1.本发明涉及接合结构。
背景技术:
2.在专利文献1中公开有使第一金属材料与相对于第一金属材料焊接困难的异种材料为重合的状态并经由异种材料的贯通部对焊料(焊丝)进行电弧焊接而得到的接合结构。
3.此时,利用熔融了的焊料在异种材料的贯通部的上表面侧的外周部以覆盖的方式形成檐部分。由此,在由焊料相对于第一金属材料的凝固收缩产生的檐部分与第一金属材料的压缩固定力的作用下,将异种材料与第一金属材料固定。
4.现有技术文献
5.专利文献
6.专利文献1:国际公开第2018/030272号
技术实现要素:
7.发明要解决的课题
8.然而,在专利文献1的发明中,例如,在贯通部的孔径小的情况下,第一金属材料中的焊料的熔接面积也变小,接合强度有可能不足。
9.本发明是鉴于该点而完成的,其目的在于能够增加焊料的熔接面积而确保接合强度。
10.用于解决课题的方案
11.本发明将由金属材料构成的第一构件、由相对于该第一构件焊接困难的材料构成的第二构件以及由焊接于该第一构件的焊料构成的第三构件相互接合而成的接合结构作为对象,采取以下那样的解决方案。
12.即,在所述第一发明中,所述第一构件具有形成为在厚度方向上未贯通的深度的非贯通孔。所述第二构件具有在与所述非贯通孔对应的位置开口的贯通部。所述第三构件具有对所述贯通部的周缘部进行按压的凸缘部,并且经由该贯通部而被电弧焊接于所述第一构件中的所述非贯通孔的内周面及底部和所述第一构件的由所述第二构件的所述贯通部开口的开口面。通过所述第三构件相对于所述第一构件的凝固收缩从而所述第二构件被所述凸缘部与所述第一构件压缩,由此所述第二构件固定于所述凸缘部与该第一构件之间。
13.在第一发明中,第二构件由相对于第一构件焊接困难的材料构成。在第一构件形成有在厚度方向上未贯通的深度的非贯通孔。第三构件经由第二构件的贯通部而被电弧焊接于第一构件中的非贯通孔的内周面及底部和所述第一构件的由所述第二构件的所述贯通部开口的开口面。通过第三构件的凝固收缩从而第二构件被凸缘部与第一构件压缩,由此在第三构件的凸缘部与第一构件之间固定第二构件。
14.如此,通过在第一构件设置非贯通孔,并将第三构件电弧焊接于非贯通孔的内周
面及底部和第一构件的由第二构件的所述贯通部开口的开口面,从而能够增加第三构件的熔接面积。特别是,在第一构件的板厚比第二构件的板厚厚的情况下,能够在将对第二构件的热影响抑制为最小限度的同时确保向第一构件的熔深。
15.由此,能够确保第一构件、第二构件以及第三构件之间的接合强度。
16.在第二发明中,在第一发明的基础上,所述凸缘部在所述第二构件中的与所述第一构件相反的一侧的面上比该贯通部向径向外侧伸出。
17.在第二发明中,利用凸缘部对第二构件中的与第一构件相反的一侧的面进行按压,从而能够在凸缘部与第一构件之间压缩固定第二构件。
18.在第三发明中,在第一发明的基础上,所述贯通部由所述周缘部划分出。所述周缘部具有朝向所述第一构件而变细的锥部。所述凸缘部对所述锥部进行按压。
19.在第三发明中,通过在周缘部设置锥部,从而熔融了的焊料容易朝向非贯通孔流动。另外,通过使凸缘部凝固为沿着锥部的形状,从而能够抑制从第二构件鼓出的凸缘部的厚度。
20.在第四发明中,在第一至第三发明中任一发明的基础上,所述非贯通孔具有平坦状的底部以及朝向该底部倾斜的倾斜部。
21.在第四发明中,通过在非贯通孔设置倾斜部,从而熔融了的焊料容易朝向非贯通孔的底部流动。另外,通过将非贯通孔的底部设为平坦状,从而能够增加第三构件的熔接面积来确保接合强度。
22.在第五发明中,在第一至第三发明中任一发明的基础上,所述非贯通孔形成为朝向该非贯通孔的底部而变细的锥状。
23.在第五发明中,通过将非贯通孔形成为朝向底部而变细的锥状,从而熔融了的焊料容易朝向非贯通孔的底部流动。
24.在第六发明中,在第一至第三发明中任一发明的基础上,所述非贯通孔形成为朝向该非贯通孔的底部而扩宽的锥状。
