1.本发明涉及一种窄翻边零件的原料级进冲裁模具。
背景技术:
2.翻边零件的原料料板一般采用模具冲裁加工而成,但是这种原料料板在翻边冲压加工时,一旦翻折部宽度较窄且翻折线为曲线时,翻边处拉延段边缘极易开裂,轻则需要人工打磨修补,重则零件报废;且人工打磨费时费力,成品较高。目前,常常采用激光切割落料来避免这种问题,但是激光切割料边不稳定且价格昂贵。
技术实现要素:
3.本发明所要解决的技术问题是:提供一种使得后续加工成品率高的窄翻边零件的原料级进冲裁模具。
4.为解决上述技术问题,本发明所采用的技术方案为:窄翻边零件的原料级进冲裁模具,包括上模座和下模座,上模座上设有上成型模,下模座上设有下成型模,上成型模与下成型模间设有八个加工工位,下成型模两侧分别设有导向柱;
5.下成型模上在第一工位处设有对应于工件侧面需向下翻边且下边沿为翻边时拉延部分的区域的向上凸起的预冲冲头,上成型模上设有相配合的预冲模钮;上成型模上在第一工位处设有定位冲头,下成型模上设有相配合的工件定位孔模钮,上成型模上在后续各个工位处分别设有对应于工件定位孔的导正销,下成型模上在后续各个工位处分别设有对应于导正销的避让孔;
6.上成型模上在第二工位处设有对应于工件内侧边沿冲孔刀块,下成型模上在第二工位处设有对应于工件内侧边沿冲孔刃口;
7.上成型模上在第三工位处设有冲切左右两个工件中部连接区域的第一中部裁切刀块和第二中部裁切刀块,上成型模上在第三工位处设有相配合的第一中部下刀块和第二中部下刀块;上成型模上在第三工位处设有冲切左右两个工件边沿的侧边上刀块,下成型模上设有与侧边刀块相配合的侧边下刀块;
8.上成型模上在第六工位处设有压整左右两个工件边沿的外侧倒边上刀块,下成型模上设有相配合的外侧倒边下刀块;
9.上成型模上在第八工位处设有切断相邻工位工件间连接区域的第三中部裁切刀块,下成型模上在第八工位处设有相配合的第三中部下刀块;上成型模上在第八工位处还设有切断左右工件中部连接区域的第四中部裁切刀块,下成型模上在第八工位处设有相配合的第四中部下刀块。
10.作为一种优选的方案,所述第四中部裁切刀块左右两侧上设有不对称布置的左右件标记凹槽部,所述第四中部下刀块上设有相配合的凸起部。
11.作为一种优选的方案,所述上成型模上设有侧导正销冲头,所述下成型模上设有相配合的侧导正销模钮。
12.作为一种优选的方案,所述下模座上在对应与料板两侧处设有若干对截面呈倒l形的导向块,所述上模座上设有容置导向块端部的容置槽。
13.作为一种优选的方案,所述下模座上在下成型模的进料侧并列设有两个沿送料方向设置的托承物料的引料条,引料条的端部设有倾斜的进料斜面。
14.本发明的有益效果是:由于下成型模上在第一工位处设有对应于工件侧面需向下翻边且下边沿为翻边时拉延部分的区域的向上凸起的预冲冲头,上成型模上设有相配合的预冲模钮;该工序先提前从下面冲出一个缺口,使得翻边处易开裂的板材边沿在预冲模钮刃口的作用下为光亮切断面而非撕裂面,从而保证在后序成型翻边过程中不会发生开裂现象,提高成品率。
15.由于第四中部裁切刀块左右两侧上设有不对称布置的左右件标记凹槽部,所述第四中部下刀块上设有相配合的凸起部,可以通过视觉快速准确地区分左右件,防止后续加工中左右件混淆导致工件报废。
16.由于所述上成型模上设有侧导正销冲头,所述下成型模上设有相配合的侧导正销模钮,进一步保证落料加工的精准度。
17.由于所述下模座上在对应与料板两侧处设有若干对截面呈倒l形的导向块,所述上模座上设有容置导向块端部的容置槽,确保料板在送料过程中不发生偏移。
