一种屈服强度320mpa级热镀铝锌钢板及其制造方法
技术领域
1.本发明涉及一种冷轧热镀铝锌钢板,特别涉及一种屈服强度320mpa级热镀铝锌钢板及其制造方法,属于铁基合金技术领域。
背景技术:
2.热镀铝锌钢板既具备纯铝镀层优异的耐大气腐蚀性与耐热性,又兼具纯锌镀层良好的阴极保护与一定的切口保护功能,还具有优良的防热辐射及热反射性,在建筑、汽车和家电等领域广泛应用。
3.由于其具有漂亮的钢板表面,近年来在新型集装箱领域开始使用镀铝锌板作为面板,由于其需要一定的承载能力,产品除了要求高强度性能,同时还要求具有一定成型性能。
4.实际在箱体加工过程中一方面材料强度要求在不断提高,但在强度提高的同时会出现钢板在铆接胀形加工过程中开裂现象。
5.申请公布号为cn101348880a的中国专利文件公开了一种结构用高强镀锌板的生产方法,其特征是镀锌板的化学成分质量百分比为:c,0.16-0.20%;mn,0.9-1.1%;si≤0.05%;p≤0.020%;s≤0.020%;als,0.02-0.06%,余量为fe;热轧工艺参数:加热温度,1250
±
20℃;粗轧出口温度,1070
±
20℃;终轧温度,850
±
20℃;卷取温度,560
±
20℃;冷轧压下率:根据不同规格,控制在60-75%;镀锌退火温度:680-720℃;均热时间:30-45s。其满足屈服强度大于320mpa要求,通过实施例提供的抗拉强度参数可以看出,伸长率不能满足铆接成型要求。
6.申请公布号为cn102199723a的中国专利文件公开了一种高强度冷轧热镀铝锌析出强化钢及其制造方法,其基板的化学成分为:c:0.09~0.12wt%,si≤0.05wt%,mn:0.8~1.8wt%,p≤0.02wt%,s≤0.01wt%,n≤0.008wt%,al:0.02~0.06wt%,nb ti:0.05~0.08wt%,其余为fe和不可避免的杂质。微观组织为铁素体加第二相粒子,第二相中粒子直径约在小于6um,屈服强度在500~600mpa,抗拉强度在570~710mpa,总延伸率大于14%(80标距,横向拉伸),其在成分中添加较多合金元素nb ti,同时材料屈服强度过高,伸长率低,不能满足铆接成型要求。
7.申请公布号为cn102094149a的中国专利文件公开一种含铌高强度热镀锌钢板及其生产方法,提供一种高值低δγ值的结构用含铌高强度热镀锌钢板其制造方法。含铌高强度热镀锌钢板,其组成为:以质量%计,含c:0.03~0.1%,si:≤0.05%,mn:0.5~0.9%,p:≤0.025%,s:≤0.015%,n:≤0.005%,ti:≤0.005%,nb:0.03~0.06%,al:0.01%~0.08%,余量为fe和不可避免杂质。其制备方法为:将钢坯经过热轧、卷取、酸洗、冷轧及热镀锌工序。本发明含nb高强度热镀锌钢板δγ≤0,屈服强度≥460mpa,抗拉强度≥570mpa,断裂伸长率≥28%,即在保证高强度的同时成型性能优良。该专利提供料高δγ方法满足材料拉伸变形的要求,但伸长率不能满足铆接成型要求。
8.现有屈服强度320mpa级热镀铝锌钢板不能满足铆接胀形加工需求,在铆接胀形加
工过程中发生开裂。
技术实现要素:
9.本发明的目的是提供一种屈服强度320mpa级热镀铝锌钢板及其制造方法,主要解决现有技术中屈服强度320mpa级热镀铝锌钢板在铆接胀形加工过程中发生开裂的技术问题,满足了箱体行业对热镀铝锌钢板复杂成型塑性加工需求。
10.本发明采取的技术思路是通过利用低碳、低锰元素的成分设计,添加微量铌合金元素,通过热轧工艺、冷轧退火和冷却技术调控钢板组织,获得再结晶铁素体及细小渗碳体析出物组织,达到的材料高屈服强度、高伸长率和高n值的目的。本发明冷轧热镀铝锌钢板主要用于箱体面板结构件。
