1.本发明涉及凸透镜技术领域,具体的涉及一种车用凸透镜及其加工工艺。
背景技术:
2.随着科技的不断进步,led光源具备更多优势而成为新型车灯光源的首选方案。
3.相关国家和行业对于车辆前照灯中的近远光都有明暗截止线的强制性配光要求,投影式凸透镜的车灯已经历经20多年的使用历史,在车灯近光设计运用中更有其独特的优越性而被广泛采用。但是车灯用凸透镜在加工过程中为了不对光学面造成损伤需要专门设计夹紧工装,不仅增加了成本,而且通过夹紧工装装夹凸透镜也会大大增加加工时间,降低了生产效率。
技术实现要素:
4.本发明提供了一种车用凸透镜及其加工工艺,在光学底板的四周设置有一圈用于定位固定的夹紧部,通过夹紧部在光学测试、打磨和安装的过程中对凸透镜进行快速装夹,大大增加了实用性能。
5.为解决上述的技术问题,本发明提供了一种车用凸透镜,包括凸透镜主体,其特征在于:所述的凸透镜主体是由光学球面体和光学底板所组成,所述光学球面体的一端呈平面状并且该端与光学底板的一端端面连成一体,所述光学底板的另一端端面也呈平面状,所述光学球面体远离光学底板的一端呈球面状,所述的光学球面体的球形表面上从左往右依次设置有八个光学凸起,八个光学凸起呈“一”字型排列,所述光学底板的四周还设置有用于定位固定的夹紧部,所述的光学底板呈圆形状,所述的夹紧部环绕光学底板一圈,所述的夹紧部是由第一夹紧部、第二夹紧部和第三夹紧部所组成,所述的第二夹紧部设置有两块,两块第二夹紧部以及一块第一夹紧部和一块第三夹紧部都与光学底板连成一体,所述第一夹紧部的两端各通过一块第二夹紧部与第三夹紧部的两端连成一体,所述的光学球面体球形表面上的八个光学凸起呈左右两两对称状,其中左侧的四个光学凸起从左往右的凸起角度依次为2度、3度、4度和5度。
6.进一步:所述的车用凸透镜的加工工艺包括以下步骤:
7.s1:备料:根据制造凸透镜的尺寸选取相应长度的柱状玻璃体,然后根据凸透镜的用料多少将柱状玻璃体分割成若干等份;
8.s2:观察检测:对分割成若干等份的柱状玻璃体进行人工观察,看其表面是否有手印和灰尘,其内部是否有杂质,如没有问题则放入上料区,如有杂质则挑出放置入回收区,如有手印和灰尘则擦拭干净后再放入上料区;
9.s3:加热:将步骤s2中放入上料区内的柱状玻璃体倒入自动上料机构内,通过自动上料机构逐一把放入玻璃软化炉内,从而通过加热使柱状玻璃体发生软化;
10.s4:压制成型:把步骤s3中软化后的柱状玻璃体从玻璃软化炉内取出并放置入热压机中,通过模具压制形成凸透镜粗胚;
11.s5:退火:将步骤s4中压制形成的凸透镜粗胚进行脱模后放入退火炉内,进行退火去除应力,凸透镜粗胚压制完毕后通过吹气进行脱模,然后通过机械臂将脱模后的凸透镜粗胚送入退火炉内;
12.s6:去废边:对退火后的凸透镜粗胚进行去废边,通过玻璃刀在凸透镜粗胚多余的部分上进行划刻,然后通过敲击的方式进行去除;
13.s7:打磨:将步骤s6去除废边后的凸透镜粗胚放入打磨机中,通过打磨机对凸透镜粗胚的表面进行打磨制成凸透镜,凸透镜粗胚在打磨机中依次经过粗磨、精磨、抛光和清洗;
14.s8:外观检测:先通过人工目视对凸透镜整体进行观察检测,挑出加工过程中出现缺陷的废品,然后通过尺寸检验器械对凸透镜的尺寸进行检测;