25.在第六发明中,将非贯通孔形成为朝向底部而扩宽的锥状。由此,当熔融了的焊料在非贯通孔的扩宽部分凝固时,成为第三构件嵌入到非贯通孔的状态,能够提高接合强度。
26.在第七发明中,在第一至第六发明中任一发明的基础上,
27.所述非贯通孔包括比所述非贯通孔小的多个小非贯通孔。
28.在第七发明中,通过设置多个小非贯通孔,从而能够使熔融了的焊料在向多个小非贯通孔分散的同时进行焊接。另外,通过成为第三构件嵌入到多个小非贯通孔的状态,从而能够在多个小非贯通孔中获得楔效果,接合稳定性提高。
29.在第八发明中,在第一至第七发明中任一发明的基础上,所述接合结构具备固定构件,所述固定构件重合于所述第二构件中的与所述第一构件相反的一侧的面。所述固定构件具有在与所述贯通部以及所述非贯通孔对应的位置开口的固定孔。所述第三构件经由所述固定孔以及所述贯通部而被电弧焊接于所述非贯通孔的内周面及底部和所述第一构件的由所述第二构件的所述贯通部开口的开口面。所述凸缘部隔着所述固定构件对所述贯通部的周缘部进行按压。通过所述第三构件的凝固收缩从而所述固定构件以及所述第二构件被所述凸缘部与所述第一构件压缩,由此所述固定构件以及所述第二构件固定于所述凸缘部与该第一构件之间。
30.在第八发明中,在第二构件重合有固定构件。第三构件经由固定构件的固定孔以及第二构件的贯通部而被电弧焊接于非贯通孔的内周面及底部和第一构件的由第二构件的贯通部开口的开口面。通过第三构件的凝固收缩从而固定构件以及第二构件被凸缘部与第一构件压缩,由此固定构件以及第二构件固定于第三构件的凸缘部与第一构件之间。
31.由此,在将第三构件电弧焊接于第一构件的非贯通孔的内周面及底部和第一构件的由第二构件的贯通部开口的开口面时,能够利用固定构件在抑制向第二构件的热量输入量的同时形成凸缘部。并且,能够在第一构件与固定构件之间夹入并固定作为异种材料的第二构件。
32.在第九发明中,在第一至第八发明中任一发明的基础上,所述第二构件还具有在与所述第一构件相反的一侧的面开口的台阶部。所述贯通部形成于该台阶部的底面。
33.在第九发明中,在第二构件的台阶部的底面形成有贯通部。由此,将第三构件的凸缘部配置于台阶部内,从而能够抑制凸缘部从第二构件鼓出的情况。
34.在第十发明中,在第九发明的基础上,所述台阶部的底面朝向所述贯通部倾斜。
35.在第十发明中,通过使台阶部的底面朝向贯通部倾斜,从而熔融了的焊料容易朝向贯通部流动。
36.在第十一发明中,在第一至第十发明中任一发明的基础上,所述第三构件具有焊接于所述第一构件的第一接合部以及焊接于该第一接合部而构成所述凸缘部的第二接合部。
37.在第十一发明中,通过将第三构件分开形成为第一接合部与第二接合部,从而能够实现考虑了第二构件的材料特性的焊接方法或者焊接条件的分开使用。
38.例如,在将熔融了的焊料经由贯通部向第一构件焊接时,以熔深所需的热量输入进行电弧的扩展小的短路焊接,形成第一接合部即可。之后,以不将第二构件熔融的程度的低热量输入,进行电弧的扩展大的基于正极性、交流的脉冲焊接,形成第二接合部即可。由此,能够在抑制向第二构件的热量输入量的同时形成凸缘部。
39.在第十二发明中,在第一至第十一中任一发明的基础上,非贯通孔具有比贯通部小的尺寸。开口面是第一构件的所述上表面中的位于贯通部内的区域。
40.如此,非贯通孔的直径比第二构件的贯通部的直径(第一构件的由第二构件的贯通部开口的开口面的直径)小。由此,能够在抑制对第一构件以及第二构件的热量输入的同时进行焊接。另外,利用非贯通孔的内周面及底面与开口面形成第三构件的凸部形状。凸部形状扩大所接合的表面积。凸部形状发挥楔那样的锚固效果而进一步提高接合强度以及可靠性。
