1.本发明属于金属复合材料技术领域,涉及一种碳化物金属基复合棒材及其制备方法。
背景技术:
2.传统金属材料越来越难以满足现代工业对新型结构材料所提出的更高要求,例如一些高温、高速、耐磨条件下需要同时获得高强度、高韧性和高耐磨性等的结构件,在这样的需求下,金属基复合材料应运而生,其可设计性和不同组元间的性能互补为应对这一挑战提供了可行的解决思路,甚金属基复合材料以其高强度、高韧性、低密度、耐腐蚀性能、耐磨损性能等优异性能被广泛应用于冶金、矿山、电力、机械等领域。
3.近年来,复合构型化金属基复合材料受到研究人员的关注,例如:cn204094303u公开了一种爆炸复合金属纤维增强钛铜复合棒,在芯部铜棒的周围紧密布置钨金属纤维,在经爆炸复合后,复合棒的比弹性模量、疲劳强度较复合前母材显著提高,获得钨金属纤维增强的高性能指标的钛铜复合棒。cn107336474a公开了一种金属纤维复合管材及其制备方法,所述金属纤维复合管材包括第一空心金属管材,设置在第一空心管材内的第二空心金属管材及位于第一空心金属管材和第二空心金属管材之间的纤维层。本发明的复合材料具有高的抗拉强度和低的密度,适合对抗拉强度要求较高且对重量要求较高的领域,如汽车等领域。cn112366024a公开了一种绞合型铝包复合芯导线,包括纤维增强复合材料芯、铝包覆层、硬铝层以及铝导线层,铝包覆层包覆在纤维增强复合材料芯外表面,硬铝层包覆在所有的纤维增强复合材料芯外部,铝导线层则包覆在硬铝层外部,纤维增强复合材料芯采用绞合型式,结构较为稳定,受力均匀,而所增加的铝包覆层,可以防止外界的介质例如水等对内部的纤维增强复合材料芯造成腐蚀,并且可以提高整体的抗拉强度。
4.但是现有的复合构型化金属基复合材料增强体结构单一,综合力学性能较差,增强效果不能满足综合性能要求较高的复合材料的制备,而且一般采用熔融纺丝法、切削法、单丝拉拔法、集束拉拔法等方法制备,工艺复杂。
技术实现要素:
5.本发明的一个目的是提供一种碳化物金属基复合棒材,解决现有金属基复合材料增强体结构单一,综合力学性能较差的问题。
6.本发明的另一个目的是提供一种碳化物金属基复合棒材的制备方法。
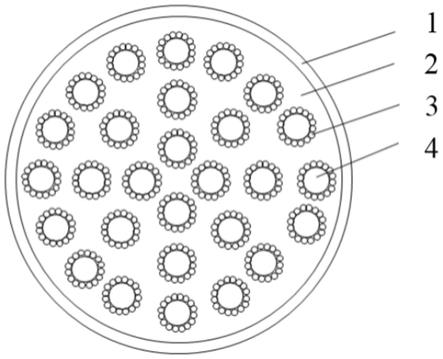
7.本发明所采用的第一技术方案是,一种碳化物金属基复合棒材,由内向外依次为金属基体和金属外层,金属基体内部均匀分布有多根金属丝,金属丝外侧布满碳化物颗粒,金属基体为铁基、镍基或钴基材料,金属丝为ta、nb、ti、v或mo丝,金属外层为低碳钢层或钛合金层。
8.金属外层为钛合金层时,金属外层与金属基体之间分布有tic层。
9.本发明所采用的第二技术方案是,一种碳化物金属基复合棒材的制备方法,包括
以下步骤:
10.步骤1,准备原材料
11.金属薄带:选择低碳钢薄带或钛合金薄带,通过超声波清洗及酸洗后备用;
12.混合粉末:选择碳钢粉、铁粉 石墨粉、镍粉 石墨粉或钴粉 石墨粉,经烘干后混合均匀备用;
13.金属纤维:选择ta、nb、ti、v或mo纤维,超声波清洗及酸洗后备用;
14.步骤2,将步骤1准备的金属薄带轧制为u型,然后将准备好的混合粉末和金属纤维置于金属薄带上,金属纤维均匀分布在混合粉末中,金属纤维与混合粉末中c的摩尔比为1:0.2~0.5;将金属薄带封装卷轧,得到外径为1.5mm~2.5mm的金属棒,将金属棒拉拔减径至直径为0.8mm~1.2mm;
