1.本实用新型涉及渗铝设备技术领域,具体地说是一种用于手动工位的镶圈渗铝机构。
背景技术:
2.随着发动机升功率的要求越来越高,在活塞第一道环岸区域使用镶圈来提高耐磨性的应用已经越来越普及。镶圈是一种高镍的灰铸铁,为了使镶圈能与铝合金活塞本体有较好的粘结,避免活塞在发动机工作发生环岸断裂,通常将镶圈预热后,放入℃的铝液中浸没-分钟,然后再放入浇铸模具中。为了减少渗铝不良,使镶圈各个区域都能获得较好的结合层,镶圈需要在铝液中进行充分的渗铝。
3.在日常铸造生产中,为了提高铸造效率,我们通常使用一个渗铝炉用于两组手工浇铸单元的镶圈渗铝,每组放两个挂钩,利用浇铸的循环时间和两个挂钩的先进先出,来保证镶圈在铝液中的渗透时间。这种生产模式下,停机后的第一对镶圈,生产过程中挂钩的顺坏、镶圈掉落等多种异常情况下,在手动渗铝工位由于没有相关辅助提示功能,原始的渗铝机构也没有%的放错功能,操作员工在无意识的情况下能够自由的从渗铝架中取出渗铝时间未达到工艺要求的挂钩,造成渗铝结合层不良。
技术实现要素:
4.为了解决上述技术问题,本实用新型实施例提供了一种用于手动工位的镶圈渗铝机构,包括保温炉、坩埚、镶圈、框架桌,所述框架桌的上侧设有若干渗铝机构,所述渗铝机构包括气缸、连杆、挂钩、振动器、红外线感应器,所述框架桌的内部上侧设有气缸,气缸的上端与连杆的一端连接,连杆的另一端与挂钩连接,所述挂钩的下端设有镶圈,所述连杆的上侧设有振动器,所述连杆与挂钩的连接处设有红外线感应器。
5.进一步地,所述渗铝机构至少设有一个。
6.进一步地,所述框架桌的右侧设有保温炉,保温炉内嵌设坩埚,所述挂钩的下端位于坩埚的内侧。
7.进一步地,所述框架桌的上部右端设有延伸臂,所述延伸臂的一端与框架桌连接,延伸臂的另一端位于坩埚的上方。
8.进一步地,所述延伸臂的右端设有限位板,所述限位板与延伸臂之间设有隔热板。
9.进一步地,所述挂钩的下侧抵接限位板。
10.进一步地,所述框架桌的内部下侧设有plc控制箱,所述框架桌的下端设有若干滑轮,所述滑轮至少设有四个。
11.进一步地,所述连杆之间设有连杆支撑轴,所述连杆的上方设有保护罩。
12.本实用新型同现有技术相比,采用了自动渗铝机构,具有保护挂钩上的镶圈渗铝时间在未达到要求的情况下操作员工无法自由取出的功能,避免操作工因生产中突发异常的情况下提前取出渗铝时间不足的镶圈,造成镶圈渗铝不良废品。
附图说明
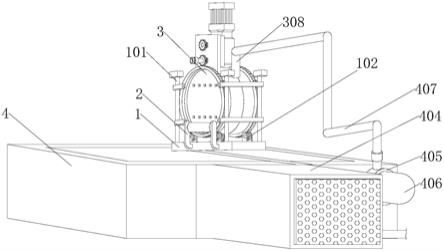
13.图1为本实用新型用于手动工位的镶圈渗铝机构的主视图。
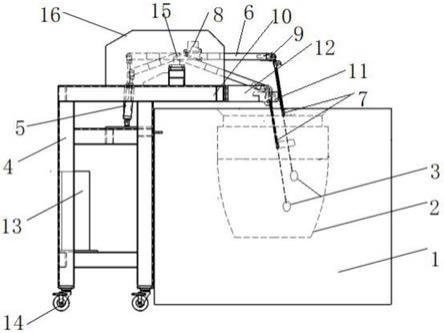
14.图2为本实用新型用于手动工位的镶圈渗铝机构的结构示意图。
具体实施方式
15.现结合附图对本实用新型做进一步描述。
16.参见图1、2,本实用新型是一种用于手动工位的镶圈渗铝机构,包括保温炉1、坩埚2、镶圈3、框架桌4,所述框架桌4的上侧设有若干渗铝机构,所述渗铝机构包括气缸5、连杆6、挂钩7、振动器8、红外线感应器9,所述框架桌4的内部上侧设有气缸5,气缸5的上端与连杆6的一端连接,连杆6的另一端与挂钩7连接,所述挂钩7的下端设有镶圈3,所述连杆6的上侧设有振动器8,所述连杆6与挂钩7的连接处设有红外线感应器9。
17.其中,所述渗铝机构至少设有一个。所述框架桌4的右侧设有保温炉1,保温炉1内嵌设坩埚2,所述挂钩7的下端位于坩埚2的内侧。所述框架桌4的上部右端设有延伸臂10,所述延伸臂10的一端与框架桌4连接,延伸臂10的另一端位于坩埚2的上方。所述延伸臂10的右端设有限位板11,所述限位板11与延伸臂10之间设有隔热板12。所述挂钩7的下侧抵接限位板11。所述框架桌4的内部下侧设有plc控制箱13,所述框架桌4的下端设有若干滑轮14,所述滑轮14至少设有四个。所述连杆6之间设有连杆支撑轴15,所述连杆6的上方设有保护罩16。
18.实施例:如附图1、2所示,本实用新型的结构示意图。
19.改进后的用于手动工位的镶圈渗铝机构结构如附图1、2所示。
20.其中保温炉1及坩埚2,用于存放高温铝液;四个挂钩7分别用于钩取镶圈3并放入铝液中渗铝;四个连杆6用于独立实现挂钩7的上下移动;四个气缸5分别与四个连杆6的上下移动提供动力;滑轮14用于实现整个机构的可移动功能;限位板11用于避免每个挂钩7在上下运行中的干涉且防止员工的提前取出;隔热板12用于降低红外线感应器9的工作温度;plc程序控制箱13用于自动控制镶圈在渗铝过程中的时间和运行动作;振动器14用于确保镶圈3在渗铝过程中的均匀渗铝;耐高温红外线感应器9用于实现感应触发挂钩7在取出和放入的信号感应。