41.第十三发明与具备第一构件、第二构件以及第三构件的接合结构相关。第一构件具有上表面以及与上表面相反的下表面。第一构件具有形成于上表面的非贯通孔。第一构件由金属材料构成。第二构件具有比非贯通孔大的贯通部以及划分贯通部的周缘部。第二构件由相对于第一构件焊接困难的材料构成。第二构件以使贯通部在与非贯通孔对应的位置开口的方式配设于第一构件的上表面。第三构件具有焊接部以及经由贯通部而与焊接部相连的凸缘部。焊接部被电弧焊接于非贯通孔的内周面及底部和第一构件的上表面中的非贯通孔的周围。凸缘部覆盖周缘部。第三构件由焊接于第一构件的焊料构成。第二构件通过第三构件的凝固收缩从而被凸缘部与第一构件压缩,由此固定于凸缘部与第一构件之间。
42.如此,通过在第一构件设置非贯通孔,并将第三构件电弧焊接于非贯通孔的内周面及底部和第一构件的由第二构件的所述贯通部开口的开口面,从而能够增加第三构件的熔接面积。特别是,在第一构件的板厚比第二构件的板厚厚的情况下,能够在将对第二构件的热影响抑制为最小限度的同时确保向第一构件的熔深。
43.第十四发明与包括第一构件的准备、第二构件的准备以及第三构件的形成的接合方法相关。第一构件具有上表面以及与上表面相反的下表面。第一构件具有形成于上表面的非贯通孔。第一构件由金属材料构成。第二构件具有贯通部以及划分贯通部的周缘部。第二构件由相对于第一构件焊接困难的材料构成。第二构件以使贯通部位于与非贯通孔对应的位置并且形成第一构件的由贯通部开口的开口面的方式配置于第一构件的上表面。第三构件通过经由贯通部被电弧焊接于第一构件中的非贯通孔的内周面及底部和第一构件的开口面而形成。第三构件由焊接于第一构件的焊料构成。第三构件具有对周缘部进行按压的凸缘部。通过第三构件的凝固收缩从而第二构件被凸缘部与第一构件压缩,由此第二构件固定于凸缘部与第一构件之间。
44.在第十四发明中,第二构件由相对于第一构件焊接困难的材料构成。在第一构件形成有在厚度方向上未贯通的深度的非贯通孔。第三构件经由第二构件的贯通部而被电弧焊接于第一构件中的非贯通孔的内周面及底部和所述第一构件的由所述第二构件的所述贯通部开口的开口面。通过第三构件的凝固收缩从而第二构件被凸缘部与第一构件压缩,由此在第三构件的凸缘部与第一构件之间固定第二构件。
45.如此,通过在第一构件设置非贯通孔,并将第三构件电弧焊接于非贯通孔的内周面及底部和第一构件的由第二构件的所述贯通部开口的开口面,从而能够增加第三构件的熔接面积。特别是,在第一构件的板厚比第二构件的板厚厚的情况下,能够在将对第二构件的热影响抑制为最小限度的同时确保向第一构件的熔深。
46.发明效果
47.根据本发明,能够增加焊料的熔接面积而确保接合强度。
附图说明
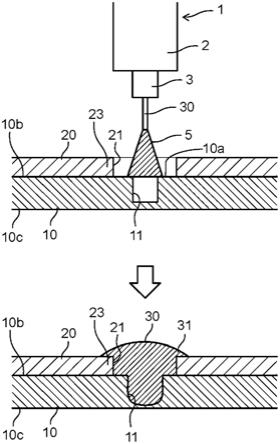
48.图1是用于说明本实施方式1的接合结构的侧剖视图。
49.图2是用于说明本实施方式2的接合结构的侧剖视图。
50.图3是用于说明本实施方式3的接合结构的侧剖视图。
51.图4是用于说明本实施方式4的接合结构的侧剖视图。
52.图5是用于说明本实施方式5的接合结构的侧剖视图。
53.图6是用于说明本实施方式6的接合结构的侧剖视图。
54.图7是用于说明本实施方式7的接合结构的侧剖视图。
55.图8是用于说明本实施方式8的接合结构的侧剖视图。
56.图9是用于说明本实施方式9的接合结构的侧剖视图。
57.图10是用于说明本实施方式10的接合结构的侧剖视图。
58.图11是用于说明本实施方式11的接合结构的侧剖视图。
具体实施方式
59.以下,基于附图对本发明的实施方式进行说明。需要说明的是,以下的优选的实施方式的说明本质上只不过是示例,并非意在限制本发明、其适用对象或其用途。
60.《实施方式1》
61.图1示出用于将由金属材料构成的第一构件10、由相对于第一构件10焊接困难的材料构成的第二构件20以及由焊料构成的第三构件30相互接合的接合结构。
62.第一构件10是由金属材料构成的板状的构件。第一构件10具有形成为在厚度方向上未贯通的深度的非贯通孔11。在图1所示的例子中,非贯通孔11由向上方开口的圆形形状的凹陷形成。非贯通孔11例如通过铣床加工、车床加工、钻床加工等、激光加工而形成为非贯通孔。第一构件10具有上表面10b、以及与上表面10b相反的下表面10c。上表面10b面向第二构件20。非贯通部11从上表面10b朝向下表面10c侧延伸。
