1.本发明涉及一种复合砂轮及具有该复合砂轮的磨削装置。
背景技术:
2.日本特开2019
‑
181688公开了一种使用蜗轮砂轮对齿轮工件进行展成磨削的技术。
技术实现要素:
3.然而,在通过使磨削砂轮的外周面与加工对象物体接触而对加工对象物体的被加工面进行磨削加工时,如图1所示地,有时使用使不同的磨削砂轮在轴向结合的复合砂轮100。
4.复合砂轮100典型地为陶瓷砂轮101和弹性砂轮102在轴向上粘合而构成。图1示出陶瓷砂轮101和弹性砂轮102的粘合区域p。陶瓷砂轮101是对被加工面进行粗磨削和精磨削的砂轮,弹性砂轮102是对被加工面进行镜面加工的砂轮。关于对象加工物体,首先,与陶瓷砂轮101的外周面接触而被粗磨削和精磨削,接着,与弹性砂轮102的外周面接触而被镜面加工。通过这样组合不同的磨削砂轮,能够得到磨削加工的高生产率。
5.但是,弹性砂轮102的杨氏模量比陶瓷砂轮101的杨氏模量低。此外,弹性砂轮102的密度比陶瓷砂轮101的密度小。因此,如图2所示,由于使复合砂轮100旋转而产生的离心力,弹性砂轮102比陶瓷砂轮101更容易在径向上向外伸长(约10倍)。而且,由于该弹性砂轮102在径向上向外延伸,所以在陶瓷砂轮101中,与陶瓷砂轮101单独地构成磨削砂轮的情况相比,在径向上向外产生大的拉伸应力。
6.如图3所示,陶瓷砂轮101容许的拉伸应力被限定了上限是显而易见的,当严格地遵守该上限时,与陶瓷砂轮101单独地构成磨削砂轮的情况相比,需要有意地降低复合砂轮100的转数。在图3的例子中,在陶瓷砂轮101单独地构成磨削砂轮的情况下,容许的最高转数为n1,复合砂轮100容许的最高转数为n2。此外,转数是与生产率直接相关的参数。
7.本发明的目的在于提供一种提高复合砂轮容许的转数的技术,该复合砂轮是将杨氏模量不同的磨削砂轮沿轴向排列结合而成的。
8.根据本技术发明的观点,提供一种复合砂轮,具有:圆筒状的第一磨削砂轮;圆筒状的第二磨削砂轮,其配置为与所述第一磨削砂轮在所述第一磨削砂轮的轴向邻接,具有比所述第一磨削砂轮的杨氏模量高的杨氏模量,具有与所述第一磨削砂轮的外径相同的外径;套筒,其被安装在所述第一磨削砂轮的内周面,具有比所述第一磨削砂轮的杨氏模量高的杨氏模量,所述第二磨削砂轮安装于所述套筒。根据上述结构,提高了使杨氏模量不同的砂轮沿轴向排列结合而成的复合砂轮容许的转数。优选所述套筒的内径与所述第二磨削砂轮的内径相等。根据上述结构,复合砂轮的内周面在轴向上成为平直面。优选所述第二磨削砂轮安装于所述套筒的轴端面。根据上述结构,所述复合砂轮
的制造变得容易。优选所述第一磨削砂轮的轴向的尺寸与所述套筒的轴向的尺寸相等。根据上述结构,所述复合砂轮的结构被简化。优选所述套筒包括配置在所述第一磨削砂轮的径向内侧的第一套筒部和配置在所述第二磨削砂轮的径向内侧的第二套筒部,所述第一套筒部的外径大于所述第二套筒部的外径,所述第一套筒部的内径与所述第二套筒部的内径相等。根据上述结构,能够实现在轴向上异径的套筒。优选所述第二磨削砂轮安装于所述第二套筒部的外周面。根据上述结构,所述复合砂轮的制造变得容易。优选所述套筒的杨氏模量比所述第二磨削砂轮的杨氏模量高。根据上述结构,降低了在所述第二磨削砂轮产生的拉伸应力。优选所述第一磨削砂轮是弹性砂轮。优选所述第二磨削砂轮是陶瓷砂轮。优选套筒粘合于第一磨削砂轮。优选套筒粘合于第二磨削砂轮。优选在所述第一磨削砂轮的外周面及所述第二磨削砂轮的外周面,形成有齿轮磨削加工用的螺旋槽。根据上述结构,能够将所述复合砂轮设为齿轮磨削加工用。优选提供一种具有所述复合砂轮的磨削装置。根据上述结构,实现生产率优异的磨削装置。