15.s9:光学检测:将经过外观检测后的凸透镜通过配装机进行光学检测,光学检测后没问题的凸透镜即为凸透镜成品。
16.又进一步:所述步骤s3中的自动上料机构包括顶板、左支架、右支架、中间支架、分配机构、柱状玻璃体输送机构、转盘、第一伺服电机、升降电动缸和夹具,所述的顶板水平固定在左支架、右支架和中间支架的顶部,所述的中间支架位于左支架与右支架之间,所述的分配机构安装在左支架与中间支架之间,所述的分配机构的正上方还设置有存放料机构,所述的柱状玻璃体输送机构设置在分配机构以及转盘的下方,所述的分配机构包括分配盘、驱动轴、第二伺服电机、弧形挡板和弧形挡板安装座,所述的弧形挡板和弧形挡板安装座各设置有两个,所述的分配盘套装在驱动轴上并且其的两侧各设置有一个弧形挡板,弧形挡板朝向分配盘的一侧开设有与分配盘外圆相匹配的弧形槽,所述分配盘的外壁上均匀开设有若干个用于存纳玻璃柱状体的凹槽,所述的驱动轴与第二伺服电机相连,两个弧形挡板安装座分别固定在左支架和中间支架上,所述弧形挡板安装座上开设有用于连接弧形挡板的导向槽,所述弧形挡板上远离弧形槽的一侧活动连接在导向槽内,所述的弧形挡板安装座上还开设有与导向槽相匹配的螺纹通孔,所述的螺纹通孔内连接有调节螺栓,所述调节螺栓的一端穿过螺纹通孔伸入至导向槽内与弧形挡板相连,两个弧形挡板安装座的上端之间形成进料口,两个弧形挡板安装座的下端之间形成出料口,两个弧形挡板安装座的顶部都设置有玻璃柱状体滚动导向座,通过存放料机构掉落的玻璃柱状体沿着玻璃柱状体滚动导向座滚入进料口内,所述柱状玻璃体输送机构的左端位于出料口的正下方,所述转盘水平转动连接在顶板右端的底部,所述转盘顶部的中心处连接有竖直设置的转轴,所述转轴的上端与固定在顶板上的第一伺服电机相连,所述柱状玻璃体输送机构的右端位于转盘左端的正下方,所述转盘的右端位于玻璃软化炉进料口的正上方,所述转盘的底部设置有四个或四个以上的夹具,四个或四个以上的夹具呈圆形排布在转盘的底部并且每个夹具都连接有一个升降电动缸,所述的升降电动缸安装在转盘上。
17.又进一步:所述的存放料机构包括存料板,所述的存料板倾斜放置并且其的右端固定在中间支架上,所述存料板的左端低于其的右端并且其的左端伸至固定在左支架上玻璃柱状体滚动导向座的正上方,所述存料板的左端与固定在左支架上玻璃柱状体滚动导向座的间距小于1.5个玻璃柱状体的直径并大于1.3个玻璃柱状体的直径,所述存料板左端的底部还设置有放料电动缸,所述的放料电动缸为挡板相连,所述的挡板通过放料电动缸的驱动穿过存料板伸至存料板左端的上方,所述存料板的正上方还设置有与其平行的限位
板,所述限位板与固定在顶部上的升降电动缸相连,所述限位板左端的顶部安装有限位电动缸,所述的限位电动缸与限位板相连,所述的限位板位于挡板的右侧并且其通过限位电动缸的驱动穿过限位板伸至限位板与挡板之间,所述的限位板的右端与中间支架之间形成玻璃柱状体进料口,所述限位板的右端与顶板之间的间距小于1个玻璃柱状体的直径。
