1.本技术涉及帘线钢热轧盘条领域,尤其涉及一种70级高性能帘线钢及其轧制工艺。
背景技术:
2.帘线钢(帘线、胎圈)在消费市场年需求量约300万吨。帘线钢是制造钢帘线的母材,被誉为“线材制品中皇冠上的明珠”,其主要难点在于:用户深加工流程长且复杂,需经过几十道次的拉拔和中间热处理,钢丝压缩率超过99%(直径从5.5mm拉拔至最细0.10mm),吨钢拉拔长度超过3000公里,要求吨钢捻股断丝率<4次。因此,帘线钢细微的缺陷(表面擦伤、组织不均匀等),在深加工过程均会暴露,进而造成断丝或钢丝性能(力学、扭转等)不达标。
3.钢帘线作为轮胎的骨架材料,强度每提升1个等级可实现轮胎减重10%,而高强度钢帘线的应用还能提高轮胎的翻新性能(行驶里程增加30%)、耐磨性能(承载力提高10%以上)、安全性(刹车距离减少15%)并降低滚动阻力(降低5%~12%油耗),因此钢帘线逐渐向高强化方向发展,而提升其母材(帘线钢)性能是实现钢帘线高强化的基础。
4.传统帘线钢通过c含量增加来满足强度提升需求,目前强度级别为70c(普通强度),成分体系以碳素钢为主。随着下游用户对高强度帘线钢需求的增加,单纯增加c含量实现强度提升,面临诸多问题:一方面随着碳含量增加,钢铁企业面临高碳钢均匀化控制困难、生产成本高等问题,需要采用“二火成材”、提高加热炉温度、延长加热时间等措施,并且高碳钢盘条质量稳定性难以保障;另一方面,高碳帘线钢不仅增加用户采购成本,还降低盘条可拉拔性能并影响最终成品导热性能。
5.专利cn105506479a,公开了一种70级帘线外绕丝用盘条及其生产方法,其成分属于传统碳素钢,索氏体化率只有65%~80%,钢丝必然无法达到高强度要求。
6.专利cn105506487a,公开了一种70级帘线外绕丝用盘条及其制造方法,成分体系中存在微量的cr(0.05%~0.1%),盘条抗拉强度在960mpa~1020mpa,其性能指标与传统70级帘线钢无异。
7.专利cn110453153a,公开了一种低成本帘线钢盘条及其生产方法,从其成分体系看仍然是传统82级帘线钢(碳素钢),盘条索氏体含量在75%~90%之间,盘条最终强度约1150mpa也与传统80级帘线钢无异。
技术实现要素:
8.本技术提供了一种70级高性能帘线钢及其轧制工艺,以解决现有70级高性能帘线钢c含量增加导致质量不稳定的技术问题。
9.第一方面,本技术提供了一种70级高性能帘线钢,所述帘线钢的化学成分以质量分数计包括:c:0.70~0.75%、si:0.15~0.25%、mn:0.15~0.25%、p≤0.01%、s≤0.01%、cr:0.31~0.38%、b:0.0005~0.0009%、nb:0.006~0.012%、v:0.006~0.012%、
als≤0.0008%、ti≤0.0005%,其余为fe及不可避免的杂质;
10.所述帘线钢的金相组织中包括片状珠光体,所述片状珠光体的间距为160~180nm;以体积分数计,所述片状珠光体包括85
‑
90%索氏体,余量为珠光体。
11.可选的,所述帘线钢的化学成分以质量分数计包括:c:72~74%、si:0.15~0.20%、mn:0.18~0.20%、p≤0.01%、s≤0.01%、cr:0.35~0.37%、b:0.0005~0.0007%、nb:0.008~0.012%、v:0.008~0.011%、als≤0.0006%、ti≤0.0005%,其余为fe及不可避免的杂质。
12.可选的,所述片状珠光体中晶粒的平均直径为4.5
‑
5.5μm。
13.可选的,所述帘线钢的化学成分中,(nb v)/n的质量分数比值为3~4.5。
14.可选的,所述帘线钢的中盘条的抗拉强度≥1120mpa,单丝的抗拉强度≥3040mpa和单丝断丝率<4。
