1.本实用新型涉及焊接技术领域,具体涉及一种焊接装置。
背景技术:
2.随着技术的不断发展,传统的石化工程行业也正由人工作业逐渐转向机械化自动化,自动化焊接技术在行业中应用愈加广泛。石化装置的焊接工作量大,焊接质量要求高,尤其是工艺管道,焊缝长度往往达到几十万吋,管道预制是提高焊接效率保证工期的重要途径。
3.目前,石化工艺管道焊接应用最多的是埋弧焊方法,具有生产效率高、劳动条件好、对焊工技术水平要求不高、操作技能易掌握等优点。同时,管道直径通常在500mm以内,管径较小、焊缝长度短,焊丝多采用直径2.5mm及以下焊丝,承载电流能力有限,焊丝熔化效率低,限制了埋弧焊焊接效率的发挥,焊接热输入过大,则易产生气孔烧穿等缺陷。
4.增加埋弧焊熔敷效率的方式通常有两种,一是增加焊丝伸长长度(正常状态为25
‑
35mm),通过电阻热增快焊丝熔化;二是附加冷丝或热丝填充,即两根焊丝参与熔敷,通过增加焊接填丝的方式,能够利用埋弧焊熔池的能量,增加焊丝熔敷效率,有利于晶粒细化和线能量控制,与此同时,填充丝的加入改变了熔池热量分布,对焊缝成形和力学性能具有较大影响,但其需要燃弧主丝工艺参数与填充丝各参数之间相匹配。
技术实现要素:
5.针对现有技术存在的技术问题,本实用新型提供一种焊接装置,以提升焊接熔敷效率和焊接质量。
6.本实用新型提供的一种焊接装置,所述焊接装置包括:
7.固定架;所述固定架上设有滑动模块,所述滑动模块可沿固定架水平移动;
8.焊枪,可拆卸连接于所述滑动模块上;所述焊枪包括氩弧焊枪和埋弧焊枪;所述氩弧焊枪内设有钨极,所述埋弧焊枪内设有焊丝,所述焊丝通过第一填丝轮与焊丝丝盘连接;
9.填丝装置,置于所述氩弧焊枪和埋弧焊枪之间;所述填丝装置通过固定螺栓设于凹槽状活动块上,所述凹槽状活动块的一侧部与滑动模块铰连接,所述滑动模块上位于凹槽状活动块的两侧均设有螺丝孔,所述凹槽状活动块的另一侧部可通过固定螺丝与螺丝孔固定连接;所述填丝装置内设有填充丝,所述填充丝通过第二填丝轮与填充丝丝盘连接;所述填充丝的前端设有预热装置;
10.所述钨极与焊丝均通过检测装置分别与焊接电源和预热电源连接,所述焊接电源与控制系统连接,所述预热电源分别与填充丝、预热装置及控制系统连接。
11.优选地,所述预热装置为电阻加热器或电涡流加热器。
12.优选地,所述氩弧焊枪和埋弧焊枪均通过凹槽状固定块与滑动模块连接,并通过固定螺丝固定。
13.优选地,所述固定架采用薄钢制成。
14.优选地,所述检测装置为干簧管或霍尔传感器。
15.优选地,所述控制系统包括控制面板和信号控制模块。
16.与现有技术相比,本实用新型具有以下有益效果:
17.1、本实用新型通过填充丝预热及填丝装置并配合信号控制模块的功能,实现了填充丝各变量的调节及与焊接系统的信号控制,实现了焊接熔敷效率和焊接质量的提升。
18.2、本实用新型通过氩弧焊接结合埋弧焊接对同一处焊缝进行重复焊接,且采用氩弧焊方式进行打底,埋弧焊方式填充盖面,能够提高焊接过程的熔敷效率,降低焊缝热输入,对于提高热敏感金属材料的焊接质量有较好效果。
19.3、本实用新型可用于管道或平板的对接焊,以及新设备的定制或现有设备的改造。
附图说明
20.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
