1.本发明属于低合金结构钢生产技术领域,特别是涉及一种高强韧桥梁结构钢板的生产方法。
背景技术:
2.近年来,桥梁钢结构不断向大跨度、重载荷、轻量化、绿色化、全焊节点、高安全性的方向快速发展,为此要求桥梁结构钢的工程应用从q345q、q370q、q420q逐渐向强度级别更高的q500q甚至q690q提升。然而随着强度级别的提高,桥梁结构钢不仅需要添加更多的ni、mo等贵重合金,增加桥梁建设成本,而且将影响钢板的屈强比、可焊性、抗断裂性、耐疲劳性等性能的控制难度。
3.中国专利cn103352167a采用控轧控冷工艺和回火热处理工艺,生产的q500q钢板具有高强韧性的同时,屈强比能够控制在0.80以下,但其添加了至少0.30%ni、0.15%mo、0.20%cu等合金元素,合金成本高;中国专利cn103233169a采用低温大压下工艺,可控制钢板的晶粒度在9.5级以上,尽管该钢板采用了较低的合金元素同时具有良好的强韧性,但其屈强比较高;中国专利cn104711490a采用无mo成分设计,通过两阶段控制轧制及轧后超快冷的工艺,实现了桥梁钢高强韧和低屈强比的匹配,但该方法生产的钢板残余应力高,且碳当量较高,焊接性能差。此外,对提高钢的断裂韧性和疲劳性能的研究大多关注于钢的成分设计、夹杂物的控制、晶粒的细化、组织的均匀性等,如中国专利cn109112392a等,而对残余应力分布影响q500q高强韧桥梁结构钢板的断裂韧性和疲劳性能的研究极少涉及。
技术实现要素:
4.本发明的目的在于提供一种高强韧桥梁结构钢板的生产方法,该方法采用低碳成分设计,不添加合金元素ni和mo,通过热机械控制轧制、多段式控制冷却、回火热处理等工艺,生产出屈服强度q500q级别的桥梁结构钢板,其屈服强度≥500mpa、抗拉强度≥630mpa、屈强比≤0.85、延伸率≥18%、-40℃冲击功≥120j、无塑性转变温度ndt≤-70℃、-40℃裂纹尖端张开位移ctod≥0.50mm、条件疲劳极限≥500mpa,同时可实现不预热焊接。
5.本发明的技术方案:一种高强韧桥梁结构钢板的生产方法,钢的化学成分重量百分比为c=0.03%~0.08%,si=0.30%~0.50%,mn=1.50%~2.00%,p≤0.015%,s≤0.005%,al=0.02%~0.05%,ti=0.008%~0.030%,nb=0.03%~0.08%,cr=0.30%~0.50%,cu≤0.20%,余量为fe和不可避免的杂质元素;关键工艺步骤包括:(1)加热:连铸坯堆冷至室温后冷装加热,控制均热温度为1220~1250℃,均热时间≥30min;(2)轧制:采用两阶段控制轧制,控制粗轧结束温度960~1050℃,精轧开轧温度≤920℃,精轧终轧温度为750~780℃,精轧累积压下率≥80%;(3)热矫直:终轧后进行热矫直,矫直速度为0.4~0.6m/s,矫直入口辊缝为h-2.0~
h-4.0,出口辊缝为h~h-0.5,其中h为钢板厚度;(4)冷却:矫直后进行加速冷却,首先以8~12℃/s的冷速冷却至500~600℃,然后将钢板重新返回至水冷设备入口前,进行第二次水冷,控制两次水冷间隔时间60~90s,冷却方式为空冷,之后以8~12℃/s的冷速将钢板冷却至250℃以下;(5)热处理:钢板经冷矫直后进行回火热处理,控制回火温度为450~550℃,回火后采用风冷方式冷却至250℃以下再空冷至室温,控制风冷冷速≥0.5℃/s。