15.步骤3,将步骤2制备的金属棒放在真空烧结炉中进行保温烧结,烧结温度为1100~1150℃,保温时间为30min~120min,然后随炉冷却至室温,即制得复合棒坯;
16.步骤4,对复合棒坯进行热处理,即获得碳化物金属基复合棒材。
17.步骤4中,对复合棒坯进行热处理时,若金属薄带为低碳钢薄带,先将复合棒坯在气氛保护管式炉中淬火30min~45min,淬火温度为850~900℃,然后淬油或淬水冷却至室温,再进行550~620℃回火,保温60min~120min,最后空冷或水冷至室温。
18.步骤4中,对复合棒坯进行热处理时,若金属薄带为钛合金薄带,先将复合棒坯在气氛保护管式炉中去应力退火40min~60min,退火温度为720~780℃,然后空冷至室温。
19.金属薄带的厚度为0.1
‑
0.5mm,宽度为8mm
‑
12mm。
20.金属纤维的直径为50μm~100μm。
21.混合粉末为铁粉 石墨粉、镍粉 石墨粉或钴粉 石墨粉时,金属粉末与石墨粉的质量比为10~20:1。
22.本发明的有益效果是,
23.(1)本发明制备的复合棒材内含微米级金属纤维和亚微米级碳化物颗粒,为原位制备多尺度纤维增强金属基复合材料提供了纤维增强体;本发明所涉及的金属纤维和石墨粉可通过原位反应生成碳化物陶瓷颗粒,利用这种方法制备出的复合材料具备颗粒尺寸细小,分布均匀,增强体与基体的界面干净无污染,结合紧密等特点,可有效改善颗粒增强金属基复合材料的润湿性、颗粒分布均匀性及界面反应等问题;
24.(2)本发明可对材料组分进行设计调整,制备出不同纤维或颗粒体积分数的复合增强体,以满足不同服役性能的需要;
25.(3)本发明所涉及的金属薄带通过轧制并进行拉拔减径形成毫米级金属棒,作为复合材料的增强体可与内含微米级金属纤维共同吸收、传递载荷,可有效改善复合材料的韧性。
附图说明
26.图1是本发明实施例1制备的tic
‑
h08a碳钢复合棒材的界面结构示意图;
27.图2是本发明实施例2制备的nbc
‑
tc4复合棒材的界面结构示图。
28.图中,1.金属外层,2.金属基体,3.碳化物颗粒,4.金属丝,5.tic层。
具体实施方式
29.下面结合附图和具体实施方式对本发明进行详细说明。
30.实施例1
31.制备一种tic
‑
h08a碳钢复合棒材,包括以下步骤:
32.步骤1,准备原材料
33.金属薄带:选择宽度为10mm,厚度为0.1mm的h08a碳钢薄带,通过超声波清洗及酸洗后备用;
34.混合粉末:称取铁粉1000g和石墨粉50g,过60目筛后烘干,混合均匀备用;
35.金属纤维:称取直径为50μm的ti纤维1000g,超声波清洗及酸洗后备用;
36.步骤2,将步骤1准备的金属薄带轧制为u型,然后将准备好的混合粉末和金属纤维置于金属薄带上,金属纤维均匀分布在混合粉末中,金属薄带上ti纤维与混合粉末中c的摩尔比为1:0.2;将金属薄带封装卷轧,得到外径为2mm的金属棒,将金属棒依次通过1.8mm、1.6mm、1.4mm、1.2mm、1.0mm的拉丝模,使其中包裹的金属丝分布均匀化及粉末混合物致密化,最后得到直径为1.0mm的金属棒;
37.步骤3,将步骤2制备的金属棒放在真空烧结炉中进行保温烧结,烧结温度为1100℃,保温时间为45min,然后随炉冷却至室温,即制得复合棒坯;
38.步骤4,对复合棒坯进行热处理,先将复合棒坯在气氛保护管式炉中淬火30min,淬火温度为880℃,然后淬油冷却至室温,再进行550℃回火,保温60min,最后空冷至室温,即获得tic
