1.本实用新型属于机床技术领域,涉及一种焊接机,特别是一种金刚石刀块焊接机。
背景技术:
2.在矿山开采中,金刚石刀头安装在开采设备上,对矿山进行挖掘,由此金刚石刀头是易磨损部件,经常需要更换和维护。中国专利文献曾公开了一种矿山开采专用金刚石刀头(申请号 201821726547.x),金刚石刀头上具有多个金刚石刀块,金刚石刀块通过采用可拆卸连接结构固定在刀头上,这样便于更换金刚石刀块。一个金刚石刀头上的多块金刚石刀块型号通常不完全相同,如图1和图2所示。
3.金刚石刀块包括连接块和采用金刚石制成的刀块,刀块与连接块之间采用钎焊固连。目前,矿山开采用金刚石刀块中刀块与连接块之间钎焊均为手工操作,具体来说,首先将连接块平放在工作台上,然后依次将焊剂和刀块放置连接块上,最后利用中高频加热设备进行加热。手工焊接金刚石刀块存在着诸多不足之处,1、焊剂加热会产生烟雾、高温和强光,这些因素均会影响操作工人健康;2、手动放置刀块存在着位置一致性差,以及加热使刀块可能产生偏移,总之存在着金刚石刀块中刀块的位置一致性差,合格率低的问题;3、手工焊接存在着加工效率低、劳动强度大的问题。
技术实现要素:
4.本实用新型提出了一种金刚石刀块焊接机,本实用新型要解决的技术问题是如何提高矿山开采用金刚石刀块钎焊焊接效率。
5.本实用新型的要解决的技术问题可通过下列技术方案来实现:一种金刚石刀块焊接机包括机架,机架上安装有定位座和用于放置加热金刚石刀块加热设备的承台;机架上还安装有把持装置,当定位座上定位连接有金刚石刀块的连接块时,把持装置能使刀块相对于连接块的位置保持不变。
6.本金刚石刀块焊接机中定位座可根据金刚石刀块中连接块型号进行适应性调整,提高连接块放置稳定性以及提高连接块放置状态一致性。加热设备可根据待焊接金刚石刀块的型号灵活调整位置,提高加热效率。工人将刀块放置在连接块上后,把持装置不仅能校正刀块的位置,还能在加热设备加热金刚石刀块过程中把持金刚石刀块,保持刀块与连接块之间压力,阻止刀块偏移,进而提高刀块相对于连接块位置一致性,提高刀块与连接块钎焊连接牢固度一致性。
7.把持装置中具有可自动操控的元件,由此把持装置和加热设备可实现自动化控制,进而操作工人将刀头放置在连接块上后,金刚石刀块焊接机能实现自动加工;在此过程中工人可进行适应性地保护,显著降低对工人健康的伤害,以及降低工人劳动强度。
8.与现有技术相比,金刚石刀块通过金刚石刀块焊接机进行焊接,不仅显著提高矿山开采用金刚石刀块钎焊焊接效率,还显著提高金刚石刀块钎焊焊接品质和合格率。
9.在上述金刚石刀块焊接机中,所述连接块上具有定位槽;连接块上还具有与定位
槽相连通的螺栓孔;定位座上具有与定位槽相吻合的定位靠山部和供连接块下端面依靠的定位底面;定位座上还连接有能穿过螺栓孔的限位钉。
10.在上述金刚石刀块焊接机中,所述承台与机架之间通过导向驱动机构相连接,导向驱动机构使承台能升降移动。
11.在上述金刚石刀块焊接机中,所述导向驱动机构包括电机,导向驱动机构驱动承台移动时能带动放置在承台上加热设备的感应加热管在金刚石刀块的刀块所处高度反复升降。
12.在上述金刚石刀块焊接机中,所述连接块上具有副侧面,定位连接在定位座上连接块的副侧面朝上,所述把持装置包括抵压组件,抵压组件能使金刚石刀块中刀块依靠在连接块的副侧面上。
13.在上述金刚石刀块焊接机中,所述抵压组件包括滑块和与滑块相连接的第二驱动元件,第二驱动元件固定在机架上,滑块与机架之间通过第二导杆组件相连接,滑块位于定位座的上方,滑块上设置有压杆。
