1.本发明涉及金属板材激光弯曲成形领域,尤其涉及一种微细波纹 板激光弯曲成形装置及方法。
背景技术:
2.通常的波纹板的制作由于涉及到弯曲工艺,通常借助定制模具压 制成形。但是设计和制造模具的成本较高且生产周期过长,特别是一 些生产批量较小且形状复杂的零件,成形的经济成本过高而且也难以 确保成形质量。激光弯曲成形技术是一种无模弯曲成形技术,因为当 扫描速度快时,其在温度梯度起主导的作用的情况下会发生面向激光 束的正向弯曲的特点,并且通过该技术生产周期短、制造成本低且弯 曲成形后板件质量高的特点,该技术自20世纪80年代起就引起了国 内外众多学者的注意。此外,振镜式激光加工系统因为其光斑直径小, 扫描速度快和工作距离大的特点,使得温度梯度对于弯曲成形的弯曲 更明显。由于激光弯曲成形过程中会出现“边缘效应”的现象,即激 光束在加热路径上温度及板内约束的非均匀化分布,使得单道扫描后 的金属表面的弯曲角在板件中部大,板件两边小。
技术实现要素:
3.为克服上述问题,本发明提供一种微细波纹板激光弯曲成形装置 及方法。
4.本发明采用的技术方案是:一种微细波纹板激光弯曲成形装置, 包括工作台,工作台上设有二维移动台,二维移动台上通过紧固螺栓 连接有机床分度头基座;机床分度头基座顶部水平穿设有主轴,主轴 的左端伸出机床分度头基座外并与转动手柄相连,主轴的右端延伸出 机床分度头基座外的外壁上连接有外分度盘,外分度盘能随主轴转动; 主轴的右端头通过连接装置与三爪卡盘相连;内分度盘为半圆环状, 外分度盘为圆环状,内分度盘、外分度盘上沿周向均布有若干定位孔;
5.所述三爪卡盘内夹持有平板夹具,平板夹具包括平板上夹具和平 板下夹具,平板上夹具和平板下夹具的夹持面为平面;平板上夹具和 平板下夹具之间夹持有待加工金属板,待加工金属板的正上方设有振 镜式激光加工系统中的场镜,平板上夹具和平板下夹具通过第一销和 第二销固定连接;
6.还包括水平仪,水平仪设置在平板夹具上,水平仪用于检测平板 上夹具和平板下夹具的夹持面是否平行于水平面;当所述夹持面平行 于水平面时,即待加工金属板处于水平状态时,内分度盘、外分度盘 上的相对应的定位孔内设有插销,通过插销固定主轴与机床分度头基 座的相对位置。优选地,所述二维移动台包括x轴位移台和y轴位移 台,x轴位移台和y轴位移台水平设置,且均为千分尺位移台。
7.本发明的第二个方面提供一种微细波纹板激光弯曲成形装置的 加工方法,包括以下步骤:
8.步骤1,将金属板去应力回火后,裁剪成预设尺寸大小的待加工 金属板,将待加工
金属板清理干净并用砂纸打磨去除表面氧化膜,预 留装夹距离l0;
9.步骤2,在待加工金属板长度为l-l0的距离内,即待加工金属板 的加工区域内;沿长度方向等距离划好沿宽度方向延伸的正面扫描路 径和反面扫描路径,正面扫描路径位于待加工金属板的正面,反面扫 描路径位于待加工金属板的反面,正面扫描路径和反面扫描路径交错 设置,对正面扫描路径和反面扫描路径按照正反面依次排序;在正面 扫描路径和反面扫描路径的两端涂覆炭黑涂层,两端涂覆炭黑涂层的 涂覆长度相等,涂覆长度为待加工金属板宽度的1/4~1/3,得到处理 好并规划好扫描路径和炭黑涂层的金属板;
10.步骤3,将处理好并规划好扫描路径和炭黑涂层的金属板装夹到 平板夹具上调整好手柄,使金属板处于水平状态;按照所需的金属板 弯曲角度调整激光器的加工参数,所述加工参数包括激光器功率、扫 描速度、扫描次数,激光器按照步骤2中正面扫描路径和反面扫描路 径的排序依次进行扫描;
11.步骤4,激光器单道扫描路径扫描结束后,待金属板冷却至室温 时,通过手柄对金属板翻面,控制二维移动台继续进行下一次扫描, 激光器在每次扫描时保持同一个扫描方向;
12.步骤5,全部扫描结束后,取下加工好的金属板并将提前预留的 l0长度的未加工区域切除。