9.根据本发明,提高复合砂轮容许的转数,该复合砂轮是将杨氏模量不同的磨削砂轮沿轴向排列结合而成的。
附图说明
以下,参考附图,说明本发明的示例性实施方式的特征、优点以及技术和工业意义,在附图中,相同的标记表示相同的元件。
10.图1是典型的复合砂轮的剖视图。(比较例)图2是表示弹性砂轮和陶瓷砂轮的伸长量的图表。(比较例)图3是表示陶瓷砂轮和复合砂轮的拉伸应力的图表。(比较例)图4是复合砂轮的局部剖切的立体图。(第一实施方式)图5是复合砂轮的剖视图。(第一实施方式)图6是表示弹性砂轮、陶瓷砂轮、套筒的伸长量的图表。(第一实施方式)图7是表示复合砂轮的拉伸应力的图表。(第一实施方式)图8是弹性砂轮的剖视图。(第二实施方式)图9是弹性砂轮的剖视图。(第三实施方式)
具体实施方式
(第一实施方式)
11.以下,参照图4至图7,说明第一实施方式。
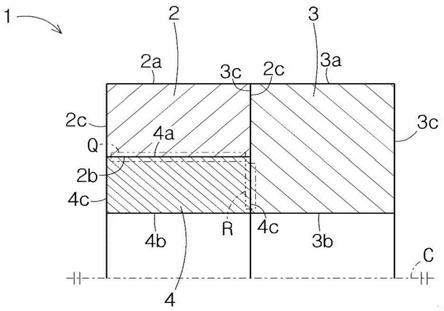
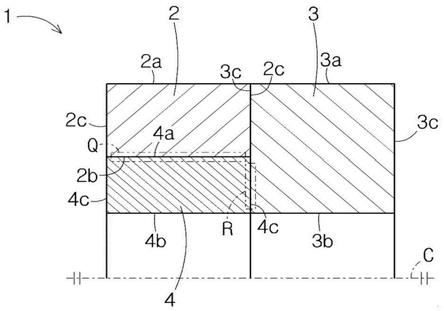
12.如图4所示,本实施方式的复合砂轮1为具有中心线c的圆筒状,并为绕中心线c旋
转使用的磨削砂轮。具体而言,通过在使加工对象物体与复合砂轮1的外周面接触的同时使复合砂轮1旋转,对加工对象物体进行切削加工。
13.复合砂轮1包括作为第一磨削砂轮的弹性砂轮2、作为第二磨削砂轮的陶瓷砂轮3、套筒4。
14.弹性砂轮2是通过例如聚乙烯醇、聚氨酯等的粘合剂而将例如由金刚石、氧化铝、碳化硅等构成的大量磨削粒粘合而形成的。弹性砂轮2为用于对加工对象物体进行镜面加工的磨削砂轮。如图5所示地,弹性砂轮2具有外周面2a和内周面2b,形成为以中心线c为中心轴的圆筒状。弹性砂轮2还具有两个轴端面2c。两个轴端面2c是与复合砂轮1的轴向正交的端面。弹性砂轮2的杨氏模量例如200mpa至5000mpa。
15.陶瓷砂轮3被配置为与弹性砂轮2在弹性砂轮2的轴向邻接。陶瓷砂轮3是通过作为结合剂的陶瓷而将例如由金刚石、氧化铝、碳化硅等构成的大量磨削粒结合而成的。陶瓷砂轮3是用于对加工对象物体进行粗磨削和精磨削的磨削砂轮。如图5所示,陶瓷砂轮3具有外周面3a和内周面3b,并形成为以中心线c为中心轴的圆筒状。陶瓷砂轮3还具有两个轴端面3c。两个轴端面3c是与复合砂轮1的轴向正交的端面。陶瓷砂轮3的杨氏模量例如为20gpa至60gpa。
16.弹性砂轮2和陶瓷砂轮3在复合砂轮1的轴向上邻接。即,弹性砂轮2的两个轴端面2c中的一个与陶瓷砂轮3的两个轴端面3c中的一个相互相向地面接触,但是它们彼此未粘合。
17.在复合砂轮1的无负荷状态即复合砂轮1不旋转的状态下,弹性砂轮2的外径与陶瓷砂轮3的外径优选相等。在复合砂轮1的无负荷状态即复合砂轮1不旋转的状态下,弹性砂轮2的内径优选大于陶瓷砂轮3的内径。
18.套筒4安装于弹性砂轮2的内周面2b。套筒4为例如铝或铝合金制,具有外周面4a和内周面4b,并形成为以中心线c为中心轴的圆筒状。典型地,套筒4通过粘合剂而粘合于弹性砂轮2的内周面2b。具体而言,套筒4的外周面4a通过粘合剂而粘合于弹性砂轮2的内周面2b。在图5中,弹性砂轮2与套筒4的粘合区域q由双点划线表示。但是,套筒4也可以通过例如螺纹紧固、热焊接等而安装于弹性砂轮2的内周面2b。套筒4还具有两个轴端面4c。两个轴端面4c是与复合砂轮1的轴向正交的端面。套筒4的杨氏模量优选为陶瓷砂轮3的杨氏模量以上,例如69gpa至76gpa。