63.第二构件20是由相对于第一构件10焊接困难的材料构成的板状的构件。第二构件20与第一构件10的上侧重合。第二构件20具有圆形形状的贯通部21。贯通部21在与第一构件10的非贯通孔11对应的位置开口。另外,由与第一构件10重叠的第二构件20的贯通部21开口的第一构件10的上表面成为开口面10a。该开口面10a相当于非贯通孔11的上表面。第二构件20还具有用于划分贯通部21的周缘部23。
64.需要说明的是,在本实施方式中,将贯通部21作为圆形形状的贯通孔来进行说明,但也可以是椭圆状、长孔状的贯通孔。贯通部21也可以是贯通槽。贯通槽在第二构件20的厚度方向上从上表面贯通至下表面。贯通槽还在贯通槽的长度方向的两端或者一端开放。关于这一点,贯通槽与长孔状的贯通孔不同。长孔状的贯通孔在贯通孔的长度方向的两端封闭。例如,在贯通槽的长度方向的两端开放的情况下,第二构件20包括配置于第一构件10上的至少两个独立的板。该两个板相互隔开细长的间隙地排列。该间隙形成作为贯通部21的贯通槽。在第二构件20包括多个独立的板并形成有多个贯通槽的情况下,将作为熔融了的焊料的第三构件30经由多个贯通槽焊接于第一构件10,从而利用第三构件30与第一构件10夹入第二构件20,将第二构件20固定于第一构件10。
65.第三构件30由作为与第一构件10同种系的金属材料的焊料构成。这里,同种系的金属材料是能够相互焊接的金属,不仅是相同的材质之间,而且是铁系金属材料之间、非铁系金属材料之间等焊接接合性良好的金属材料。换言之,同种系的金属材料是焊接的相容性良好的同种系的材料。
66.具体而言,作为焊接时的第一构件10与第三构件30的组合可列举以下的组合。例如,作为铁系金属材料的组合有软钢和软钢、不锈钢和不锈钢、软钢和高强度钢(高张力钢)、高强度钢和高强度钢等。另外,作为非铁系金属材料有铝和铝、铝和铝合金、铝合金和铝合金等。
67.另外,作为异种材料的第二构件20与作为同种系的金属材料的第一构件10及第三构件30是不同材质的材料,且是相对于第一构件10以及第三构件30焊接困难的材质。
68.例如,在将作为同种系的金属材料的第一构件10以及第三构件30设为铁系金属材料的情况下,作为异种材料的第二构件20是铜材、铝材等非铁系金属材料。另外,例如cfrp(carbon fiber reinforced plastics,碳纤维强化塑料)、pet(polyethlen terephthalate,聚对苯二甲酸乙二醇酯)等这样的树脂材料也可以作为相对于金属材料的
异种材料而列举。
69.需要说明的是,在以下的说明中,说明将软钢材用作第一构件10,将铝材用作第二构件20,将软钢材用作作为焊料的第三构件30的情况。
70.电弧焊接机1具备喷嘴2以及焊嘴3。喷嘴2向焊接对象物的焊接位置供给保护气体等。焊嘴3对第三构件30供给焊接电流。
71.电弧焊接机1通过经由贯通部21向非贯通孔11进给作为焊料的第三构件30的同时供给焊接电流,从而产生电弧5。电弧5向第一构件10中的非贯通孔11的内周面及底面(底部)、以及作为第一构件10的上表面的开口面10a照射。由该电弧5熔融了的第三构件30与非贯通孔11的内周面以及底面熔融结合,并且逐渐层叠于第一构件10的上表面侧的开口面10a与第二构件的贯通部21内。并且,熔融了的第三构件30在将贯通部21内填满之后,向第二构件20的上表面侧的周缘部23流出,并呈凸缘状扩展。
72.在熔融了的第三构件30成为焊道的过程中,在第三构件30设置对贯通部21的周缘部23进行按压的凸缘部31。凸缘部31在第二构件20中的与第一构件10相反的一侧的面(在图1中为上表面)上比贯通部21向径向外侧伸出。