13.优选地,所述步骤4中,激光器单道扫描路径扫描结束后,测量 所述金属板的弯曲方向上各个位置的弯曲角度大小,并与预设的弯曲 角度进行比较,优化所述加工参数。
14.优选地,所述待加工的金属板宽度小于等于平板夹具的宽度,或 不超过平板夹具宽度的30%~50%,待加工的金属板长度在金属板的 可弯曲范围内;待加工的金属板的加工区域的长宽比的范围在1~2内。
15.本发明的有益效果是:工艺简单,无需模具即可实现中小尺寸的 等间距微细波纹板的精确成形,并且减少金属板在激光器正反扫描时 来回的装夹次数。对金属板简单的预处理可以尽可能降低激光弯曲成 形时的“边缘效应”,能够实现一定的经济和社会效益。
附图说明
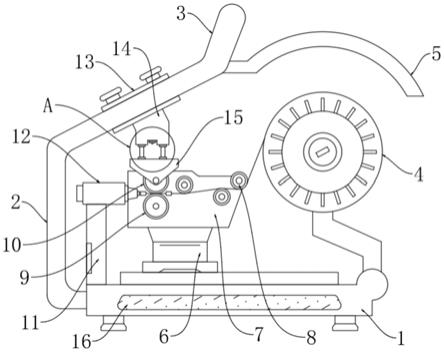
16.图1是振镜式激光弯曲成形微细波纹板的装置的整体结构示意 图;
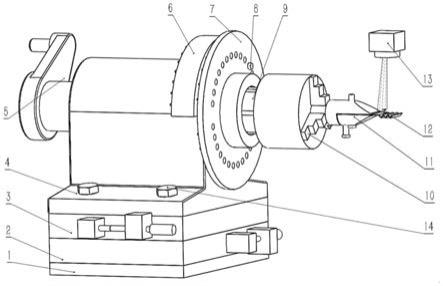
17.图2是振镜式激光弯曲成形微细波纹板内外分度盘和与内外分 度盘相连的插销的局部结构示意图;
18.图3是平板夹具的局部结构示意图;
19.图4是金属板正面(装夹朝上的一侧)的扫描路径与炭黑层涂覆 位置示意图;
20.图5是金属板反面(装夹朝下的一侧)的扫描路径与炭黑层涂覆 位置示意图。
具体实施方式
21.下面将结合附图对本发明专利的技术方案进行清楚、完整地描述, 显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。 基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动 前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.在本发明的描述中,需要说明的是,如出现术语“中心”、“上”、
ꢀ“
下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或 位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发 明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的 方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。 此外,如出现术语“第一”、“第二”、“第三”仅用于描述目的,而不 能理解为指示或暗示相对重要性。
23.在本发明的描述中,需要说明的是,除非另有明确的规定和限定, 如出现术语“安装”、“相连”、“连接”应做广义理解,例如,可以是 固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接, 也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连, 可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以 具体情况理解上述术语在本发明中的具体含义。
24.参照附图,一种微细波纹板激光弯曲成形装置,包括工作台1, 工作台1上设有二维移动台,所述二维移动台包括x轴位移台3和y 轴位移台2,x轴位移台3和y轴位移台2水平设置,且均为千分尺 位移台,通过手动旋转千分尺来驱动位移台移动。
25.二维移动台上通过紧固螺栓14连接有机床分度头基座4;机床 分度头基座4顶部水平穿设有主轴,主轴的左端伸出机床分度头基座 4外与转动手柄5相连,主轴的右端延伸出机床分度头基座4外的外 壁上连接有外分度盘7,外分度盘7能随主轴转动;主轴的右端头通 过连接装置9与三爪卡盘10相连;内分度盘6为半圆环状,外分度 盘7为圆环状,内分度盘6、外分度盘7上沿周向均布有若干定位孔;