19.而且,陶瓷砂轮3安装于套筒4。具体地,陶瓷砂轮3的两个轴端面3c中的一个安装于套筒4的两个轴端面4c中的一个。陶瓷砂轮3的两个轴端面3c中的一个典型地通过粘合剂而粘合于套筒4的两个轴端面4c中的一个。在图5中,由双点划线表示陶瓷砂轮3与套筒4的粘合区域r。但是,陶瓷砂轮3也可以通过例如螺纹紧固、热焊接等而安装于套筒4的两个轴端面4c中的一个。
20.套筒4的外径优选大于陶瓷砂轮3的内径。套筒4的内径优选与陶瓷砂轮3的内径相等。
21.套筒4的轴向的尺寸优选与弹性砂轮2的轴向的尺寸相等。因此,陶瓷砂轮3的内周面3b不被套筒4覆盖,在径向上向内侧露出。
22.本实施方式的复合砂轮1是连续展成齿轮磨削用的螺纹状砂轮。因此,在弹性砂轮2的外周面2a和陶瓷砂轮3的外周面3a,形成有齿轮磨削加工用的螺旋槽(未示出)。只是,也
可以省略该螺旋槽。
23.以上的复合砂轮1被提供至图4所示的磨削装置10。磨削装置10包括旋转轴11、对旋转轴11进行旋转驱动的电机12、支承电机12的未图示的框架。复合砂轮1以不能够旋转的方式安装于旋转轴11。
24.在上述结构中,在使复合砂轮1以所需的转数旋转的状态下,使加工对象物体首先与陶瓷砂轮3的外周面3a接触。由此,对加工对象物体进行粗磨削及精磨削。接着,只要使加工对象物体从复合砂轮1分离,立即使加工对象物体相对于复合砂轮1沿轴向相对地移动,使加工对象物体与弹性砂轮2的外周面2a接触。由此,对加工对象物体进行镜面加工。
25.图6示出了图1所示的复合砂轮100中的弹性砂轮102及陶瓷砂轮101的伸长量、图5所示的套筒4的伸长量。各伸长量为以相同的转数使各部件旋转时的伸长量。如图6所示,在本实施方式的复合砂轮1中的陶瓷砂轮3的伸长量与套筒4的伸长量之间的差值,是图1所示的比较例的复合砂轮100中的陶瓷砂轮101的伸长量与弹性砂轮102的伸长量之间的差值的1/20。因此,即使复合砂轮1的转数增加,陶瓷砂轮3的拉伸应力也被抑制。其结果为,如图7所示地,复合砂轮1的容许转数能够提高为1.4倍(从n2上升到n3),提高了使用复合砂轮1的磨削加工的生产率。
26.以上,说明了第一实施方式,但上述第一实施方式具有以下的特点。
27.复合砂轮1包括圆筒状的弹性砂轮2(第一磨削砂轮);圆筒状的陶瓷砂轮3(第二磨削砂轮),其与弹性砂轮2在弹性砂轮2的轴向邻接,具有比弹性砂轮2的杨氏模量高的杨氏模量,具有与弹性砂轮2的外径相同的外径;套筒4,其安装于弹性砂轮2的内周面2b,具有比弹性砂轮2的杨氏模量高的杨氏模量。陶瓷砂轮3安装于套筒4。根据上述结构,即使将陶瓷砂轮与弹性砂轮结合以形成复合砂轮,也抑制了在陶瓷砂轮新产生的拉伸应力,由此提高复合砂轮的容许转数。
28.此外,套筒4的内径与陶瓷砂轮3的内径相等。根据上述结构,将复合砂轮1的内周面在轴向上设为平直面。
29.此外,陶瓷砂轮3安装于套筒4的轴端面4c。根据上述结构,复合砂轮1的制造变得容易。
30.此外,弹性砂轮2的轴向的尺寸与套筒4的轴向的尺寸相等。根据上述结构,复合砂轮1的结构被简化。