21.本实用新型机构的的工作原理如下:
22.本实用新型中,在plc控制器箱13的信号触发下,连杆6在气缸5的动力作用下,以连杆支撑轴15为旋转支点,分别载着挂钩7进行上下移动。气缸5的型号是mal40x125,气缸5的气源端连接0.4mpa的压缩空气。plc控制箱13同时四组气缸5的动力执行,实现挂钩7按照设定的时间要求进行上下移动。
23.本实用新型中,主要是实现镶圈3在铝液中进行充分渗铝,当挂钩7在取好镶圈3之后放在连杆6上,耐高温红外线感应器9的接收到信号之后,连杆6载着挂钩7向下移动至铝液深处液面下时,plc控制箱13自动触发挂钩7放在连杆6上的计时功能,确保镶圈3在铝液中的在渗铝时间可控。
24.本实用新型中,当镶圈3在铝液深度位置渗铝时间达到设定的时间150秒时候,连杆6载着挂钩7向上移动至铝液深度液面下20mm左右距离,与还未完成渗铝的其他挂钩7形成高度上的明显对比,操作员工当看到挂钩7移动到最高点之后,即可随时取出挂钩7,将挂
钩7上的镶圈3放入模具中,完成浇注。
25.本实用新型中,为了确保镶圈3在铝液中的位置合理,挂钩7在向下移动到位之后,镶圈3在深度位置距离液面的距离应大于100mm以上,确保镶圈3充分渗铝,挂钩7在向上移动到位之后,镶圈3最高点不能高于液面,防止镶圈3温度流失。整个上下深度的控制利用连杆6的上下行程和挂钩7的长度进行保证。
26.本实用新型中,在四个连杆6上分别装配了四个气动振动器8,振动器8的型号为gt16,气动振动器8的气源端连接0.4mpa的压缩空气,确保镶圈3能够在振动器8的作用下进行均匀渗铝。
27.本实用新型中,整个机构遵循下重上轻原则,确保支架的重心稳定,整个机构的底部设计有四个滑轮14,在保温炉1进行更换的时候,利用滑轮14将整个渗铝机构进行移动,渗铝支架工作时候开启滑轮14的防滑动功能即可。
28.本实用新型中,选用了红外线感应器9完成挂钩7的取出和放入的信号触发功能,该红外线感应器9的型号为mff-30c1-w150,具有耐250℃的耐高温性能。耐高温红外线感应器9在感应到挂钩7放入之后,触发计时功能
29.本实用新型机构的的工作过程如下:
30.在正常生产过程中,整个渗铝机构与保温炉1进行贴合靠着,操作员工用挂钩7钩取镶圈3的时候,并放在连杆6的端点处,耐高温红外线感应器9在感应到挂钩7放入信号时触发plc自动控制功能,在信号感应5秒之后,连杆6在气缸5气源动力和连杆支撑轴15的作用下将镶圈3移动至深度大于等于100mm最低点进行渗铝,并且plc控制箱13开始计时功能,待镶圈3在渗铝时间达到设定的150秒时候,plc控制箱13自动触发气缸5将连杆6带动镶圈3向上移动至最高点位置,镶圈3移动至最高点位置不能超出铝液的液面高度,防止镶圈3的温度流失过冷。操作员工在看到镶圈3的连杆6向上移动到最高点之后,将挂钩7取出并夹取镶圈3放入模具中完成产品的铸造,最后再用挂钩7钩取常温下的镶圈3放入连杆6上,进行循环生产。当镶圈3渗铝时间未达到规定的150秒要求时候,在限位挡板11的作用下,避免的操作员工的自由取出,100%保证的镶圈在铝液中的渗铝时间满足150秒的工艺要求。
31.本实用新型的整个渗铝时间控制器的触发开关选用耐高温250℃的红外线感应器9,挂钩7放在托架上信号感应到5秒后,通过plc程序箱13控制气缸5进行运动,使镶圈3向下没入铝液中渗铝,渗铝时间到达设定时间之后,再次通过气缸5自动向上移动;挂钩7下移之后,镶圈3在铝液中的渗铝深度不小于100mm,确保了镶圈3的充分渗铝,挂钩7向上移动之后,镶圈3未浮出液面,防止了镶圈3的温度流失过冷;挂钩7在未完成规定时间渗铝时,挂钩7始终保持向下状态,在限位板11的作用下,有效的防止的操作员工取出,起到了100%放错的效果;通过该新型镶圈渗铝架的应用,使镶圈活塞的探伤废品率下降了由1.5%下降至0.7%以下,降幅约50%,具有结构简单,造价便宜,实用性强,使用周期长,维护成本低的特点。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。