充分的大小的熔核直径。
[0153]
另一方面,在比较例中,由于干扰,没有得到充分的熔核直径,或者产生喷溅。
[0154]
附图标记说明
[0155]
11、12、13...金属板;14...电极;15...间隔件;16...已焊接点。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。