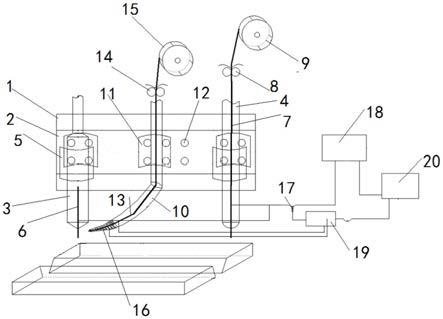
21.图1是本实用新型实施例的结构示意图。
22.图2是本实用新型试验例中不同填丝速度下焊缝表面成形及焊接接头截面形貌图。
23.图3是本实用新型试验例中不同填丝速度下热影响区宽度图。
24.图4是本实用新型试验例中不同填丝速度下焊缝微观组织形貌图。
25.其中,1、固定架;2、滑动模块;3、氩弧焊枪;4、埋弧焊枪;5、凹槽状固定块;6、钨极;7、焊丝;8、第一填丝轮;9、焊丝丝盘;10、填丝装置;11、凹槽状活动块;12、螺丝孔;13、填充丝;14、第二填丝轮;15、填充丝丝盘;16、预热装置;17、检测装置;18、焊接电源;19、预热电源;20、控制面板。
具体实施方式
26.提供下述实施例是为了更好地进一步理解本实用新型,并不局限于所述最佳实施方式,不对本实用新型的内容和保护范围构成限制,任何人在本实用新型的启示下或是将本实用新型与其他现有技术的特征进行组合而得出的任何与本实用新型相同或相近似的方案,均落在本实用新型的保护范围之内。
27.实施例
28.参照图1,一种焊接装置,所述焊接装置包括:固定架、焊枪和填丝装置。
29.固定架1采用薄钢制成,其上设有滑动模块2,滑动模块2可沿固定架1水平移动。
30.所述焊枪包括氩弧焊枪3和埋弧焊枪4,氩弧焊枪3和埋弧焊枪4均通过凹槽状固定块5与滑动模块2连接,并通过固定螺丝固定;氩弧焊枪3内设有钨极6,埋弧焊枪4内设有焊丝7,焊丝7通过第一填丝轮8与焊丝丝盘9连接;
31.填丝装置10置于氩弧焊枪3和埋弧焊枪4之间,填丝装置10通过固定螺栓设于凹槽状活动块11上,凹槽状活动块11的一侧部与滑动模块2铰连接,滑动模块2上位于凹槽状活
动块11的两侧均设有螺丝孔12,凹槽状活动块11的另一侧部可通过固定螺丝与螺丝孔12固定连接,进而实现凹槽状活动块11以滑动模块2的竖直线作为转轴进行转动;填丝装置10内设有填充丝13,填充丝13通过第二填丝轮14与填充丝丝盘15连接,填充丝13的前端设有预热装置16,预热装置16为电阻加热器。
32.钨极6与焊丝7均通过检测装置17分别与焊接电源18和预热电源19连接,焊接电源18与控制系统连接,预热电源19分别与填充丝13、预热装置16及控制系统连接,检测装置17为干簧管,控制系统包括控制面板20和信号控制模块。
33.本实施例中,预热装置16及填丝装置10独立于焊丝7及钨极6,预热装置16的加热启停、电流大小及加热温度通过控制系统进行控制,填丝装置10的填丝速度、填丝时间通过控制系统进行控制,并与焊接工艺参数相匹配,填丝装置10通过滑动模块2与焊枪连固,可随焊枪移动,填丝装置10前端与焊枪的夹角可根据需要通过固定螺栓自由调节;信号控制模块连通焊枪、填丝装置10及预热装置16,当焊枪不工作时,填丝装置10及预热装置16不响应,当通过检测装置17检测到钨极6或焊丝7的电流时,填丝装置10按照设置好的预热电流、填丝速度开始填丝,填丝装置10与焊枪同步行走或固定,当检测到钨极6或焊丝7熄弧信号后,填丝装置10提前停止填丝。
34.本实施例的具体焊接方法包括以下步骤:
35.s1、调节焊丝7的干伸长度、填丝装置10的位置、填丝装置10前端与焊枪的夹角。在控制面板20中,设置焊枪的工艺参数,包括电流、电压、焊接速度;设置填充丝13的预热电流,延迟预热电源19的启动时间,直至检测装置17检测到电流信号时,预热电源19开始工作;设置填丝装置10的填丝时间及填丝速度;进行焊接路径试行走,确定填丝装置10与焊枪连接良好;
36.s2、氩弧焊枪3起弧,检测装置17检测到钨极6的电流即填充丝13的预热电流,预热装置16进行预热,填丝装置10置于氩弧焊接方向前方,按设置参数填丝,在焊接开始1秒后加入,填充丝13的端部置于钨极6的下方,距离钨极5mm,自左向右进行氩弧焊接,填丝装置10与氩弧焊枪3同步行走,当氩弧焊接过程停止时,根据检测装置17提前0.5秒结束填丝;
37.s3、埋弧焊枪4起弧,检测装置17检测到焊丝7的电流,预热装置16进行预热,填丝装置10置于埋弧焊接方向前方,按设置参数填丝,在焊接开始1秒后加入,通过凹槽状活动块11转动填充丝13的端部置于焊丝7的下方,距离焊丝5mm,自右向左进行埋弧焊接,填丝装置10与埋弧焊枪4同步行走,当埋弧焊接过程停止时,根据检测装置17提前结束填丝,以保证焊接收弧稳定。
38.上述方法中,试验用母材q345r规格为500
×
200
×
14mm;焊材为f4a2
‑
h08mna,直径为3.2mm;钨极为er50
‑
6,直径为2.0mm;填充丝为er50
‑
6,直径为1.6mm;焊前加工双边60度v型坡口,钝边0.5
‑
1.0mm,组对间隙为2.0
‑
2.5mm,坡口两侧各30mm进行打磨清理。填丝装置前端与焊枪的夹角为35度。其他焊接参数参照表1:
39.表1
[0040][0041]
上述方法中,焊接过程稳定,未出现堵丝或顶丝现象;焊缝表面成形美观,无咬边、裂纹及气孔等情况。按照nb/t47013.2
‑
2015标准要求进行评定,焊缝中未发现超标缺欠,焊口均符合ii级要求。焊缝弯曲180
°
未出现缺陷。力学性能试验结果参照表2、3。
[0042]
表2、焊缝拉伸试验结果
[0043][0044]
表3、焊缝冲击试验结果
[0045][0046]
试验例
[0047]
试验采用150mm
×
300mm
×
12mm的06cr19ni10不锈钢,焊丝选用型号为er308,规格为2.0mm,填充丝规格为1.2mm,埋弧焊剂采用相匹配的sj601。焊接试验前对母材表面进行打磨除锈处理,焊剂按要求进行烘干。焊接过程中,起弧后1秒开始填丝,提前0.5秒结束填丝,填丝装置前端与焊枪的夹角为60度,填充丝与焊丝间距6mm。
[0048]
试验的焊接电流为300a、电压30v、焊接速度36cm/min,设置不填丝、填丝速度分别为1m/min、3m/min、5m/min的焊接试验,焊接参数和焊缝质量参照表4:
[0049]
表4
[0050][0051]
不同填丝速度下焊缝表面成形及焊接接头截面形貌参照图2,不同填丝速度下热影响区宽度参照图3,不同填丝速度下焊缝微观组织形貌参照图4。
[0052]
从以上数据可以看出,填充丝的加入能够充分利用氩弧焊及埋弧焊熔池热量,对焊缝余高和母材熔化产生一定影响,填丝速度为3m/min时,熔敷效率相比单丝弧提高45%;填充丝的加入降低了单位熔敷金属的热输入,使得焊缝热影响区更窄。
[0053]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。