18.由于所述下模座上在下成型模的进料侧并列设有两个沿送料方向设置的托承物料的引料条,引料条的端部设有倾斜的进料斜面,使得进料更为顺畅。
附图说明
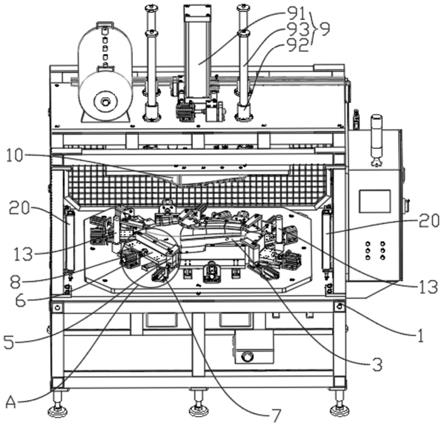
19.图1是本发明的下模结构示意图。
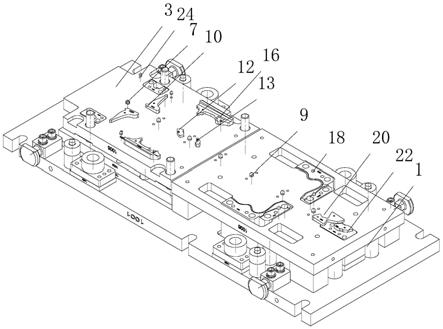
20.图2是本发明的上模结构示意图。
21.图1至图2中:1上模座,2下模座,3上成型模,4下成型模,5导向柱;
22.6预冲冲头,7定位冲头,8工件定位孔模钮,9导正销,10冲孔刀块,11 冲孔刃口;
23.12第一中部裁切刀块,13第二中部裁切刀块,14第一中部下刀块,15第二中部下刀块,16侧边上刀块,17侧边下刀块;18外侧倒边上刀块,19外侧倒边下刀块;
24.20第三中部裁切刀块,21第三中部下刀块;22第四中部裁切刀块,23第四中部下刀块;24侧导正销冲头,25侧导正销模钮,26导向块,27引料条。
具体实施方式
25.下面结合附图,详细描述本发明的具体实施方案。
26.如图1-2所示,窄翻边零件的原料级进冲裁模具,包括上模座1和下模座2,上模座1上设有上成型模3,下模座2上设有下成型模4,上成型模3与下成型模4间设有八个加工工位,下成型模4两侧分别设有导向柱5;
27.下成型模4上在第一工位处设有对应于工件侧面需向下翻边且下边沿为翻边时拉延部分的区域的向上凸起的预冲冲头6,上成型模3上设有相配合的预冲模钮;上成型模3上在第一工位处设有定位冲头7,下成型模4上设有相配合的工件定位孔模钮8,上成型模3上在后续各个工位处分别设有对应于工件定位孔的导正销9,下成型模4上在后续各个工位处分别设有对应于导正销9的避让孔;
28.上成型模3上在第二工位处设有对应于工件内侧边沿冲孔刀块10,下成型模4上在第二工位处设有对应于工件内侧边沿冲孔刃口11;
29.上成型模3上在第三工位处设有冲切左右两个工件中部连接区域的第一中部裁切刀块12和第二中部裁切刀块13,上成型模3上在第三工位处设有相配合的第一中部下刀块14和第二中部下刀块15;上成型模3上在第三工位处设有冲切左右两个工件边沿的侧边上刀块16,下成型模4上设有与侧边刀块相配合的侧边下刀块17;
30.上成型模3上在第六工位处设有压整左右两个工件边沿的外侧倒边上刀块 18,下成型模4上设有相配合的外侧倒边下刀块19;
31.上成型模3上在第八工位处设有切断相邻工位工件间连接区域的第三中部裁切刀块20,下成型模4上在第八工位处设有相配合的第三中部下刀块21;上成型模3上在第八工位处还设有切断左右工件中部连接区域的第四中部裁切刀块22,下成型模4上在第八工位处设有相配合的第四中部下刀块23。
32.所述第四中部裁切刀块22左右两侧上设有不对称布置的左右件标记凹槽部,所述第四中部下刀块23上设有相配合的凸起部。
33.所述上成型模3上设有侧导正销冲头24,所述下成型模4上设有相配合的侧导正销模钮25。所述下模座2上在对应与料板两侧处设有若干对截面呈倒l 形的导向块26,所述上模座1上设有容置导向块26端部的容置槽。
34.所述下模座2上在下成型模4的进料侧并列设有两个沿送料方向设置的托承物料的引料条27,引料条27的端部设有倾斜的进料斜面。
35.上述的实施例仅例示性说明本发明创造的原理及其功效,以及部分运用的实施例,而非用于限制本发明;应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。