1.本实用新型属于金属材料冷加工设备领域,具体涉及一种金属板材复合成型设备。
背景技术:
2.钣金件采用钢带进行冷弯成型是一种节材、节能、高效的加工方法,也是近年来的新工艺、新技术,其通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材。但钣金件在板面上通常有较多的开孔、开槽、或边部开缺口等,而轧辊成型后,就增加了开孔、开槽的加工难度,对应也增加了模具的复杂性,增加了模具的开模成本。
技术实现要素:
3.本实用新型针对上述问题,发明了在成型轧辊工序之前加入槽孔边复合冲压装置从而解决钢带成型后加工难度和成本提高的问题。
4.本实用新型的发明目的是通过以下技术方案实现的:一种金属板材复合成型设备,包括机架,控制台,以及在机架上从左至右设置钢带释放装置、槽孔边复合冲压装置、止动机构、辊轴成型机构、切断机构;
5.所述槽孔边复合冲压装置包括装置座体,以及安装在装置座体中左侧的固定冲压模组和右侧的活动冲压模组。
6.所述活动冲压模组包括安装在装置座体中顶板上表面的上滑轨组件,安装在顶板下表面的下滑轨组件。所述钢带释放装置包括过渡轮组件和输送轮组件,其中输送轮组件设置在靠近槽孔边复合冲压装置一侧。
7.所述上滑轨组件包括安装在顶板上表面且与机架宽度方向平行设置的上导轨,在上导轨上设置与其配合的上滑前座和上滑后座,在顶板上表面与上导轨并列平行设置一级气动活塞,在上滑后座上表面固定设置二级气动活塞;
8.所述一级气动活塞的活塞杆通过螺栓连接上滑前座侧端面的固定块,二级气动活塞的活塞杆通过螺栓连接上滑前座上端面的固定块。
9.所述下滑轨组件包括安装在顶板下表面且与上导轨对应平行设置的下导轨,在下导轨上设置与其配合的下滑座。所述下滑座下端面固定连接活动冲压模组的上模架,上滑后座和下滑座在靠近辊轴成型机构一侧的端面,通过连接板将两者固定连接。所述上导轨的两端均固定设置定位挡块。
10.作为优选,所述的金属板材复合成型设备,在成型轧辊工序之前加入槽孔边复合冲压装置,槽孔边复合冲压装置分为固定冲压模组和活动冲压模组,两者组合在止动机构共同配合下同时完成带料的槽、孔、边的加工,在从而解决钢带成型后加工难度和成本提高的问题。
11.作为优选,所述的金属板材复合成型设备,其活动冲压模组在顶板的上下表面设
置上滑轨组件和下滑轨组件,活动冲压模组通过上下的两组滑轨组件使其滑行移位时稳定可靠。
12.作为优选,所述的金属板材复合成型设备,在上导轨处设置上滑前座和上滑后座,在上滑前座设置一级气动活塞控制行程,在上滑后座设置二级气动活塞控制行程,两组气动活塞组合使用,增大其活动行程,使用时便于组合切换活动冲压模组和固定冲压模组。
13.作为优选,所述的金属板材复合成型设备,上滑后座和下滑座在侧端面通过连接板将两者固定连接,使其与上导轨和下导轨的配合契合度更好。
14.作为优选,所述的金属板材复合成型设备,在上导轨的两端均固定设置定位挡块,限制上滑前座和上滑后座的最大移动距离。
15.综上所述,本实用新型与现有技术相比具有如下优点:
16.本实用新型金属板材复合成型设备,通过在成型轧辊工序之前加入槽孔边复合冲压装置,且分为固定冲压模组和活动冲压模组,根据产品需要两者能够组合使用也能够切换单独使用,因此一般情况下能够一次完成槽孔边的冲压加工,有效解决钢带成型后加工难度和成本提高的问题。
附图说明
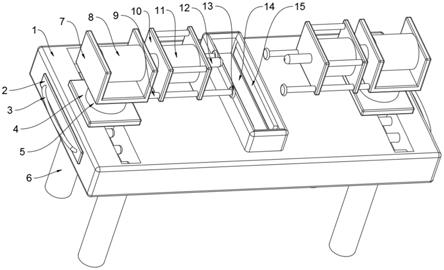
17.图1是本实用新型的结构示意图;
18.图2是图1中a处的局部放大图;
19.图3是本实用新型的主视图。
20.图中标记:1、机架;2、控制台;3、钢带释放装置;31、过渡轮组件;32、输送轮组件;4、槽孔边复合冲压装置;41、装置座体;42、固定冲压模组;43、活动冲压模组;431、上滑轨组件;4311、导轨;4312、上滑前座;4313、上滑后座;4314、一级气动活塞;4315、二级气动活塞;432、下滑轨组件;4321、下导轨;4322、下滑座;5、止动机构;6、辊轴成型机构;7、切断机构;433、连接板;434、定位挡块。
具体实施方式
21.下面结合附图所表示的实施例对本实用新型作进一步描述:
22.实施例1:
23.如图1~3所示,一种金属板材复合成型设备,包括机架1,控制台2,以及在机架1上从左至右设置钢带释放装置3、槽孔边复合冲压装置4、止动机构5、辊轴成型机构6、切断机构7;
24.所述槽孔边复合冲压装置4包括装置座体41,以及安装在装置座体41中左侧的固定冲压模组42和右侧的活动冲压模组43。
25.所述活动冲压模组43包括安装在装置座体41中顶板411上表面的上滑轨组件431,安装在顶板411下表面的下滑轨组件432。所述钢带释放装置3包括过渡轮组件31和输送轮组件32,其中输送轮组件32设置在靠近槽孔边复合冲压装置4一侧。