26.所述三爪卡盘10内夹持有平板夹具11,平板夹具11包括平板 上夹具1102和平板下夹具1101,平板上夹具1102和平板下夹具1101 的夹持面为平面;平板上夹具1102和平板下夹具1101之间夹持有待 加工金属板12,待加工金属板12的正上方设有振镜式激光加工系统 中的场镜13,平板上夹具1102和平板下夹具1101通过第一销1103 和第二销1104固定连接。
27.还包括水平仪,水平仪设置在平板夹具11上,水平仪用于检测 平板上夹具1102和平板下夹具1101的夹持面是否平行于水平面;当 所述夹持面平行于水平面时,即待加工金属板12处于水平状态时, 内分度盘6、外分度盘7上的相对应的定位孔内设有插销8,通过插 销8固定主轴与机床分度头基座4的相对位置。此外,在激光弯曲成 形制造波纹板前可采用水平仪进行预校准,确定内外分度盘的正反水 平额插销8卡位,实现平板夹具11一次校准多次使用。
28.本发明第二实施例提供的激光弯曲成形制造波纹板的方法包括 如下几个步骤:本实施例中,待加工板件12为30
×
30
×
0.5mm(长
×ꢀ
宽
×
厚)的304不锈钢薄板。
29.[步骤1]将待加工的金属板裁剪,并对正反表面进行洁净、 干燥和打磨除氧化层等预处理,预留10mm的装夹距离l0。
[0030]
[步骤2]按图4和图5所示的方式等距离划好沿金属板宽度 方向的正反扫描路径,同类型虚线为该面上的实际扫描路径,正 反面交错设置。并在扫描路径两端约为板宽1/4~1/3的长度方面 涂覆炭黑涂层(金属板正反面交替涂覆),两侧的涂覆长度均相等, 约为板宽的1/4~1/3,以避免出现“边界效应”,提高板材成形质 量。同时保证金属板的宽度应小于夹具宽度,并且长度应在薄板 可弯曲的范围内,板件加工区域的长宽比应保持在1~2内,以保 证金属板可被弯曲;图中箭头方向为激光束扫描方向,扫描线旁 的数字为激光束的扫描次序。
[0031]
[步骤3]将处理好并规划好路径和炭黑涂层的金属板件装夹 到平板夹具11上调整好手柄5,使金属板处于水平状态,开始加 工。扫描长度为30mm,金属板的弯曲角度按需调整激光器的相 关参数(包括激光器功率、扫描速度、扫描次数)进行设置,使 每次激光器工作后金属板的成形角度保持一致;例如设置激光器 功率为250w,扫描速度为50mm/s,光斑直径为0.125mm。
[0032]
[步骤4]激光器单道扫描结束后,使金属板冷却至室温时方 可通过手柄翻转波纹板(即待加工金属板)同时控制x和y方向 上的移动平台在反面继续扫描,且工作时,所述激光器工作在不 同路径时始终保持在是一个扫描方向。优选地,在每道扫描结束 后,测量所述金属板的弯曲方向上各个位置的弯曲角度大小,并 与理想的弯曲角度进行比较,进一步优化所述加工参数。
[0033]
[步骤5]全部扫描结束后,取下加工好的波纹板并将提前预 留的l0长度的未加工区域切除。
[0034]
综上所述,根据激光弯曲成形中待加工的金属板件出现的“边缘 效应”的表现特点,本发明第二实施例提供的在待加工板件扫描路径 两端涂覆炭黑层可以减小金属板各位置激光弯曲的角度的不均现象, 从而避免出现“边缘效应”,进而提高板材成形质量。
[0035]
本说明书实施例所述的内容仅仅是对发明构思的实现形式的列 举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式, 本发明的保护范围也及于本领域技术人员根据本发明构思所能够想 到的等同技术手段。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。