11.本发明技术方案基于申请人的如下研究,申请人针对屈服强度320mpa级热镀铝锌钢板在铆接胀形加工过程中发生开裂问题进行了多年的研究,通过大量的材料与成形的试验工作,分别对现有屈服强度分别为302mpa、354mpa、405mpa、454mpa和厚度分别为1.0、1.2mm的热镀铝锌钢板进行铆接胀形试验,通过大量的试验发现,热镀铝锌钢板在铆接胀形加工过程中开裂现象,与热镀铝锌钢板的强度、断后伸长率和应变硬化指数n值密切相关,通过科学设计和控制热镀铝锌钢板的强度、断后伸长率和应变硬化指数n值,就能实现保证热镀铝锌钢板在铆接胀形加工过程中不发生开裂。
12.本发明采用的技术方案是,一种屈服强度320mpa级热镀铝锌钢板,其基板的化学成分重量百分比为:c:0.06~0.08%,si:0~0.03%,mn:0.15~0.25%,p:0~0.015%,s:0~0.015%,nb:0.0045~0.0080%,al:0.04~0.06%,n:0.0020~0.0040%,余量为fe和不可避免的夹杂元素。
13.进一步,本发明热镀铝锌钢板,其基板的化学成分重量百分比优选为:c:0.06~0.08%,si:0~0.03%,mn:0.15~0.20%,p:0~0.015%,s:0~0.015%,nb:0.0055~0.0065%,al:0.04~0.06%,n:0.0020~0.0040%,余量为fe和不可避免的夹杂元素。
14.本发明热镀铝锌钢板的金相组织为再结晶铁素体 细小渗碳体,铁素体晶粒度级别为i8.5~i9.5级;1.0~1.2mm厚度热镀铝锌钢板的屈服强度r
p0.2
为320~360mpa,r
m
为389~404mpa,断后伸长率a
50mm
为38~43%,n值为1.9~2.1。
15.本发明所述的屈服强度320mpa级热镀铝锌钢板的基板的化学成分限定在上述范围内的理由如下:
16.碳:碳是较便宜和经济的固溶强化元素,也是与钢基体铌合金元素形成碳化铌进行强化目的。本专利在设计时重点考虑碳含量对强度、伸长率和组织的影响,随着碳含量的增加钢基体强度增加,基体组织中出现过多的珠光体,材料伸长率也会快速下降,综合设定c含量范围设定为0.06%~0.08%。
17.硅:硅对强度贡献度较大,但对于卧式退火炉加热过程为氧化性气氛,钢板中的硅元素容易被氧化,对镀铝锌镀层结合力不利,根据试验结果,生产制造过程中不添加硅合金,为残余元素,si含量设计为0~0.03%。
18.锰:重要固溶强化元素,为了保证钢的综合机械强度,添加适当mn提高钢板强度,过多的锰添加会造成强度和成本过高,造成伸长率下降,本发明mn含量控制范围为mn:0.15~0.25%。优选mn含量为0.15~0.20%,获得更好伸长率。
19.铌:nb是热镀铝锌钢板的基板中的重要微量元素。钢中加入nb元素起到晶粒细化和强化作用,本专利的目的,除了一定强化作用外,主要是通过添加微量的铌与钢中碳形成碳化铌,从而阻止或避免钢中珠光体的析出,通过大量试验验证,结合低成本要求,本发明加入含量为nb:0.0045~0.0080%,优选nb含量为0.0055~0.0065%,可获得更为稳定的屈服强度。
20.铝:钢中加al主要目的是脱氧目的,本专利设定铝含量主要考虑钢中铝与氮元素可形成aln,固定钢中残余元素氮,保证退火过程析出控制晶粒生长,设定al:0.04~0.06%。
21.氮:本发明钢中的n为杂质元素。本发明技术方案设定n含量0.0020~0.0040%,为冶炼正常水平。
22.硫:本发明钢中的s为杂质元素,过低的s含量会增加炼钢脱硫的成本。本发明技术方案设定s含量0~0.015%。
23.磷:本发明钢中的p为杂质元素,过低的p含量会增加成本。本发明技术方案设定p含量0~0.015%。
24.上述屈服强度320mpa级热镀铝锌钢板的制造方法,该方法包括:
25.钢水经过连铸得到连铸板坯,其中所述钢水化学成分的重量百分比为:c:0.06~0.08%,si:0~0.03%,mn:0.15~0.25%,p:0~0.015%,s:0~0.015%,nb:0.0045~0.0080%,al:0.04~0.06%,n:0.0020~0.0040%,余量为fe和不可避免的夹杂元素;
26.连铸板坯经加热炉加热至1150~1200℃后进行热轧,所述的热轧为两段式轧制工艺,粗轧为5道次连轧,精轧为7道次连轧,精轧结束温度为850~870℃;精轧后钢板厚度为3.8~4.0mm,层流冷却采用前段冷却,卷取温度为530~550℃卷取获得热轧钢卷;
27.热轧钢卷重新开卷后经酸洗、冷轧、卧式连续退火炉退火、热镀铝锌、平整,卷取得到厚度为1.0~1.2mm成品热镀铝锌钢板,所述冷轧压下率为68~75%,经过冷轧后的轧硬状态带钢在卧式连续退火炉退火的加热温度为630~640℃,均热段温度为730~740℃,带钢在均热段的退火时间为50~60s,将退火后的带钢冷却到590~600℃,冷却速度为20~25℃/s,带钢等温5~7s后,入锌锅进行热浸镀铝锌;平整延伸率为1.0~1.5%。
28.本发明采取的生产工艺的理由如下:
29.1、连铸板坯加热温度的设定
30.经济型连铸板坯的加热过程需要较低的加热温度,为了防止板坯加热后奥氏体晶粒尺寸长大,降低成品钢板屈服强度,因此,加热温度设定在1150~1200℃。
31.2、精轧结束温度的设定
32.通过fe-c相图可知,设计钢成分范围属于亚共析钢,在平衡条件下,材料完全奥氏化后,在冷却过程中,材料在a3相变处发生先共析铁素体转变,随着温度的降低,铁素体的成分沿gp线变化,而奥氏体的成分沿gs线变化,当温度降至a1点时在恒温条件下,发生共析转变,奥氏体转变为珠光体组织。因此,在平衡条件下,我们得到的组织应为铁素体 珠光体组织。根据钢中成分中各元素的重量百分含量,c:0.06~0.08%,si:0~0.03%,mn:0.15~0.25%,p:0~0.015%,s:0~0.015%,nb:0.0045~0.0080%,通过材料计算材料平衡相变点温度a3为876.177℃。由添加微量铌元素后,经材料试验后确定其相变点a3为840~850℃,实际动态相变点会下降20℃,为了达到奥氏体轧制的目的,同时获得细小热轧基体组织,热
轧工艺设定精轧终轧温度为850℃~870℃。
33.3、冷却方式和热轧卷取温度的设定
34.相变过程中进行快速冷却可获得细小晶粒组织,提高强度。本专利设计主要考虑卷取温度的下降可控制铁素体晶粒长大,提高强化效果,减少珠光体的析出,从而更能发挥添加微量铌的作用,同时低温度卷取也有利减少aln析出,有利于控制成品饼平组织的形成。综合考虑,层流冷却采用前段冷却,卷取温度为530℃~550℃卷取获得热轧钢卷。
35.4、冷轧压下率的设定
36.本发明提供了上述屈服强度320mpa级的镀铝锌高强钢板冷轧工艺。将上述成分并经过热轧的高强钢热轧钢卷重新开卷经过酸洗去掉表面氧化铁皮后,在冷连轧机上或往复式单机架轧机上经过多次冷轧后,受到轧制能力的限制,冷轧的压下率为68~75%。
37.5、退火温度和退火后冷却工艺的设定
38.通过材料退火工艺研究,该成分和热轧工艺条件下的退火再结晶温度开始温度为680~710℃,为了得到具有再结晶铁素体组织 细小渗碳体组织钢板,带钢退火后进行快速冷却和等温处理方法。带钢在卧式连续退火炉的加热温度630~640℃,均热段温度为730~740℃,带钢在均热段的退火时间为50~60s,将退火后的带钢冷却到590~600℃,冷却速度为20~25℃/s,带钢等温5~7s后,入锌锅进行热浸镀铝锌。
39.6、平整延伸率的设定
40.为了消除上屈服点,保证材料在铆接胀形过程的稳定性,通过反复试验确定设定平整延伸率为1.0~1.5%可获得稳定的加工性能。