15.可选的,所述帘线钢的的直径5.5~6.5mm。
16.第二方面,本技术提供了一种帘线钢的制备工艺,所述工艺包括:
17.获取所述化学成分的铸坯;
18.将所述铸坯进行多段加热,得到加热后铸坯;
19.将所述加热后铸坯依次进行轧制和风冷,得到所述帘线钢;
20.所述风冷中的钢运动速率为40
‑
45m/min,风冷的冷速为16
‑
20℃/s。
21.可选的,所述轧制中入精轧温度为950
‑
990℃,入减定径温度为940
‑
980℃和吐丝温度为925
‑
955℃。
22.可选的,所述多段加热包括预热、加热一段、加热二段和均热段。
23.可选的,所述预热包括以≤400℃的温度加热≥5mm;所述加热一段包括以400℃~800℃加热≥10min,所述加热二段包括以800℃~1000℃加热60min~100min,所述均热段包括以1000℃~1040℃加热20min~60min。
24.本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
25.本技术实施例提供的帘线钢化学成分,采用复合微合金化,配合相关工艺,得到高强度和高韧性的帘线钢,同时加入铬后,影响珠光体片间距,使片状珠光体的间距为160~180nm;所述帘线钢的金相组织中,85
‑
90%索氏体,余量为珠光体,实现对帘线钢金相组织比例控制,片状珠光体的间距和金相组织比例有效的保证了70级帘线钢盘条强度及强韧性,使70级帘线钢盘条性能稳定(盘条、钢丝强度均达到甚至优于传统82级帘线钢),解决了70级帘线钢中c含量增加导致质量不稳定的技术问题。
附图说明
26.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
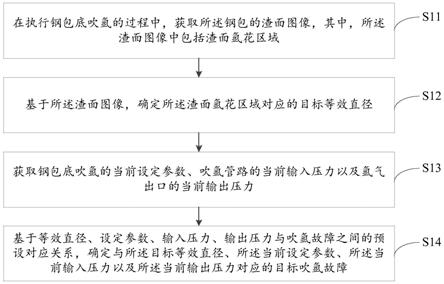
28.图1为本技术实施例提供的一种帘线钢的制备工艺的流程示意图;
29.图2为本技术实施例提供的实施例1帘线钢横截面金相组织电镜图。
具体实施方式
30.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
31.第一方面,本技术提供了一种70级高性能帘线钢,所述帘线钢的化学成分以质量分数计包括:c:0.70~0.75%、si:0.15~0.25%、mn:0.15~0.25%、p≤0.01%、s≤0.01%、cr:0.31~0.38%、b:0.0005~0.0009%、nb:0.006~0.012%、v:0.006~0.012%、als≤0.0008%、ti≤0.0005%,其余为fe及不可避免的杂质;
32.所述帘线钢的金相组织中包括片状珠光体,所述片状珠光体的间距为160~180nm;以体积分数计,所述片状珠光体包括85
‑
90%索氏体,余量为珠光体。
33.本技术实施例中,片状珠光体根据片间距的大小不同,可以分成珠光体、索氏体、托氏体三类。一般所谓的片状珠光体是指在al~650℃温度范围内形成的,在光学显微镜下能明显分辨出铁素体和渗碳体层片状组织形态的珠光体,其片间距大约为150~450nm。
34.本技术实施例中,索氏体指的是钢经正火或等温转变所得到的铁素体与渗碳体的机械混合物。索氏体,是在光学金相显微镜下放大600倍以上才能分辨片层的细珠光体(gb/t7232标准)。索氏体组织比珠光体组织细,其珠光体片层较薄,片层厚度约为800~1500
ù
(1
ù
=10∧
‑
10m)。索氏体具有良好的综合机械性能,硬度、强度和冲击韧性均高于珠光体,具有最优良的机械性能,具有良好的屈服强度和冲击韧性,抗拉强度为700
‑
1400mpa,延伸率10
‑
20%,硬度为250
‑
320hb。索氏体是钢的高温转变产物,是片层的铁素体与渗碳体的双相混合组织,其层片间距较小(250~350nm),碳在铁素体中已无过饱和度,是一种平衡组织。