6.本发明采用连铸坯堆冷可去除钢中的氢含量,即使后续钢板快速冷却也可使钢中的氢含量保持在较低水平;采用高温加热,保证连铸坯可吸收足够的热量,从而提高钢的抗拉强度,这有利于降低钢的屈强比;采用低碳并添加较多si、cr等铁素体形成元素,以及采用低温终轧并控制热矫直速度使有一段时间空冷,同时采用较大变形热矫直,从而促使软相多边形铁素体的生成。本发明因至少加入0.03%的nb,所以采用两阶段控制轧制以防止混晶。本发明采用多段冷却方式,首先是热矫直过程的空冷,然后加速冷却至中温区域空冷一段时间发生高温贝氏体相变,再将钢板重新返回至水冷设备入口前进行第二次加速冷却至室温,发生低温贝氏体和马氏体相变,并通过回火热处理改变渗碳体的形态和分布,从而获得多相和多尺寸单元的组织,有利于钢板强韧性、屈强比等性能的匹配。本发明回火后采用比空冷冷速更大的冷却方式冷却至较低温度,该过程钢板的表面冷却速度较大,使表面的收缩速度大于中心的收缩速度,表面受中心的限制而呈受拉状态,中心受表面的限制而呈受压状态,随着冷却的继续进行,表面与中心的温度逐渐趋于一致,中心的冷却速度将逐渐超过表面的冷却速度,使得中心的受力状态由受压逐步向受拉变化,表面的受力状态由受拉逐步向受压变化,最终呈现出外压内拉的残余应力分布。这种由于加速冷却而使表面产生更大的压应力状态有利于钢的抗断裂性和耐疲劳性的提高。
7.本发明的有益效果:本发明所述q500q高强韧桥梁结构钢不用添加贵重金属mo和ni,有效降低了合金成本,节约了社会资源;并且生产出的钢板具有良好的强韧性和低屈强比,以及较高的抗断裂性和耐疲劳性,能较好地满足高等级公路、铁路桥梁构件的安全可靠性要求,同时具有较低的焊接裂纹敏感性指数,能实现不预热焊接,从而可改善焊接劳动条件、提高效率、降低能耗等,利于该高强韧桥梁结构钢的工程应用和推广。
附图说明
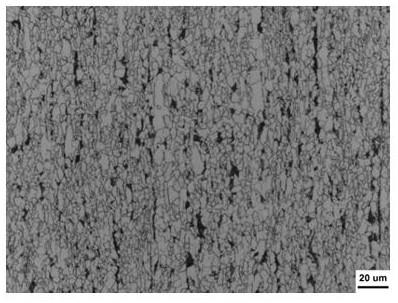
8.图1为本发明实施例1钢板的典型金相组织照片。
具体实施方式
9.以下通过实施例对本发明作进一步的说明。
10.实施例1:钢板厚度为32mm钢板的生产方法钢的化学成分及重量百分比为c=0.05%,si=0.40%,mn=1.65%,p=0.010%,s=0.002%,al=0.035%,ti=0.016%,nb=0.045%,cr=0.42%,cu=0.12%,余量为fe和不可避免的杂质元素;其关键工艺步骤包括:(1)加热:连铸坯堆冷至室温后冷装加热,均热温度为1230℃,均热时间为45min;(2)轧制:采用两阶段控制轧制,粗轧结束温度为1000℃,精轧开轧温度为900℃,精轧终轧温度为760℃,精轧累积压下率为95.1%;
(3)热矫直:终轧后进行热矫直,矫直速度为0.5m/s,矫直入口辊缝为29.2mm,出口辊缝为31.8mm;(4)冷却:矫直后进行加速冷却,首先以约10℃/s的冷速冷却至550℃,然后将钢板重新返回至水冷设备入口前,进行第二次水冷,控制两次水冷间隔时间空冷75s,之后再以约10℃/s的冷速将钢板冷却至220℃左右;(5)热处理:钢板经冷矫直后进行回火热处理,回火温度为500℃,回火后采用风冷方式冷却至220℃左右,风冷冷速约为1.0℃/s,然后空冷至室温。
11.对实施例1钢板取样进行金相组织观察,其微观组织为多边形铁素体 粒状贝氏体 板条贝氏体 回火马氏体 退火珠光体的混合组织,晶粒细小均匀,如图1所示。
12.对实施例1钢板进行拉伸、冲击、ndt和ctod性能测试试验,结果如表1所示。