18.又进一步:所述的柱状玻璃体输送机构包括两个链轮、传送带、存纳座和第三伺服电机,两个链轮分别固定在两根旋转轴上,所述的旋转轴转动连接在前后水平放置的两个支撑座之间,其中一根旋转轴与第三伺服电机相连,所述的支撑座的底部竖直设置有撑脚,所述的传送带环绕在两个链轮的外侧并随着链轮的旋转进行输送,所述的传送带是由若干块输送片首尾连接所组成,相邻两块输送片之间通过铰链活动连接,所述输送片的底部呈弧形状并且其的顶部呈平面状,所述输送片平面状的一面上固定有两个存纳座,所述输送片呈弧形的一面上还开设有与链轮相匹配的连接槽,在每块输送片输送至出料口的正下方时,柱状玻璃体沿着出料口掉落至输送片上的两个存纳座内进行存放。
19.又进一步:所述的夹具包括u型座、夹紧电动缸、导杆和夹片,所述u型座与升降电动缸相连,所述的导杆水平固定在u型座的两侧壁之间,所述的导杆上活动连接有两块夹片,两块夹片相对放置并分别与固定在u型座两侧壁上的两个夹紧电动缸相连。
20.又进一步:所述的步骤s3中玻璃软化炉内分为五个加热区,玻璃柱状体依次经过五个加热区进的加热,五个加热区的加热温度依次为700℃、770℃、910℃、1030℃和1050℃,五个加热区内都装有温控,能够通过电力调整器,在未达到需求温度前,对加热炉不同区域进行加温减温,精准控制区域温度,玻璃柱状体在玻璃软化炉内五个加热区的加热时间一共为8分钟。
21.又进一步:所述的步骤s3中热压机的压制过程依次分为三段,其分别为快下过程、慢下过程和保压过程,其中快下过程包含:速度1000r/min、压力15mpa、时间1.2s;慢下过程包含:速度120r/min、压力15mpa、时间1.1s;保压过程包含:压力18mpa、时间6
‑
10s。
22.又进一步:所述步骤s4中的模具包括模具主体,所述的模具主体呈圆柱状,所述模具主体的顶部开设有与凸透镜主体相匹配的压制槽,所述压制槽的弧形内壁上还设置有与光学球面体球形表面上的八个光学凸起相匹配的8个凹槽,所述浇注槽的弧形内壁上的8个凹槽呈两两左右对称状,所述模具主体的底部还设置有与其连成一体的固定部,所述固定部远离模具主体的一端上开设有用于安装的固定孔。
23.再进一步:所述步骤s4中的退火炉内依次分为三个退火温区,凸透镜粗胚依次经过三个退火温区进行退火,三个退火温区的温度依次为550℃、480℃和450℃,凸透镜粗胚在三个退火温区的退火时间一共不低于4小时。
24.采用上述结构后,本发明在光学底板的四周设置有一圈用于定位固定的夹紧部,通过夹紧部在光学测试、打磨和安装的过程中对凸透镜进行快速装夹,大大增加了实用性能;而且本发明在对柱状玻璃体进行加热之前会先对柱状玻璃体表面进行观察,从而去除和处理存在着问题的柱状玻璃体,大大降低了凸透镜的废品率。
附图说明
25.下面结合附图和具体实施方式对本发明作进一步详细的说明。
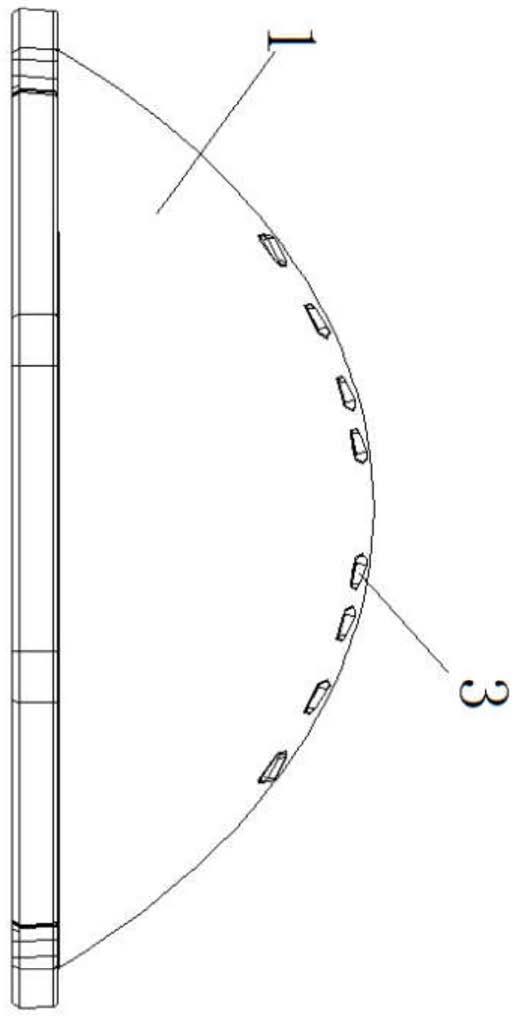
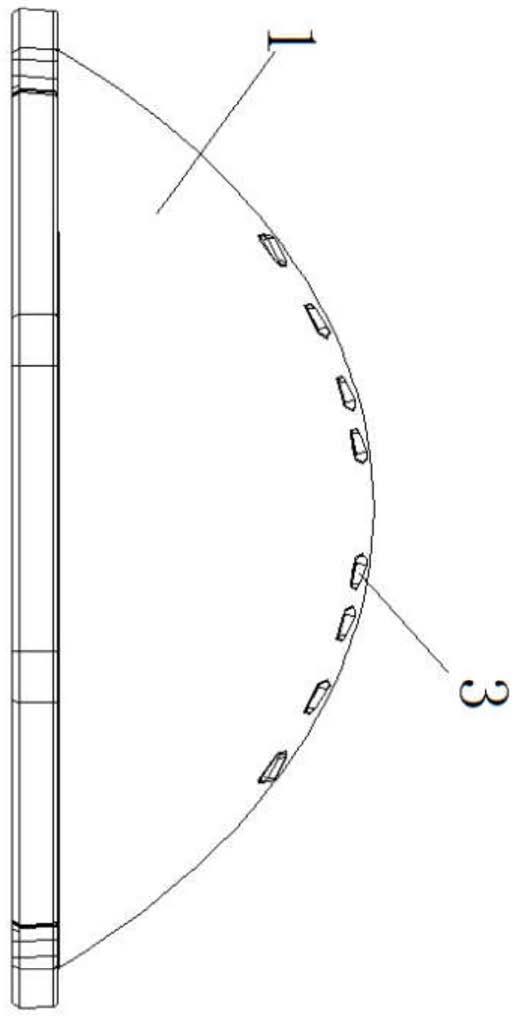
26.图1为车用凸透镜的主视结构图。
27.图2为车用凸透镜的俯视结构图。
28.图3为车用凸透镜的立体结构图。
29.图4为车用凸透镜用浇注模具的结构图。
30.图5为车用凸透镜用浇注模具的内部结构图。
31.图6为自动上料机构的结构示意图。
32.图7为自动上料机构中存放料机构的结构图。