31.此外,套筒4的杨氏模量比陶瓷砂轮3的杨氏模量高。根据上述结构,在陶瓷砂轮3产生的拉伸应力被抑制。
32.此外,弹性砂轮2为弹性砂轮。
33.此外,陶瓷砂轮3为陶瓷砂轮。
34.此外,套筒4粘合于弹性砂轮2。
35.此外,套筒4粘合于陶瓷砂轮3。
36.此外,在弹性砂轮2的外周面2a及陶瓷砂轮3的外周面3a,形成有齿轮磨削加工用的螺旋槽。根据以上的结构,能够将复合砂轮1设为齿轮磨削加工用。
37.此外,提供一种具有上述复合砂轮1的磨削装置10。根据上述结构,能够实现生产率优异的磨削装置10。
38.此外,从弹性砂轮2的内周面2b到中心线c的距离能够根据复合砂轮1的内径、弹性
砂轮2及陶瓷砂轮3、套筒4的形变量而设定。具体而言,以在复合砂轮1旋转时,套筒4的外周面4a的径向向外的位移量等于陶瓷砂轮3中与套筒4的外周面4a对应的部分的径向向外的位移量的方式,设置从弹性砂轮2的内周面2b到中心线c的距离。在此,各位移量能够根据各部件的半径、各部件的杨氏模量及密度来计算。根据上述设定,在使复合砂轮1旋转时套筒4与陶瓷砂轮3以相同的程度在径向向外变形,因此在陶瓷砂轮3不会产生离心力之外的外力。(第二实施方式)
39.接着,参照图8,说明第二实施方式。以下,以本实施方式与上述第一实施方式不同的点为中心进行说明,省略重复的说明。
40.在本实施方式中,套筒4包括配置在弹性砂轮2的径向内侧的第一套筒部6、配置在陶瓷砂轮3的径向内侧的第二套筒部7。
41.第一套筒部6的外径比第二套筒部7的外径大。即,弹性砂轮2的内径大于陶瓷砂轮3的内径。
42.第一套筒部6的内径与第二套筒部7的内径相等。
43.因此,可以说套筒4是在复合砂轮1的轴向上外径变化的异径套筒。换言之,实现了在复合砂轮1的轴向上异径的套筒4。
44.第二套筒部7的轴向的尺寸等于陶瓷砂轮3的轴向的尺寸。因此,陶瓷砂轮3的整个内周面3b被第二套筒部7覆盖,并且不向径向内侧露出。
45.而且,弹性砂轮2通过粘合剂而粘合于第一套筒部6的外周面6a。在图8中,弹性砂轮2和套筒4的第一套筒部6的粘合区域q由双点划线表示。此外,陶瓷砂轮3通过粘合剂而粘合于第二套筒部7的外周面7a。在图8中,由双点划线表示陶瓷砂轮3与套筒4的第二套筒部7的粘合区域s。根据上述结构,复合砂轮1的制造变得容易。(第三实施方式)
46.接着,参照图9,说明第三实施方式。以下,以本实施方式与上述第二实施方式的不同点为中心进行说明,省略重复的说明。
47.在本实施方式中,第二套筒部7与第二实施方式同样地配置在陶瓷砂轮3的径向内侧。
48.在上述第二实施方式中,第二套筒部7的轴向的尺寸与陶瓷砂轮3的轴向的尺寸相等。因此,陶瓷砂轮3的整个内周面3b被第二套筒部7覆盖,并且完全不向径向内侧露出。
49.与此相对,在本实施方式中,第二套筒部7的轴向的尺寸小于陶瓷砂轮3的轴向的尺寸。在陶瓷砂轮3的内周面3b中靠近弹性砂轮2的部分,形成有向径向外侧凹陷的凹坑3d。而且,套筒4的第二套筒部7被收纳于陶瓷砂轮3的凹坑3d。套筒4的第二套筒部7通过粘合剂而粘合于陶瓷砂轮3的凹坑3d的内表面。在图9中,第二套筒部7与陶瓷砂轮3之间的粘合区域t及粘合区域u由双点划线表示。
50.根据上述结构,由于陶瓷砂轮3的整个内周表面3b未被第二套筒部7覆盖,所以陶瓷砂轮3的内周表面3b能够部分地向径向内侧露出。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。