1.本实用新型涉及全自动化设备技术领域,具体来说,涉及一种新型粉末冶金压制下料排列上车系统。
背景技术:
2.目前旧有粉末冶金压制下料的工作方式为两种:人工操作,工人通过按动压机按钮,压机出料产品由人工取走进行刷毛刺、称重检测等后摆放舟板,然后整舟摆放至手动推车上;半自动模式,压机压制出来的产品由半自动设备取走进行刷毛刺、称重检测等后进行摆放舟板,但舟板还是由人工摆放至手动推车上;以上两种方式不能彻底解决全自动化生产且无法为日后全厂的智能智造打下基础。
3.针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现要素:
4.本实用新型的目的在于提供一种新型粉末冶金压制下料排列上车系统,以解决上述背景技术中提出的问题。
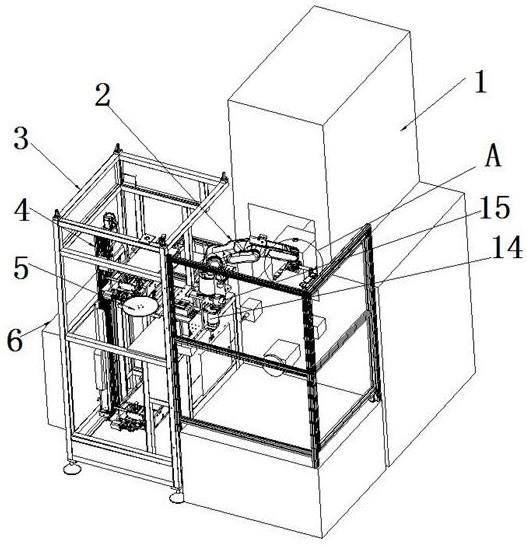
5.为实现上述目的,本实用新型提供如下技术方案:一种新型粉末冶金压制下料排列上车系统,包括压机、多轴机器人、设备框架、舟板进出料车升降机滑台机构、人工抽检工位、电控箱、刷毛刺除尘机构、称重系统、料车和料车取送板机构,所述设备框架旁设置有压机,所述设备框架的内侧安装有舟板进出料车升降机滑台机构,所述舟板进出料车升降机滑台机构上固定安装有料车取送板机构,所述料车取送板机构的后方设置有料车,所述料车取送板机构旁设置有人工抽检工位,所述设备框架的平台上固定安装有多轴机器人,所述多轴机器人旁设置有刷毛刺除尘机构,所述刷毛刺除尘机构盘设置有称重系统;
6.本工作站完成压机压制出来的产品按照工艺需求进行刷毛刺、吹尘、称重处理,处理完后进行摆盘上车;可实现自动化生产,具备与压机前后信号连接;
7.本设备具备报警及安全防护、设备达到人工工程学、可生产不同尺寸的产品,需要改换机器人不同的夹爪。
8.进一步的,所述多轴机器人的工作轴上固定安装安装有翻转摆缸,所述翻转摆缸的第一旋转轴上固定安装有模腔取料夹爪,所述翻转摆缸的第二工作轴上固定安装有摆盘夹爪;
9.机器人携带双工位夹爪机构,摆盘夹爪用于称重取料,并负责将称上的合格产品摆放至舟板上,模腔取料产品负责将压机内的产品取出放至称上称重;
10.当产品需要翻面摆盘时,翻转摆缸旋转,模腔取料后将产品翻面称重;若压机一出多时,只需将前后夹爪更换为多吸盘模式,其中夹爪功能可采用夹持或吸取功能,根据产品决定。
11.进一步的,所述刷毛刺除尘机构包括旋转毛刷机构、吸尘管道和吹气孔,所述旋转毛刷机构上安装有吸尘机构,所述吸尘机构旁设置有吹气孔;
12.模腔取出的产品根据需要放置毛刷机构处进行刷毛刺(简易、除粉尘)和吹气除尘处理;
13.处理后根据需要放置称上称重,是否全称和抽检会影响节拍。
14.进一步的,所述设备框架的外侧设置有安装围栏,所述电控箱固定安装在设备框架的一侧;
15.本设备组成:fanuc6轴机器人、称重系统、毛刷、吸粉除尘机构、机器人双工位夹爪机构、舟板进出料车升降机滑台机构、料车取送板机构、安全防护、电气控制元器件等。
16.与现有技术相比,本实用新型具有以下有益效果:
17.1、机器人压制下料具有高柔性:针对不同产品,只需选择控制屏不同的产品编号,及快速更换对应的取料和摆盘治具。
18.2、高效率:稳定的生产效率,规避人工生产的不稳定性
19.3、高质量:自动化生产,保证产品质量的一致性,有效避免人工生产的不可控因素。
20.4、可实现自动化生产,具备前后信号连接,可与压机信号连接配合。
21.5、具备故障出错报警及安全防护及设备达到人工工程学。
22.6、实现自动下料摆盘及舟盘的自动装车和空板出车功能。
23.7、完成以自动料车为单位载具,可实现后期整厂agv自动物流输送的功能。
附图说明
24.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1是根据本实用新型实施例的一种新型粉末冶金压制下料排列上车系统的结构示意图;
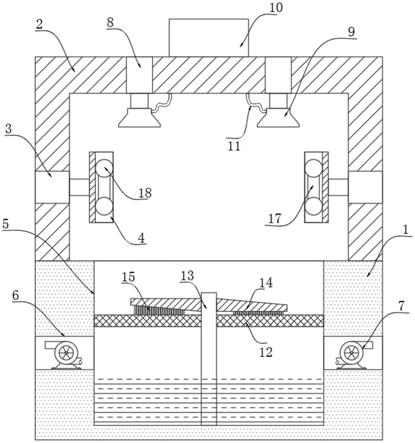
26.图2是根据本实用新型实施例的一种新型粉末冶金压制下料排列上车系统的俯视图;