33.图8为自动上料机构中分配机构的结构图。
34.图9为自动上料机构中柱状玻璃体输送机构的结构图。
35.图10为自动上料机构中夹具的结构图。
具体实施方式
36.如图1、图2和图3所示的一种车用凸透镜,包括凸透镜主体,所述的凸透镜主体是由光学球面体1和光学底板所组成,所述光学球面体的一端呈平面状并且该端与光学底板的一端端面连成一体,所述光学底板的另一端端面也呈平面状,所述光学球面体远离光学底板的一端呈球面状,所述的光学球面体的球形表面上从左往右依次设置有八个光学凸起3,八个光学凸起呈“一”字型排列,所述光学底板的四周还设置有用于定位固定的夹紧部4。本发明在光学底板的四周设置有一圈用于定位固定的夹紧部,通过夹紧部在光学测试、打磨和安装的过程中对凸透镜进行快速装夹,大大增加了实用性能。
37.如图2和图3所示的光学底板呈圆形状,所述的夹紧部环绕光学底板一圈,所述的夹紧部是由第一夹紧部4
‑
1、第二夹紧部4
‑
2和第三夹紧部4
‑
3所组成,所述的第二夹紧部设置有两块,两块第二夹紧部以及一块第一夹紧部和一块第三夹紧部都与光学底板连成一体,所述第一夹紧部的两端各通过一块第二夹紧部与第三夹紧部的两端连成一体。
38.上述的光学球面体球形表面上的八个光学凸起呈左右两两对称状,其中左侧的四个光学凸起从左往右的凸起角度依次为2度、3度、4度和5度。
39.上述的车用凸透镜的加工工艺包括以下步骤:
40.s1:备料:根据制造凸透镜的尺寸选取相应长度的柱状玻璃体,然后根据凸透镜的用料多少将柱状玻璃体分割成若干等份;
41.s2:观察检测:对分割成若干等份的柱状玻璃体进行人工观察,看其表面是否有手印和灰尘,其内部是否有杂质,如没有问题则放入上料区,如有杂质则挑出放置入回收区,如有手印和灰尘则擦拭干净后再放入上料区;
42.s3:加热:将步骤s2中放入上料区内的柱状玻璃体倒入自动上料机构内,通过自动上料机构逐一把放入玻璃软化炉内,从而通过加热使柱状玻璃体发生软化;
43.s4:压制成型:把步骤s3中软化后的柱状玻璃体从玻璃软化炉内取出并放置入热压机中,通过模具压制形成凸透镜粗胚;
44.s5:退火:将步骤s4中压制形成的凸透镜粗胚进行脱模后放入退火炉内,进行退火去除应力,凸透镜粗胚压制完毕后通过吹气进行脱模,然后通过机械臂将脱模后的凸透镜粗胚送入退火炉内;
45.s6:去废边:对退火后的凸透镜粗胚进行去废边,通过玻璃刀在凸透镜粗胚多余的部分上进行划刻,然后通过敲击的方式进行去除;
46.s7:打磨:将步骤s6去除废边后的凸透镜粗胚放入打磨机中,通过打磨机对凸透镜粗胚的表面进行打磨制成凸透镜,凸透镜粗胚在打磨机中依次经过粗磨、精磨、抛光和清洗;
47.s8:外观检测:先通过人工目视对凸透镜整体进行观察检测,挑出加工过程中出现缺陷的废品,然后通过尺寸检验器械对凸透镜的尺寸进行检测;
48.s9:光学检测:将经过外观检测后的凸透镜通过配装机进行光学检测,光学检测后没问题的凸透镜即为凸透镜成品。
49.本发明在对柱状玻璃体进行加热之前会先对柱状玻璃体表面进行观察,从而去除和处理存在着问题的柱状玻璃体,大大降低了凸透镜的废品率。