35.本技术实施例中,珠光体珠是由奥氏体发生共析转变同时析出的,铁素体与渗碳体片层相间的组织,是铁碳合金中最基本的五种组织之一。珠光体的性能介于铁素体和渗碳体之间,强韧性较好。其抗拉强度为750
‑
900mpa,180
‑
280hbs,伸长率为20
‑
25%,冲击功为24
‑
32j。力学性能介于铁素体与渗碳体之间,强度较高,硬度适中,塑性和韧性较好σb=770mpa,180hbs,δ=20%
‑
35%,aku=24
‑
32j)。珠光体的综合力学性能比单独的铁素体或渗碳体都好。珠光体的机械性能介于铁素体和渗碳体之间,强度、硬度适中,并不脆,珠光体中的渗碳体量比铁素体量少很多的缘故。
36.本技术实施例中,在c含量为0.70~0.75%的条件下,金相组织包括85
‑
90%索氏体,余量为珠光体,较高的索氏体比例保证了本技术中70级低成本帘线钢的良好的屈服强度、冲击韧性和延展性,可以满足70级帘线钢的强度要求,同时通过其层片间距保证了帘线钢的强韧性。配合全新控轧控冷工艺,在不增加碳含量条件下,实现盘条、钢丝强韧化提升(盘条、钢丝强度均达到甚至优于传统82级帘线钢),既降低钢铁企业生产成本,又满足下游用户提升钢丝强塑性需求。
37.本技术实施例中,片状珠光体的力学性能主要取决于片间距和珠光团体(晶粒的平均直径为)的直径。因为珠光体的片层越细,珠光体中铁素体和渗碳体的相界面越多,其塑性变形抗力就越大,因而其强度、硬度越高。
38.作为一种可选的实施方式,所述帘线钢的化学成分以质量分数计包括:c:72~74%、si:0.15~0.20%、mn:0.18~0.20%、p≤0.01%、s≤0.01%、cr:0.35~0.37%、b:
0.0005~0.0007%、nb:0.008~0.012%、v:0.008~0.011%、als≤0.0006%、ti≤0.0005%,其余为fe及不可避免的杂质。
39.作为一种可选的实施方式,所述片状珠光体中晶粒的平均直径为4.5
‑
5.5μm。
40.作为一种可选的实施方式,所述帘线钢的化学成分中,(nb v)/n的质量分数比值为3~4.5。
41.本技术实施例中,c:碳是钢中最重要的组成元素,对盘条的强度和塑性影响最为显著,随着碳含量的增加,盘条强度不断提高、塑性急剧降低,同时碳含量越高,生产控制难度越大、产品质量稳定性越差;另外,碳含量还影响最终成品导热性能和可拉拔性能。因此,本发明碳含量为0.70~0.75wt%。
42.si:硅是钢中重要的强化元素,能显著提高拉拔后钢丝的弹性极限,并能有效减少热处理导致的强度降低,同时,硅元素还能减缓拉拔过程渗碳体的破碎,提升钢丝综合力学性能,但过高的si含量将增大铁素体脆性。因此,本发明硅含量为0.15~0.25wt%。
43.mn:锰是贵重的合金元素,与硫结合生成mns,进而减轻硫的危害,并能细化珠光体、提高钢丝强度;但mn在钢中易于偏聚,进而引起组织与性能不均匀,并且过高的mn含量还将增加生产成本。因此,本发明mn含量控制在0.15~0.25wt%。
44.p、s:磷和硫在本钢种属于有害元素,磷容易产生冷脆,硫容易产生热脆,进而恶化钢丝拉拔和热处理加工条件,因此需要尽量降低其含量。本发明p≤0.01wt%、s≤0.01wt%。
45.cr:对于高碳钢cr元素的添加能细化珠光体片间距、细化晶粒、提高淬透性,提高钢材强度和加工硬化率,但过高的cr容易造成钢中出现马氏体等异常组织。因此,本发明cr含量控制在0.31~0.38wt%。
46.b:高碳钢中微量的硼能抑制p在晶界的富集,并改善夹杂物的形态,进而能提高盘条的冷加工性能,但过量的硼会减弱晶界结合力恶化盘条力学性能。因此,本发明b控制在0.0005~0.0009wt%。
