1.本发明涉及激光焊接加工技术领域,具体涉及一种短脉冲激光辅助的连续激光焊接加工装置及加工方法。
背景技术:
2.近年来,随着激光器技术的更新迭代,国内激光器公司的兴起,激光焊接工艺已成为可以提高金属焊接质量和效率的有效途径。但对于高反光金属材料焊接方面的发展仍在不断探索。传统焊接方法多采用电弧焊、氩弧焊等方法,但现今激光器国产化的逐步稳定性,使高反材料或易氧化材料在激光焊接应用中普及成为可能,但对于纯铜等高反材料,其表面的高反射率在运动出光过程中容易反向聚焦于镜片或激光器上,对镜片和激光器造成损坏。铝合金等易氧化材料表面生成的氧化膜对焊接质量有很大的影响。
技术实现要素:
3.发明目的:本发明目的在于针对现有技术的不足,提供一种对焊接区域的高反区域或者氧化区域在脉冲激光的聚焦作用下气化去除,达到优化激光焊接质量的短脉冲激光辅助的连续激光焊接加工装置。
4.技术方案:本发明的一种短脉冲激光辅助的连续激光焊接加工装置,包括工作框架上设置有定位移动模组和加工移动模组,加工移动模组上设置有焊接头定位模组和脉冲激光定位模组,焊接头定位模组上设置有激光焊接头,激光焊接头发射加工激光作用于加工工件表面;脉冲激光定位模组上设置有脉冲激光聚焦头,脉冲激光聚焦头发射脉冲激光作用于加工工件表面,加工激光和脉冲激光聚焦于同一点上,聚焦于同一点上可以有效的在激光焊接过程中防止高反材料过多的能量被发射出去,提高高反材料的吸收率,避免了激光焊接高反材料过程中反射对激光器的损伤。
5.定位移动模组的移动实现加工工件的加工起始点定位,焊接头定位模块和脉冲激光定位模块通过螺栓安装在加工移动模组上,随加工移动模组做直线运动,加工移动模组使用伺服电机实现运动功能;激光焊接头通过连续激光器连接块安装在加工焊接头定位模块上,用于定位激光焊接加工的焦点平面位置;脉冲激光聚焦头通过脉冲激光器连接块安装在脉冲激光定位模块上,用于定位脉冲的焦点平面位置。
6.进一步地,焊接头定位模组与激光焊接头之间设置有激光器连接块,连续激光器连接块可以对激光焊接头进行偏转加工。
7.进一步地,脉冲激光定位模组与脉冲激光聚焦头之间设置有脉冲激光器连接块。脉冲激光器连接块可以对脉冲激光聚焦头进行偏转加工。
8.进一步地,定位移动模组上设置有加工平台,加工平台上设置有工装夹具,工装夹具上夹装有加工工件。
9.一种短脉冲激光辅助的连续激光焊接加工装置的加工方法,包括如下步骤:
10.步骤1、安装待加工工件;
11.步骤2、通过工装夹具压紧待加工工件;
12.步骤3、在工控机上,根据工艺要求设计焊接加工轨迹,包括移动模组运动速度、加速度;设置短脉冲激光参数,包括激光功率、脉冲宽度、脉冲占空比;设置连续激光参数,包括激光功率、占空比;
13.步骤4、通过定位移动模组的运动定位至加工起始点;
14.步骤5、开启加工,通过设置好的轨迹与参数进行激光焊接加工。
15.步骤6、加工结束,完成加工工序。
16.进一步地,所述步骤5中的激光焊接加工具体为:加工激光和脉冲激光同时对加工工件进行加工处理。
17.本发明的工作原理为:短脉冲激光以高脉冲能量、聚焦方向性可以瞬间气化指定加工表面的材料,形成等离子体,可以改变高反材料表面形态,降低材料反射率,同时增加高功率连续光纤激光的吸收率,使高反材料的连续激光焊接成为可能。同理对于氧化铝等材料影响连续激光焊接质量的氧化皮表面同样可以对焊接区域的氧化区域在脉冲激光的聚焦作用下气化去除,达到优化激光焊接质量的效果。