14.在上述金刚石刀块焊接机中,所述压杆竖直穿设在滑块上,压杆与滑块之间还通过弹性件相连接。
15.在上述金刚石刀块焊接机中,所述把持装置还包括能校正刀块相对于连接块的位置的校正组件。
16.在上述金刚石刀块焊接机中,所述校正组件包括底座、校正压块和与校正压块相连接的第一驱动元件,第一驱动元件固定在底座上,校正压块与底座之间通过第一导杆组件相连接,第一驱动元件与校正压块相连接。
17.在上述金刚石刀块焊接机中,所述连接块上具有主侧面,第一导杆组件导向方向与连接块中主侧面垂直设置;第一驱动元件推动校正压块移动,使校正压块将刀块压在主侧面上。
附图说明
18.图1和图2是不同型号金刚石刀块的立体结构示意图。
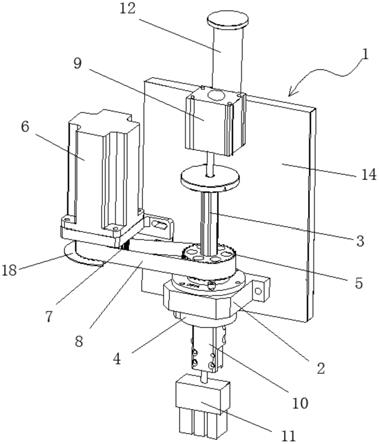
19.图3是金刚石刀块焊接机的立体结构示意图。
20.图4是连接块定位在定位座上,刀块放置在连接块上所处状态的立体结构示意图。
21.图5是连接块定位在定位座上主视结构示意图。
22.图6是图5中a
‑
a的剖视结构示意图。
23.图7是把持装置把持刀块所处状态的立体结构示意图。
24.图8是把持装置中仅部分组件使刀块依靠在连接块上所处状态的立体结构示意图。
25.图9是金刚石刀块焊接机适合焊接另一型号金刚石刀块所处状态的立体结构示意图。
26.图中,1、机架;1a、台板部;1b、立杆部;2、定位座;2a、定位靠山部;2b、定位底面;2c、限位钉;3、承台;4、加热设备;4a、感应加热管;5、校正组件;5a、底座;5b、校正压块;5b1、校正凹槽;5c、第一驱动元件;5d、第一导杆组件;6、抵压组件;6a、滑块;6b、第二驱动元件;6c、第二导杆组件;6d、压杆;6e、弹性件;7、导向驱动机构;8、连接块;8a、主侧面;8b、副侧
面;8c、定位槽;8d、螺栓孔;9、刀块。
具体实施方式
27.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
28.如图3至图9所示,一种金刚石刀块焊接机包括机架1、定位座2、承台3和把持装置。
29.如图3至图6所示,定位座2用于定位连接金刚石刀块的连接块8。连接块8呈条状,连接块8的一侧具有台阶状焊接槽,焊接槽包括主侧面8a和副侧面8b;连接块8的另一侧具有定位槽8c;连接块8上还具有与定位槽8c相连通的螺栓孔8d。定位座2固定在机架1上,定位座2上具有与定位槽8c相吻合的定位靠山部2a和供连接块8下端面依靠的定位底面2b;定位座2上还固定连接有限位钉2c。通过阐述金刚石刀块的连接块8定位连接在定位座2上的过程,进一步说明各个部件的作用和优点,首先使限位钉2c从螺栓孔8d穿过,直至定位槽8c的侧面依靠在定位靠山部2a上;然后使连接块8向下移动,直至连接块8下端面依靠在定位底面2b上;此状态时,限位钉2c的帽部限制连接块8向前倾倒,焊接槽的主侧面8a竖直设置,副侧面8b水平设置且朝上。
30.承台3的台面水平设置,承台3与机架1之间通过导向驱动机构7相连接,导向驱动机构7使承台3能升降移动。导向驱动机构7包括电机,采用电机驱动可控制承台3升降行程,用于加热金刚石刀块的加热设备4可放置在承台3台面的任意位置上,且导向驱动机构7通过驱动承台3升降移动,实现带动加热设备4同步升降移动;进而提高加热区域,实现提高金刚石刀块钎焊区域加热均匀性,提高金刚石刀块钎焊焊接品质和合格率。加热设备4通常为中高频感应加热器,中高频感应加热器包括感应加热管4a,感应加热管4a围绕在定位座2上;导向驱动机构7驱动加热设备4升降移动,还可使感应加热管4a远离定位座2,这样便于拆装金刚石刀块,实现提高钎焊焊接加工效率。