13.实施例2:钢板厚度为20mm钢板的生产方法钢的化学成分及重量百分比为:c=0.05%,si=0.45%,mn=1.60%,p=0.008%,s=0.003%,al=0.046%,ti=0.012%,nb=0.035%,cr=0.40%,余量为fe和不可避免的杂质元素;其关键工艺步骤包括:(1)加热:连铸坯堆冷至室温后冷装加热,均热温度为1240℃,均热时间为32min;(2)轧制:采用两阶段控制轧制,粗轧结束温度为980℃,精轧开轧温度为915℃,精轧终轧温度为765℃,精轧累积压下率为112.3%;(3)热矫直:终轧后进行热矫直,矫直速度为0.5m/s,矫直入口辊缝为16.8mm,出口辊缝为19.6mm;(4)冷却:矫直后进行加速冷却,首先以约10℃/s的冷速冷却至580℃,然后将钢板重新返回至水冷设备入口前,进行第二次水冷,控制两次水冷间隔时间空冷65s,之后再以约10℃/s的冷速将钢板冷却至200℃左右;(5)热处理:钢板经冷矫直后进行回火热处理,回火温度为500℃,回火后采用风冷方式冷却至200℃左右,风冷冷速约为1.5℃/s,然后空冷至室温。
14.对实施例2钢板进行拉伸、冲击、ndt和ctod性能测试试验,结果如表1所示。
15.实施例3:钢板厚度为50mm钢板的生产方法钢的化学成分及重量百分比为:c=0.07%,si=0.35%,mn=1.72%,p=0.011%,s=0.002%,al=0.038%,ti=0.020%,nb=0.051%,cr=0.40%,cu=0.15%,余量为fe和不可避免的杂质元素;其关键工艺步骤包括:(1)加热:连铸坯堆冷至室温后冷装加热,均热温度为1240℃,均热时间为50min;(2)轧制:采用两阶段控制轧制,粗轧结束温度为1030℃,精轧开轧温度为880℃,精轧终轧温度为770℃,精轧累积压下率为73.8%;(3)热矫直:终轧后进行热矫直,矫直速度为0.5m/s,矫直入口辊缝为47.7mm,出口辊缝为49.9mm;(4)冷却:矫直后进行加速冷却,首先以约10℃/s的冷速冷却至520℃,然后将钢板重新返回至水冷设备入口前,进行第二次水冷,控制两次水冷间隔时间空冷85s,之后再以约10℃/s的冷速将钢板冷却至240℃左右;(5)热处理:钢板经冷矫直后进行回火热处理,回火温度为500℃,回火后采用风冷方式冷却至240℃左右,风冷冷速约为0.8℃/s,然后空冷至室温。
16.对实施例3钢板进行拉伸、冲击、ndt和ctod性能测试试验,结果如表1所示。
17.表1 实施例钢板的力学性能从表1力学性能检测结果表明,采用本发明方法生产的钢板具有良好的强韧性,强度有足够富余量,-40℃冲击功远大于120j的技术要求,同时满足不大于0.85的低屈强比要求,检测p2型无塑性转变温度ndt均在-70℃以下、-40℃裂纹尖端张开位移ctod在0.50mm以上,其具有较高的抗断裂性能。
18.对实施例1钢板1/4厚度处取样进行疲劳试验,试验按照gb/t 3075标准进行。加载波形为正弦波,加载形式为轴向加载,应力比r=0.1,频率为100~110hz。试验条件均为室温、大气环境。条件疲劳极限采用升降法测定,把经历107次循环仍未失效时的最大应力作为条件疲劳极限。试验结果测得的条件疲劳极限为550mpa。
19.对实施例1钢板取样进行斜y坡口焊接裂纹试验,试验按照gb 4675.1标准进行。试验采用不预热焊接,焊接参数为:直流反接,焊接电流280
±
10a、焊接电压28
±
1v、焊接速度5.2
±
1.0mm/s。试板焊接后经48小时自然冷却后,对试验焊缝表面进行渗透着色检查表面裂纹,然后将试验焊缝切成4片5个断面进行断面裂纹和根部裂纹检查。结果表明,表面、断面和根部均未发现有裂纹,表明本发明所述高强韧桥梁结构钢板可实现不预热焊接。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。