73.并且,通过第三构件30凝固收缩,从而第二构件20被凸缘部31与第一构件10压缩。在该压缩的作用下,在凸缘部31与第一构件10之间固定作为异种材料的第二构件20。
74.如以上那样,根据本实施方式的接合结构,在第一构件10设置非贯通孔11,并将第三构件30电弧焊接于第一构件10的非贯通孔11的内周面及底面与开口面10a,从而能够增加第三构件30的熔接面积。特别是,在第一构件10的板厚比第二构件20的板厚厚的情况下,能够在将对第二构件20的热影响抑制为最小限度的同时确保对第一构件10的熔深。另外,利用非贯通孔11的内周面以及底面与开口面10a形成第三构件30的凸部形状。凸部形状扩大所接合的表面积。凸部形状发挥楔那样的锚固效果而进一步提高接合强度以及可靠性。需要说明的是,非贯通部11的直径比第二构件20的贯通部21的直径(第一构件10的由第二构件20的贯通部21开口的开口面10a的直径)小。由此,能够在抑制向第一构件10以及第二构件20的热量输入的同时进行焊接。
75.由此,能够确保第一构件10、第二构件20以及第三构件30之间的接合强度。
76.《实施方式2》
77.以下,对与所述实施方式1相同的部分标注相同的附图标记,仅针对不同点进行说明。
78.如图2所示,第一构件10具有形成为在厚度方向上未贯通的深度的非贯通孔11。非贯通孔11由向上方开口的圆形形状的凹陷形成。
79.第二构件20具有在与第一构件10的非贯通孔11对应的位置开口的贯通部21。贯通部21由周缘部23划分出。周缘部23具有朝向第一构件10而变细的锥部22。
80.第三构件30由电弧5熔融。熔融了的第三构件30沿着贯通部21的锥部22朝向非贯通孔11流动,并熔融结合于非贯通孔11的内周面及底部和第一构件10的开口面10a。
81.并且,熔融了的第三构件30通过将贯通部21内填满,从而在锥部22的上表面呈凸缘状扩展。
82.在熔融了的第三构件30成为焊道的过程中,在第三构件30设置对锥部22进行按压的凸缘部31。
83.并且,通过第三构件30凝固收缩,从而第二构件20被凸缘部31与第一构件10压缩。在该压缩的作用下,在凸缘部31与第一构件10之间固定作为异种材料的第二构件20。
84.如以上那样,根据本实施方式的接合结构,通过在周缘部23设置锥部22,从而熔融了的第三构件30容易朝向非贯通孔11流动。另外,通过将凸缘部31形成为沿着锥部22的形状,从而能够抑制从第二构件20鼓出的凸缘部31的厚度。
85.《实施方式3》
86.如图3所示,第一构件10具有形成为在厚度方向上未贯通的深度的非贯通孔11。非贯通孔11具有平坦状的底部12、以及朝向底部12倾斜的倾斜部13。
87.第二构件20具有在与第一构件10的非贯通孔11对应的位置开口的贯通部21。
88.第三构件30由电弧5熔融。熔融了的第三构件30沿着非贯通孔11的倾斜部13朝向底部12流动,并熔融结合于非贯通孔11的内周面及底部和第一构件10的开口面10a。
89.并且,熔融了的第三构件30在将贯通部21内填满之后,向第二构件20的上表面侧的周缘部23流出,并呈凸缘状扩展。
90.在熔融了的第三构件30成为焊道的过程中,在第三构件30设置对周缘部23进行按压的凸缘部31。
91.并且,通过第三构件30凝固收缩,从而第二构件20被凸缘部31与第一构件10压缩。在该压缩的作用下,在凸缘部31与第一构件10之间固定作为异种材料的第二构件20。
92.如以上那样,根据本实施方式的接合结构,通过在非贯通孔11设置倾斜部13,从而熔融了的第三构件30容易朝向非贯通孔11的底部12流动。另外,通过将非贯通孔11的底部12设为平坦状,从而能够增加第三构件30的熔接面积来确保接合强度。
93.《实施方式4》
94.如图4所示,第一构件10具有形成为在厚度方向上未贯通的深度的非贯通孔11。非贯通孔11形成为朝向非贯通孔11的底部而变细的锥状。