27.图3是图1中a的放大图。
28.附图标记:
29.压机1、多轴机器人2、设备框架3、舟板进出料车升降机滑台机构4、人工抽检工位5、电控箱6、刷毛刺除尘机构7、称重系统8、料车9、料车取送板机构10、翻转摆缸11、模腔取料夹爪12、摆盘夹爪13、旋转毛刷机构14、吸尘管道15。
具体实施方式
30.下面,结合附图以及具体实施方式,对实用新型做出进一步的描述:
31.实施例一:
32.请参阅图1
‑
3,根据本实用新型实施例的:一种新型粉末冶金压制下料排列上车系统,包括压机1、多轴机器人2、设备框架3、舟板进出料车升降机滑台机构4、人工抽检工位5、电控箱6、刷毛刺除尘机构7、称重系统8、料车9和料车取送板机构10,所述设备框架3旁设置
有压机1,所述设备框架3的内侧安装有舟板进出料车升降机滑台机构4,所述舟板进出料车升降机滑台机构4上固定安装有料车取送板机构10,所述料车取送板机构10的后方设置有料车9,所述料车取送板机构10旁设置有人工抽检工位5,所述设备框架3的平台上固定安装有多轴机器人2,所述多轴机器人2旁设置有刷毛刺除尘机构7,所述刷毛刺除尘机构7盘设置有称重系统8;
33.本工作站完成压机1压制出来的产品按照工艺需求进行刷毛刺、吹尘、称重处理,处理完后进行摆盘上车;可实现自动化生产,具备与压机1前后信号连接;
34.舟板进出料车升降机滑台机构4及各部件说明:
35.料车9由人工推至指定位置,并夹紧定位。
36.舟板进出料车升降机滑台机构4带动料车取送板机构10上下移动,并按顺序从料车9内取出舟板至指定高度进行摆盘,摆满后由舟板进出料车升降机滑台机构4送回料车9,并继续取出空板。
37.该设备预留agv物流接口,mes对接接口,预留硬件和软件的无缝对接。
38.作为本实用新型进一步的技术方案,所述多轴机器人2的工作轴上固定安装安装有翻转摆缸11,所述翻转摆缸11的第一旋转轴上固定安装有模腔取料夹爪12,所述翻转摆缸11的第二工作轴上固定安装有摆盘夹爪13;
39.摆盘夹爪13用于称重取料,并负责将称上的合格产品摆放至舟板上,模腔取料产品负责将压机1内的产品取出放至称上称重;
40.当产品需要翻面摆盘时,翻转摆缸11旋转,模腔取料后将产品翻面称重;若压机1一出多时,只需将前后夹爪更换为多吸盘模式,其中夹爪功能可采用夹持或吸取功能,根据产品决定。
41.作为本实用新型进一步的技术方案,所述刷毛刺除尘机构7包括旋转毛刷机构14、吸尘管道15和吹气孔,所述旋转毛刷机构14上安装有吸尘机构,所述吸尘机构旁设置有吹气孔;
42.模腔取出的产品根据需要放置毛刷机构处进行刷毛刺简易、除粉尘和吹气除尘处理;
43.处理后根据需要放置称上称重,是否全称和抽检会影响节拍。
44.作为本实用新型进一步的技术方案,所述设备框架3的外侧设置有安装围栏,所述电控箱6固定安装在设备框架3的一侧;
45.本设备组成:fanuc6轴机器人、称重系统、毛刷、吸粉除尘机构、机器人双工位夹爪机构、舟板进出料车升降机滑台机构、料车取送板机构、安全防护、电气控制元器件等。
46.为了方便理解本实用新型的上述技术方案,以下就本实用新型在实际过程中的工作原理或者操作方式进行详细说明。
47.在实际应用时:
48.1、压机1压制出料,压机1离合,由6轴机器人携带双工位夹爪在压机1模腔内抓取产品。
49.2、产品至毛刷机构处进行简易刷毛刺处理,然后放至称重处称重,同时双工位夹爪将原称重的产品抓取进行摆盘。称重合格进行摆盘,不合格放至ng盒内,是否全部刷毛刺和称重处理由产品工艺决定,中间工艺越多,节拍越慢
50.3、料车9由人工推至指定位置,并按动确认按钮,夹紧限位机构夹紧料车9,升降取放板从料车9内取出舟板,移动至摆盘工位,机器人将称重合格的产品进行摆盘,摆满盘后满板由升降机构送回料车9,重复以上动作。
51.4、从节省场地空间及减小设备复杂度考虑,摆盘工位不设缓冲工位,即摆满一盘后,在将板子送回料车9的这段时间内,压机1停止压制,时间段约1分钟以内。
52.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。