26.所述上滑轨组件431包括安装在顶板411上表面且与机架1宽度方向平行设置的上导轨4311,在上导轨4311上设置与其配合的上滑前座4312和上滑后座4313,在顶板411上表面与上导轨4311并列平行设置一级气动活塞4314,在上滑后座4313上表面固定设置二级气
动活塞4315;
27.所述一级气动活塞4314的活塞杆通过螺栓连接上滑前座4312侧端面的固定块,二级气动活塞4315的活塞杆通过螺栓连接上滑前座4312上端面的固定块。
28.所述下滑轨组件432包括安装在顶板411下表面且与上导轨4311对应平行设置的下导轨4321,在下导轨4321上设置与其配合的下滑座4322。所述下滑座4322下端面固定连接活动冲压模组43的上模架,上滑后座4313和下滑座4322在靠近辊轴成型机构6一侧的端面,通过连接板433将两者固定连接。所述上导轨4311的两端均固定设置定位挡块434。
29.作业模拟:
30.1.控制台2根据产品情况调整各部件组件间的运转速度、时间间隔等参数;
31.2.原材料钢带通过钢带释放装置3中的过渡轮组件31和输送轮组件32进入固定冲压模组42、活动冲压模组43、止动机构5;
32.3.止动机构5执行压紧,固定冲压模组42和活动冲压模组43执行冲压加工;
33.4.完成冲压后,输送轮组件32将钢带传输到辊轴成型机构6,辊轴成型机构6中的各辊轴转动,通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,至达到所需的截面;
34.5.在辊轴转动下,成型好的钢带进入到切断机构7完成切断。
35.文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
技术特征:
1.一种金属板材复合成型设备,包括机架(1),控制台(2),以及在机架(1)上从左至右设置钢带释放装置(3)、槽孔边复合冲压装置(4)、止动机构(5)、辊轴成型机构(6)、切断机构(7);所述槽孔边复合冲压装置(4)包括装置座体(41),以及安装在装置座体(41)中左侧的固定冲压模组(42)和右侧的活动冲压模组(43)。2.根据权利要求1所述的金属板材复合成型设备,其特征在于,所述活动冲压模组(43)包括安装在装置座体(41)中顶板(411)上表面的上滑轨组件(431),安装在顶板(411)下表面的下滑轨组件(432)。3.根据权利要求1所述的金属板材复合成型设备,其特征在于,所述钢带释放装置(3)包括过渡轮组件(31)和输送轮组件(32),其中输送轮组件(32)设置在靠近槽孔边复合冲压装置(4)一侧。4.根据权利要求2所述的金属板材复合成型设备,其特征在于,所述上滑轨组件(431)包括安装在顶板(411)上表面且与机架(1)宽度方向平行设置的上导轨(4311),在上导轨(4311)上设置与其配合的上滑前座(4312)和上滑后座(4313),在顶板(411)上表面与上导轨(4311)并列平行设置一级气动活塞(4314),在上滑后座(4313)上表面固定设置二级气动活塞(4315);所述一级气动活塞(4314)的活塞杆通过螺栓连接上滑前座(4312)侧端面的固定块,二级气动活塞(4315)的活塞杆通过螺栓连接上滑前座(4312)上端面的固定块。5.根据权利要求2所述的金属板材复合成型设备,其特征在于,所述下滑轨组件(432)包括安装在顶板(411)下表面且与上导轨(4311)对应平行设置的下导轨(4321),在下导轨(4321)上设置与其配合的下滑座(4322)。6.根据权利要求5所述的金属板材复合成型设备,其特征在于,所述下滑座(4322)下端面固定连接活动冲压模组(43)的上模架,上滑后座(4313)和下滑座(4322)在靠近辊轴成型机构(6)一侧的端面,通过连接板(433)将两者固定连接。7.根据权利要求6所述的金属板材复合成型设备,其特征在于,所述上导轨(4311)的两端均固定设置定位挡块(434)。
技术总结
本实用新型一种金属板材复合成型设备,包括机架,控制台,以及在机架上从左至右设置钢带释放装置、槽孔边复合冲压装置、止动机构、辊轴成型机构、切断机构;所述槽孔边复合冲压装置包括装置座体,以及安装在装置座体中左侧的固定冲压模组和右侧的活动冲压模组。所述活动冲压模组包括安装在装置座体中顶板上表面的上滑轨组件,安装在顶板下表面的下滑轨组件。本实用新型金属板材复合成型设备,通过在成型轧辊工序之前加入槽孔边复合冲压装置,且分为固定冲压模组和活动冲压模组,根据产品需要两者能够组合使用也能够切换单独使用,因此一般情况下能够一次完成槽孔边的冲压加工,有效解决钢带成型后加工难度和成本提高的问题。决钢带成型后加工难度和成本提高的问题。决钢带成型后加工难度和成本提高的问题。
技术研发人员:庄志威 李俊华
受保护的技术使用者:浙江荣胜实业有限公司
技术研发日:2021.06.30
技术公布日:2021/12/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。