‑
h08a碳钢复合棒材。
39.对制备的tic
‑
h08a碳钢复合棒材进行纵向切割,其纵截面结构如图1所示,由内向外依次为金属基体2和金属外层1,金属基体2内部均匀分布有多根金属丝4,金属丝4外侧布满碳化物颗粒3,金属丝4为ti丝,碳化物颗粒为碳化钛,金属外层1为h08a碳钢层。
40.实施例2
41.制备一种nbc
‑
tc4复合棒材,包括以下步骤:
42.步骤1,准备原材料
43.金属薄带:选择宽度为12mm,厚度为0.2mm的tc4碳钢薄带,通过超声波清洗及酸洗后备用;
44.混合粉末:称取镍粉1000g和石墨粉67g,过80目筛后烘干,混合均匀备用,镍粉纯度为99.5%;
45.金属纤维:称取直径为75μm的nb纤维1300g,超声波清洗及酸洗后备用;
46.步骤2,将步骤1准备的金属薄带轧制为u型,然后将准备好的混合粉末和金属纤维置于金属薄带上,金属纤维均匀分布在混合粉末中,金属薄带上nb纤维与混合粉末中c的摩尔比为1:0.4;将金属薄带封装卷轧,得到外径为2.5mm的金属棒,将金属棒依次通过2.2mm、2.0mm、1.8mm、1.6mm、1.4mm、1.2mm的拉丝模,使其中包裹的金属丝分布均匀化及粉末混合物致密化,最后拉拔减径至直径为1.2mm;
47.步骤3,将步骤2制备的金属棒放在真空烧结炉中进行保温烧结,烧结温度为1130℃,保温时间为60min,然后随炉冷却至室温,即制得复合棒坯;
48.步骤4,对复合棒坯进行热处理,先将复合棒坯在在氩气气氛管式炉中去应力退火45min,退火温度为740℃,退火后空冷至室温,即获得nbc
‑
tc4复合棒材。
49.对制备的nbc
‑
tc4复合棒材进行纵向切割,其纵截面结构如图2所示,由内向外依次为金属基体2、tic层5和金属外层1,金属基体2内部均匀分布有多根金属丝4,金属丝4外侧布满碳化物颗粒3,金属丝4为nb丝,碳化物颗粒为碳化铌,金属外层1为tc4层。
50.实施例3
51.制备一种v8c7‑
h08a碳钢复合棒材,包括以下步骤:
52.步骤1,准备原材料
53.金属薄带:选择宽度为8mm,厚度为0.3mm的h08a碳钢薄带,通过超声波清洗及酸洗后备用;
54.混合粉末:称取钴粉1000g和石墨粉100g,过60目筛后烘干,混合均匀备用;
55.金属纤维:称取直径为100μm的v纤维850g,超声波清洗及酸洗后备用;
56.步骤2,将步骤1准备的金属薄带轧制为u型,然后将准备好的混合粉末和金属纤维置于金属薄带上,金属纤维均匀分布在混合粉末中,金属薄带上v纤维与混合粉末中c的摩尔比为1:0.5;将金属薄带封装卷轧,得到外径为1.5mm的金属棒,将金属棒依次通过1.4mm、1.2mm、1.0mm、0.8mm的拉丝模,使其中包裹的金属丝分布均匀化及粉末混合物致密化,最后得到直径为0.8mm的金属棒;
57.步骤3,将步骤2制备的金属棒放在真空烧结炉中进行保温烧结,烧结温度为1150℃,保温时间为120min,然后随炉冷却至室温,即制得复合棒坯;
58.步骤4,对复合棒坯进行热处理,先将复合棒坯在氩气气氛保护管式炉中淬火45min,淬火温度为860℃,然后淬油冷却至室温,再进行600℃回火,保温60min,最后空冷至室温,即获得v8c7‑
h08a碳钢复合棒材。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。