41.采用上述方法生产的热镀铝锌钢板的金相组织为再结晶铁素体 细小渗碳体,铁素体晶粒度级别为i8.5~i9.5级,热镀铝锌钢板的屈服强度r
p0.2
为320~360mpa,r
m
为389~404mpa,断后伸长率a
50mm
为38~43%,n值为1.9~2.1。
42.本发明相比现有技术具有如下积极效果:1、本发明热镀铝锌钢板的金相组织为再结晶铁素体和细小渗碳体组织,达到的材料高强、高伸长率和高n值目的,满足了镀铝锌高强钢板在铆接胀形的加工要求。2、本发明设计具有较好的经济性,只添加少量锰元素和微量的铌,既达到高强目的同时具有低成分特征,与同类型钢相比具有更好经济性。3、本发明方法中的组织调控方法可操作性强,容易实施,只需通过控制热轧过程中的温度和退火炉的工艺参数即可实现。4、本发明方法中成分在冶炼生产过程中,一方面合金量较少,同时在连铸生产过程中也具有可操作性,不会因设计造成冶炼浇铸困难。
附图说明
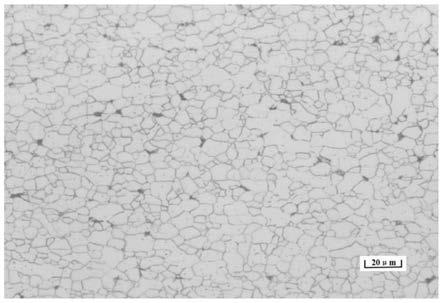
43.图1为本发明实施例4热镀铝锌钢板的金相组织照片。
具体实施方式
44.下面结合实施例1~6对本发明作进一步说明,如表1~表4所示。
45.表1为本发明实施例热镀铝锌钢板的基板的化学成分(按重量百分比计),余量为fe及不可避免杂质。
46.表1 本发明实施例热镀铝锌钢板的基板的化学成分,单位:重量百分比。
[0047][0048][0049]
通过转炉熔炼,得到符合要求化学成分的连铸坯,厚度为210~240mm,宽度为800~1300mm,长度为5000~10000mm。
[0050]
连铸板坯经加热炉加热至1150~1200℃后进行热轧,所述的热轧为两段式轧制工艺,粗轧为5道次连轧,精轧为7道次连轧,精轧结束温度为850℃~870℃;层流冷却采用前段冷却,卷取温度为530℃~550℃卷取获得热轧钢卷;热轧工艺控制见表2。
[0051]
表2 本发明实施例热轧工艺控制参数
[0052][0053]
热轧钢卷重新开卷后经酸洗、冷轧、卧式连续退火炉退火、热镀铝锌、平整,卷取得到厚度为1.0~1.2mm成品热镀铝锌钢板,所述冷轧压下率为68~75%,经过冷轧后的轧硬状态带钢在卧式连续退火炉退火的加热温度为630~640℃,均热段温度为730~740℃,带钢在均热段的退火时间为50~60s,将退火后的带钢冷却到590~600℃,冷却速度为20~25℃/s,带钢等温5~7s后,入锌锅进行热浸镀铝锌;平整延伸率为1.0~1.5%。冷轧、退火、平整工艺控制参数见表3。
[0054]
表3 本发明实施例冷轧、退火、平整工艺控制控制参数
[0055][0056]
采用上述方法生产的热镀铝锌钢板,参见图1,热镀铝锌钢板的金相组织为再结晶铁素体 细小渗碳体,铁素体晶粒度级别为i8.5~i9.5级,热镀铝锌钢板的屈服强度r
p0.2
为320~360mpa,r
m
为389~404mpa,断后伸长率a
50mm
为38~43%,n值为1.9~2.1。
[0057]
将本发明得到的热镀铝锌钢板按照《gb/t228.1~2010金属材料拉伸试验第1部分:室温试验方法》和《gbt5028-2008金属材料薄板和薄带拉伸应变硬化指数(n值)的测定》进行拉伸试验,钢板的力学性能见表4。
[0058]
表4 本发明实施例热镀铝锌钢板的力学性能与晶粒度
[0059][0060]
实施例4钢板的屈服强度r
p0.2
为330mpa、抗拉强度为395mpa,断后伸长率a
50mm
为42.5%,n值为1.94,通过微合金的成分设计,利用热轧控制与退火工艺技术实现了屈服强度320mpa级热镀铝锌钢板的制造。
[0061]
除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。