50.如图6和图8所示的步骤s3中的自动上料机构包括顶板2、左支架1、右支架8、中间支架3、分配机构9、柱状玻璃体输送机构10、转盘4、第一伺服电机5、升降电动缸6和夹具7,所述的顶板水平固定在左支架、右支架和中间支架的顶部,所述的中间支架位于左支架与右支架之间,所述的分配机构安装在左支架与中间支架之间,所述的分配机构的正上方还设置有存放料机构,所述的柱状玻璃体输送机构设置在分配机构以及转盘的下方,所述的分配机构包括分配盘9
‑
2、驱动轴、第二伺服电机、弧形挡板9
‑
3和弧形挡板安装座9
‑
1,所述的弧形挡板和弧形挡板安装座各设置有两个,所述的分配盘套装在驱动轴上并且其的两侧各设置有一个弧形挡板,弧形挡板朝向分配盘的一侧开设有与分配盘外圆相匹配的弧形槽,所述分配盘的外壁上均匀开设有若干个用于存纳玻璃柱状体的凹槽9
‑2‑
1,所述的驱动轴与第二伺服电机相连,两个弧形挡板安装座分别固定在左支架和中间支架上,所述弧形挡板安装座上开设有用于连接弧形挡板的导向槽,所述弧形挡板上远离弧形槽的一侧活动连接在导向槽内,所述的弧形挡板安装座上还开设有与导向槽相匹配的螺纹通孔,所述的螺纹通孔内连接有调节螺栓9
‑
4,所述调节螺栓的一端穿过螺纹通孔伸入至导向槽内与弧形挡板相连,两个弧形挡板安装座的上端之间形成进料口,两个弧形挡板安装座的下端之间形成出料口,两个弧形挡板安装座的顶部都设置有玻璃柱状体滚动导向座11,通过存放料机构掉落的玻璃柱状体沿着玻璃柱状体滚动导向座滚入进料口内,所述柱状玻璃体输送机构的左端位于出料口的正下方,所述转盘水平转动连接在顶板右端的底部,所述转盘顶部的中心处连接有竖直设置的转轴,所述转轴的上端与固定在顶板上的第一伺服电机相连,所述柱状玻璃体输送机构的右端位于转盘左端的正下方,所述转盘的右端位于玻璃软化炉进料口的正上方,所述转盘的底部设置有四个或四个以上的夹具,四个或四个以上的夹具呈圆形排布在转盘的底部并且每个夹具都连接有一个升降电动缸,所述的升降电动缸安装在转盘上。
51.如图7所示的存放料机构包括存料板13,所述的存料板倾斜放置并且其的右端固定在中间支架上,所述存料板的左端低于其的右端并且其的左端伸至固定在左支架上玻璃柱状体滚动导向座的正上方,所述存料板的左端与固定在左支架上玻璃柱状体滚动导向座的间距小于1.5个玻璃柱状体的直径并大于1.3个玻璃柱状体的直径,所述存料板左端的底部还设置有放料电动缸17,所述的放料电动缸为挡板18相连,所述的挡板通过放料电动缸的驱动穿过存料板伸至存料板左端的上方,所述存料板的正上方还设置有与其平行的限位板12,所述限位板与固定在顶部上的升降电动缸14相连,所述限位板左端的顶部安装有限位电动缸15,所述的限位电动缸与限位板16相连,所述的限位板位于挡板的右侧并且其通
过限位电动缸的驱动穿过限位板伸至限位板与挡板之间,所述的限位板的右端与中间支架之间形成玻璃柱状体进料口,所述限位板的右端与顶板之间的间距小于1个玻璃柱状体的直径。
52.如图9所示的柱状玻璃体输送机构包括两个链轮10
‑
1、传送带、存纳座10
‑
4和第三伺服电机,两个链轮分别固定在两根旋转轴上,所述的旋转轴转动连接在前后水平放置的两个支撑座10
‑
