技术特征:
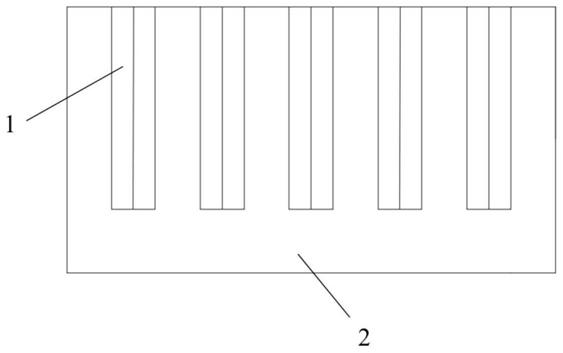
1.一种中间包永久层用胎具,其特征在于,所述中间包永久层用胎具包括胎体和角钢;所述角钢均匀设置于所述胎体的侧表面;所述角钢的上沿与所述胎体的上沿平齐;所述角钢的轴线与所述胎体的上沿垂直。2.根据权利要求1所述的中间包永久层用胎具,其特征在于,所述角钢的高度为胎体高度的70
‑
80%,优选为72
‑
76%。3.根据权利要求1或2所述的中间包永久层用胎具,其特征在于,所述角钢设置于胎体长度方向的表面;优选地,所述角钢为等边角钢;优选地,所述角钢的型号为2
‑
20号;优选地,所述角钢的厚度为3
‑
24mm,优选为3
‑
6mm;优选地,相邻两个所述角钢的间距为胎体长度的8
‑
12%,优选为9
‑
10%。4.一种永久层的制造方法,其特征在于,所述制造方法采用权利要求1
‑
3任一项所述的中间包永久层用胎具进行制造。5.根据权利要求4所述的制造方法,其特征在于,所述制造方法包括以下步骤:(1)将浇注料倒入包壳与所述中间包永久层用胎具之间的缝隙中,直至所述浇注料的高度与所述包壳的上沿平齐,得到浇注体;(2)将浇注体依次经过干燥、养护和烘烤,得到永久层。6.根据权利要求5所述的制造方法,其特征在于,步骤(1)所述浇注料为铝质浇注料;优选地,所述铝质浇注料含有al2o3;优选地,所述铝质浇注料中al2o3的质量百分含量≥60%,优选为≥70%。7.根据权利要求5或6所述的制造方法,其特征在于,步骤(2)所述干燥包括晾干;优选地,所述晾干的温度为20
‑
30℃,优选为26
‑
28℃;优选地,所述晾干的时间为20
‑
30h,优选为24
‑
25h;优选地,步骤(2)所述干燥结束后,将中间包永久层用胎具从浇注体中取出。8.根据权利要求5
‑
7任一项所述的制造方法,其特征在于,步骤(2)所述养护的温度为20
‑
30℃,优选为26
‑
28℃;优选地,步骤(2)所述养护的时间为40
‑
50h,优选为46
‑
48h。9.根据权利要求5
‑
8任一项所述的制造方法,其特征在于,步骤(2)所述烘烤包括依次进行的第一烘烤、第二烘烤和第三烘烤;优选地,所述第一烘烤的温度为20
‑
200℃,优选为150
‑
180℃;优选地,所述第一烘烤的时间为5
‑
10h,优选为7
‑
8h;优选地,所述第二烘烤的温度为200
‑
800℃,优选为500
‑
700℃;优选地,所述第二烘烤的时间为40
‑
50h,优选为46
‑
48h;优选地,所述第三烘烤的温度为≥800℃,优选为≥850℃;优选地,所述第三烘烤的时间为14
‑
18h,优选为15
‑
16h。10.一种永久层,其特征在于,所述永久层由权利要求4
‑
9任一项所述的制造方法得到;所述永久层的表面设有凹槽。
技术总结
本发明涉及一种中间包永久层用胎具、永久层及其制造方法,所述中间包永久层用胎具包括胎体和角钢;所述角钢均匀设置于所述胎体的侧表面;所述角钢的上沿与所述胎体的上沿平齐;所述角钢的轴线与所述胎体的上沿垂直。本发明提供的中间包永久层用胎具可以浇注得到表面具有固定凹槽的永久层,提升了与工作层之间的结合力,避免了在工作层的使用周期内发生工作层与永久层分离的问题,确保了生产稳定顺行。确保了生产稳定顺行。确保了生产稳定顺行。
技术研发人员:王雪原 李文博 董诗朋 邢伟 周胜刚 石雄 张英男 胡佐宇 姜彩艳
受保护的技术使用者:承德建龙特殊钢有限公司
技术研发日:2021.09.27
技术公布日:2021/12/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。