31.把持装置能把持金刚石刀块的刀块9且能使刀块9依靠在连接块8上;把持装置还能校正刀块9相对于连接块8的位置。把持装置包括校正组件5和抵压组件6,校正组件5用于校正刀块9相对于连接块8的位置,抵压组件6用于加热设备4加热金刚石刀块过程中使刀块9依靠在连接块8上,进而使刀块9相对于连接块8的位置保持不变。
32.校正组件5包括底座5a、校正压块5b和第一驱动元件5c,第一驱动元件5c固定在底座5a上,校正压块5b与底座5a之间通过第一导杆组件5d相连接,第一驱动元件5c与校正压块5b相连接。机架1包括台板部1a,底座5a通过螺栓固定在台板部1a上,第一导杆组件5d导向方向与连接块8中主侧面8a垂直设置。刀块9中具有尖端,校正压块5b上具有校正凹槽5b1;第一驱动元件5c推动校正压块5b水平移动,使校正压块5b将刀块9压在主侧面8a上;此状态时刀块9的尖端侧面抵靠在校正凹槽5b1的侧面上,由此实现校正刀块9的位置。
33.机架1的台板部1a上具有多组螺纹孔,校正组件5可安装在不同的位置上,使校正组件5的位置与待焊接金刚石刀块的刀块9位置一一对应。说明书附图图3给出机架1上安装有两组校正组件5,金刚石刀块焊接机适用于焊接图1所示金刚石刀块;且两组校正组件5位置与图1所示金刚石刀块中两块刀块9位置一一对应。说明书附图图9给出机架1上安装有一组校正组件5,金刚石刀块焊接机适用于焊接图2所示金刚石刀块;校正组件5位置与图2所示金刚石刀块中刀块9位置相对应。
34.机架1上具有立杆部1b,抵压组件6包括滑块6a和与滑块6a相连接的第二驱动元件6b,第二驱动元件6b固定在立杆部1b上,滑块6a与立杆部1b之间通过第二导杆组件6c相连接,滑块6a位于定位座2的上方,第二导杆组件6c的导向方向为竖直方向。滑块6a上设置有压杆6d,压杆6d竖直穿设在滑块6a上,压杆6d与滑块6a之间还通过弹性件6e相连接。当第二驱动元件6b推动滑块6a向下移动时,压杆6d的下端抵靠在刀块9的上端面上,使刀块9的下端面抵靠在副侧面8b上,实现把持金刚石刀块的刀块9。通过控制滑块6a的行程大小,能控制弹性件6e变形量,控制压杆6d抵压刀块9的压力,进而控制刀块9与刀块9的副侧面8b之间压力,实现既保证在在加热设备4加热金刚石刀块过程中阻止刀块9偏移,又降低刀块9将焊剂挤出可能性。
35.通过阐述焊接金刚石刀块的过程进一步说明各个部件的作用和优点;第一步,如图4所示,导向驱动机构7使承台3处于高位状态,此时便于拆装金刚石刀块;先将连接块8定位连接在定位座2上;再设置焊剂,最后将刀块9放置在焊接槽内。第二步,如图7所示,先操控第一驱动元件5c使校正压块5b水平移动,校正压块5b将刀块9压在主侧面8a上且实现校正刀块9的位置;然后操控第二驱动元件6b使滑块6a向下移动,压杆6d将刀块9抵靠在副侧面8b上且实现把持刀块9。第三步,如图8所示,首先操控第一驱动元件5c使校正压块5b复位,由此仅由抵压组件6把持刀块9;根据实际情况,在此步骤中校正压块5b也可部复位;然后操控导向驱动机构7使承台3下降,直至感应加热管4a的高度与刀块9所处的高度相吻合;第四步,操控加热设备4对金刚石刀块进行加热,且操控导向驱动机构7使承台3反复升降,实现提高金刚石刀块加热均匀性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。