2之间,其中一根旋转轴与第三伺服电机相连,所述的支撑座的底部竖直设置有撑脚10
‑
3,所述的传送带环绕在两个链轮的外侧并随着链轮的旋转进行输送,所述的传送带是由若干块输送片10
‑
5首尾连接所组成,相邻两块输送片之间通过铰链活动连接,所述输送片的底部呈弧形状并且其的顶部呈平面状,所述输送片平面状的一面上固定有两个存纳座,所述输送片呈弧形的一面上还开设有与链轮相匹配的连接槽,在每块输送片输送至出料口的正下方时,柱状玻璃体沿着出料口掉落至输送片上的两个存纳座内进行存放。
53.如图10所示的夹具包括u型座7
‑
1、夹紧电动缸7
‑
3、导杆7
‑
2和夹片7
‑
4,所述u型座与升降电动缸相连,所述的导杆水平固定在u型座的两侧壁之间,所述的导杆上活动连接有两块夹片,两块夹片相对放置并分别与固定在u型座两侧壁上的两个夹紧电动缸相连。
54.工作时,经过表面进行观察后的柱状玻璃体通过进料口倒置在存料板的右端上,通过升降电动缸调节限位板与存料板的间距,使其同一时间只能经过一根柱状玻璃体,然后通过挡板以及限位板的设计进行逐一上料,柱状玻璃体沿着导向座滚落进分配上的凹槽内,然后通过出料口掉落在存纳座内进行存储,柱状玻璃体通过柱状玻璃体输送机构从左端运输至右端,调节夹具的高度对运输到右端的柱状玻璃体进行夹紧,然后启动第一伺服电机是转盘带着夹具进行旋转,把柱状玻璃体运输至玻璃软化炉进料口的正上方,然后调节夹具的高度并松开夹具,使柱状玻璃体自动掉落进玻璃软化炉内进行加热。本发明通过采用上述设计可以做到自动逐一上料,从而代替人工手动上料,其不仅提高了工作效率,而且还增加了安全性能,防止人工在运送的过程中被软化炉烫伤。
55.上述的步骤s3中玻璃软化炉内分为五个加热区,玻璃柱状体依次经过五个加热区进的加热,五个加热区的加热温度依次为700℃、770℃、910℃、1030℃和1050℃,五个加热区内都装有温控,能够通过电力调整器,在未达到需求温度前,对加热炉不同区域进行加温减温,精准控制区域温度,玻璃柱状体在玻璃软化炉内五个加热区的加热时间一共为8分钟。
56.上述的步骤s3中热压机的压制过程依次分为三段,其分别为快下过程、慢下过程和保压过程,其中快下过程包含:速度1000r/min、压力15mpa、时间1.2s;慢下过程包含:速度120r/min、压力15mpa、时间1.1s;保压过程包含:压力18mpa、时间6
‑
10s。
57.上述步骤s4中的模具包括模具主体2,所述的模具主体呈圆柱状,所述模具主体的顶部开设有与凸透镜主体相匹配的压制槽2
‑
1,所述压制槽的弧形内壁上还设置有与光学球面体球形表面上的八个光学凸起相匹配的8个凹槽,所述浇注槽的弧形内壁上的8个凹槽呈两两左右对称状,所述模具主体的底部还设置有与其连成一体的固定部5,所述固定部远离模具主体的一端上开设有用于安装的固定孔5
‑
1。
58.上述步骤s4中的退火炉内依次分为三个退火温区,凸透镜粗胚依次经过三个退火温区进行退火,三个退火温区的温度依次为550℃、480℃和450℃,凸透镜粗胚在三个退火
温区的退火时间一共不低于4小时。
59.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。