47.nb:高碳钢中添加nb可阻止奥氏体晶粒长大,在一定程度上细化再加热奥氏体晶粒,提高组织与性能的均匀性,并且晶界偏聚的铌与碳形成较为稳定的组态可阻碍碳沿晶界的扩散,从而使中高碳钢的脱碳敏感性降低。但过量的nb将导致珠光体组织退化,加速渗碳体球化,不利于钢丝强度提升。因此,本发明nb控制在0.006~0.012wt%
48.v:高碳钢中添加v能减轻先共析晶界渗碳体的析出,并抑制奥氏体晶粒长大,形成析出强化,提升盘条与钢丝强塑性。另外,适量的v含量还能细化珠光体片层间距。但过量的v将形成大颗粒的v(cn)颗粒进而导致钢丝拉拔或扭转断裂,并且高碳钢中v有一定阀值,过量的v将是片层间距粗化。因此,本发明v控制在0.006~0.012wt%。
49.(nb v)/n:钢中nb、v微合金元素的作用离不开与其结合的n元素,而传统帘线钢中n元素作为有害元素进行严格限制,因此,通过创新性研究本发明专利将(nb v)/n控制在3~4.5,既能充分发挥nb、v复合微合金化作用,又能避免n元素对钢性能的恶化。
50.作为一种可选的实施方式,所述帘线钢的中盘条的抗拉强度≥1120mpa,单丝的抗拉强度≥3040mpa和断丝率<4。
51.本技术实施例中,直径为5.5
‑
6.5的热轧盘条的抗拉强度≥1120mpa,将热轧盘条加工至0.20
‑
0.30直径的单丝,测量得到的抗拉强度≥3040mpa,捻股断丝率/吨钢<4。
52.作为一种可选的实施方式,所述帘线钢的的直径5.5~6.5mm。
53.第二方面,本技术提供了一种帘线钢的制备工艺,如图1所示,所述工艺包括:
54.获取所述化学成分的铸坯;
55.将所述铸坯进行多段加热,得到加热后铸坯;
56.将所述加热后铸坯依次进行轧制和风冷,得到所述帘线钢;
57.所述风冷中的钢运动速率为40
‑
45m/min,风冷的冷速为16
‑
20℃/s。
58.作为一种可选的实施方式,所述轧制中入精轧温度为950
‑
990℃,入减定径温度为940
‑
980℃和吐丝温度为925
‑
955℃。
59.本技术实施例中,轧制工序分可以为34道次轧制,其中粗轧6道次,中轧8道次,预精轧6道次,精轧10道次,减定径4道次;轧制全流程采用高温奥氏体再结晶轧制,确保入精轧温度可以为970
±
20℃、入减定径温度可以为960
±
20℃,吐丝温度可以为950
±
15℃,最终盘条直径可以为5.5~6.5mm。
60.作为一种可选的实施方式,所述多段加热包括预热、加热一段、加热二段和均热段。
61.作为一种可选的实施方式,所述预热包括以≤400℃的温度加热≥5min;所述加热一段包括以400℃~800℃加热≥10min,所述加热二段包括以800℃~1000℃加热60min~100min,所述均热段包括以1000℃~1040℃加热20min~60min。
62.本技术实施例中,采用斯太尔摩工艺控制冷却,0#辊道速度可以为18m/min、1#辊道速度可以为35m/min,余下7组辊道速度相对于前一组辊道提升5%~7%(极差);风机风量可以为160000m3/h,1#
‑
2#风机开启可以为85%~100%,确保3#风机入口盘条搭接点处温度可以为700
±
25℃后,将3#
‑
6#风机开启可以为45%~60%。
63.本发明各实施例盘条成分以及轧制工艺:
64.其化学成分按重量百分比计为,c:0.70~0.75wt%、si:0.15~0.25wt%、mn:0.15~0.25w%、p≤0.01wt%、s≤0.01wt%、ct:0.31~0.38wt%、b:0.0005~0.0009wt%、nb:0.006~0.012wt%、v:0.006~0.012wt%、(nb v)/n比值为3~4.5、als≤0.0008wt%、ti≤0.0005wt%,其余为fe及不可避免的杂质