18.有益效果:(1)本发明采用短脉冲激光辅助,在激光加工之前预处理加工工件表面,改变高反材料表面形态,降低材料反射率或者改变氧化皮表面,使得氧化区域在脉冲激光的聚焦作用下气化去除,优化激光焊接质量;(2)本发明将激光焊接头和脉冲激光聚焦头同时设置在加工移动模组上,结构紧凑,可操作性高;(3)本发明先激光清洗预处理,再激光焊接加工,即在激光焊接前可以去除加工工件的表面氧化层和表面油脂灰尘等杂质,提高焊接表面的加工质量,提升焊接强度,减少焊接过程的杂质气孔等缺陷的产生;(4)本发明中加工激光和脉冲激光聚焦于同一点上,由于脉冲激光的高单脉冲能量与连续激光的高能量密度叠加,可以增加高反材料对激光的吸收率,克服了高反材料对连续激光的反射效应。
附图说明
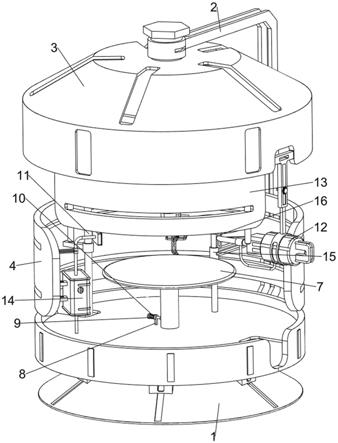
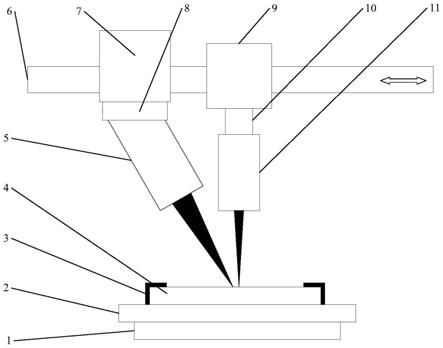
19.图1是本发明的结构示意图。
具体实施方式
20.下面通过附图对本发明技术方案进行详细说明,但是本发明的保护范围不局限于所述实施例。
21.实施例1
22.如图1所示的一种短脉冲激光辅助的连续激光焊接加工装置,包括工作框架上设置有定位移动模组1和加工移动模组6,加工移动模组6上设置有焊接头定位模组7和脉冲激光定位模组9,焊接头定位模组7上设置有激光焊接头5,激光焊接头5发射加工激光作用于加工工件4表面;脉冲激光定位模组9上设置有脉冲激光聚焦头11,脉冲激光聚焦头11发射脉冲激光作用于加工工件4表面,加工激光和脉冲激光聚焦于同一点上。定位移动模组1的移动实现加工工件4的加工起始点定位,所述焊接头定位模块7和脉冲激光定位模块9通过螺栓安装在加工移动模组6上,随加工移动模组6做直线运动,加工移动模组使用伺服电机实现运动功能;激光焊接头5通过连续激光器连接块8安装在加工焊接头定位模块7上,用于定位激光焊接加工的焦点平面位置;脉冲激光聚焦头11通过脉冲激光器连接块10安装在脉
冲激光定位模块9上,用于定位脉冲的焦点平面位置。
23.焊接头定位模组7与激光焊接头5之间设置有激光器连接块8,连续激光器连接块8可以对激光焊接头5进行偏转加工。脉冲激光定位模组9与脉冲激光聚焦头11之间设置有脉冲激光器连接块10。脉冲激光器连接块10可以对脉冲激光聚焦头11进行偏转加工。定位移动模组1上设置有加工平台2,加工平台2上设置有工装夹具3,工装夹具3上夹装有加工工件4。
24.实施例2
25.一种短脉冲激光辅助的连续激光焊接加工装置的加工方法,包括如下步骤:
26.步骤1、安装待加工工件;
27.步骤2、通过工装夹具压紧待加工工件;
28.步骤3、在工控机上,根据工艺要求设计焊接加工轨迹,包括移动模组运动速度、加速度;设置短脉冲激光参数,包括激光功率、脉冲宽度、脉冲占空比;设置连续激光参数,包括激光功率、占空比;
29.步骤4、通过定位移动模组的运动定位至加工起始点;
30.步骤5、开启加工,通过设置好的轨迹与参数进行激光焊接加工。
31.步骤6、加工结束,完成加工工序。
32.步骤5中的激光焊接加工具体为:加工激光和脉冲激光同时对加工工件进行加工处理。
33.本发明在焊接前预处理时,会酒精擦拭待焊接工件表面;产生的杂质会有集尘装置同时收集,不会影响后续焊接过程。本实施例中可以选用黄铜材料作为代加工共计,由于黄铜属于高反材料,以1.5mm厚黄铜材料对接焊为例,其连续激光工艺参数可以设定为,连续激光参数:激光功率1500w、焊接速度3m/min、离焦量-3mm、入射角度60
°
、保护气体流量18-20l/min;脉冲激光参数:激光功率150w、脉冲频率30khz、脉宽33ns、入射角度90
°
。
34.如上所述,尽管参照特定的优选实施例已经表示和表述了本发明,但其不得解释为对本发明自身的限制。在不脱离所附权利要求定义的本发明的精神和范围前提下,可对其在形式上和细节上作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。