65.其轧制工艺包括:钢坯加热工序、轧制工序、风冷工序,其特征在于各道工序要求如下:
66.(1)钢坯加热工序
67.钢坯为小方坯,断面160mm
×
160mm~200mm
×
200mm;加热炉分预热段、加热段和均热段,其中加热段由分加热1段和加热2段,相关工艺要求,见下表:
[0068][0069]
(2)轧制工序:
[0070]
轧制工序分为34道次轧制,其中粗轧6道次,中轧8道次,预精轧6道次,精轧10道次,减定径4道次;轧制全流程采用高温奥氏体再结晶轧制,确保入精轧温度为970
±
20℃、
入减定径温度960
±
20℃,吐丝温度950
±
15℃,最终盘条直径5.5~6.5mm。
[0071]
(3)风冷工序:
[0072]
采用斯太尔摩工艺控制冷却,0#辊道速度18m/min、1#辊道速度35m/min,余下7组辊道速度相对于前一组辊道提升5%~7%(极差);风机风量160000m3/h,1#
‑
2#风机开启85%~100%,确保3#风机入口盘条搭接点处温度700
±
25℃后,将3#
‑
6#风机开启45%~60%,余下7台风机全部关闭,全线保温盖均开启。
[0073]
表1化学成分wt%。
[0074]
[0075][0076]
表2加热工艺参数。
[0077][0078][0079]
表3轧制过程工艺参数。
[0080]
项目入精轧温度,℃入减定径温度,℃吐丝温度,℃
实施例1970940935实施例2950945965实施例3960955940实施例4955945945实施例5965950950实施例6990960960实施例7985950965实施例8980970955实施例9975975960实施例10965980945实施例11980975950实施例12985965955实施例13955965960实施例14970960945实施例15965955950对比例1910910890对比例2890900880对比例3860890900
[0081]
表4风冷工艺参数。
[0082][0083]
[0084]
表5试验效果。
[0085][0086]
表5中,帘线钢盘条的抗拉强度指风冷结束后所得的盘条的抗拉强度,当抗拉强度越高,说明帘线钢盘条的韧性越高。
[0087]
最终帘线钢单丝的抗拉强度指最终得到的帘线钢单丝的抗拉强度,当抗拉强度越高,说明帘线钢产品的韧性越好。
[0088]
最终帘线钢单丝的捻股断丝率指最终得到的帘线钢单丝的强韧程度,当捻股断丝率越低,说明帘线钢产品的强韧程度越好。
[0089]
从实施例1
‑
15和对比例1
‑
3的数据可知:
[0090]
实施例组控制珠光体和索氏体体积分数的比例关系,将帘线钢盘条的抗拉强度和最终帘线钢单丝的抗拉强度的降低,并且捻股断丝率明显升高,保证实施例组的抗拉强度≥1120mpa(热轧盘条直径为5.5
‑
6.5如表所示),最终单丝为将表中5.5
‑
6.5热轧盘条直径加工为0.2
‑
0.30mm的最终产品后,测量得到的抗拉强度≥3040mpa,而对比例组的抗拉强度和抗拉强度均较小,无法达到70级钢的标准,质量不稳定。
[0091]
通过控制轧前加热、热轧和轧后冷却的工艺参数,可以在帘线钢化学成分的含量相接近的情况下,控制帘线钢盘条的最终帘线钢单丝的抗拉强度,并且可控制捻股断丝,捻股断丝率/吨钢<4。
[0092]
需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在
涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0093]
以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。