95.第二构件20具有在与第一构件10的非贯通孔11对应的位置开口的贯通部21。
96.第三构件30由电弧5熔融。熔融了的第三构件30沿着非贯通孔11的锥形状朝向非贯通孔11的底部流动,并熔融结合于非贯通孔11的内周面及底部和第一构件10的开口面10a。
97.并且,熔融了的第三构件30在将贯通部21内填满之后,向第二构件20的上表面侧的周缘部23流出,并呈凸缘状扩展。
98.在熔融了的第三构件30成为焊道的过程中,在第三构件30设置对周缘部23进行按压的凸缘部31。
99.并且,通过第三构件30凝固收缩,从而第二构件20被凸缘部31与第一构件10压缩。在该压缩的作用下,在凸缘部31与第一构件10之间固定作为异种材料的第二构件20。
100.如以上那样,根据本实施方式的接合结构,通过将非贯通孔11形成为朝向底部而变细的锥状,从而熔融了的第三构件30容易朝向非贯通孔11的底部流动。
101.《实施方式5》
102.如图5所示,非贯通孔11包括多个小非贯通孔11a。第一构件10具有形成为在厚度方向上未贯通的深度的多个小非贯通孔11a。小非贯通孔11a由向上方开口的圆形形状的凹陷形成。
103.第二构件20具有在与第一构件10的多个小非贯通孔11a对应的位置开口的一个贯通部21。
104.第三构件30由电弧5熔融。熔融了的第三构件30向多个小非贯通孔11a分散而熔融结合于各小非贯通孔11a的内周面及底部和第一构件10的开口面10a。
105.并且,熔融了的第三构件30在将贯通部21内填满之后,向第二构件20的上表面侧的周缘部23流出,并呈凸缘状扩展。
106.在熔融了的第三构件30成为焊道的过程中,在第三构件30设置对周缘部23进行按压的凸缘部31。
107.并且,通过第三构件30相对于第一构件10凝固收缩,从而第二构件20被凸缘部31与第一构件10压缩。在该压缩的作用下,在凸缘部31与第一构件10之间固定作为异种材料的第二构件20。
108.如以上那样,根据本实施方式的接合结构,通过设置多个小非贯通孔11a,从而能够将熔融了的第三构件30在向多个小非贯通孔11a分散的同时进行焊接。另外,通过成为第三构件30嵌入到多个小非贯通孔11a的状态,从而能够在多个小非贯通孔11a中获得楔效果,接合稳定性提高。
109.《实施方式6》
110.如图6所示,第一构件10具有形成为在厚度方向上未贯通的深度的非贯通孔11。非贯通孔11形成为朝向非贯通孔11的底部而扩宽的锥状。
111.第二构件20具有在与第一构件10的非贯通孔11对应的位置开口的贯通部21。
112.第三构件30由电弧5熔融。熔融了的第三构件30熔融结合于非贯通孔11的内周面及底部和第一构件10的开口面10a。
113.并且,熔融了的第三构件30在将贯通部21内填满之后,向第二构件20的上表面侧的周缘部23流出,并呈凸缘状扩展。
114.在熔融了的第三构件30成为焊道的过程中,在第三构件30设置对周缘部23进行按压的凸缘部31。
115.并且,通过第三构件30相对于第一构件10凝固收缩,从而第二构件20被凸缘部31与第一构件10压缩。在该压缩的作用下,在凸缘部31与第一构件10之间固定作为异种材料的第二构件20。
116.如以上那样,根据本实施方式的接合结构,将非贯通孔11形成为朝向底部而扩宽的锥状。由此,当熔融了的第三构件30在非贯通孔11的扩宽部分凝固时,成为第三构件30嵌入到非贯通孔11的状态,能够提高接合强度。
117.《实施方式7》
118.如图7所示,第一构件10具有形成为在厚度方向上未贯通的深度的非贯通孔11。非贯通孔11由向上方开口的圆形形状的凹陷形成。
119.第二构件20具有在与第一构件10的非贯通孔11对应的位置开口的贯通部21。在第二构件20的上表面重合有固定构件40。
120.固定构件40例如由矩形形状、圆盘状的金属材料构成。固定构件40的外形形状只要是对第二构件20的周缘部23进行按压的形状,则可以是任意的形状。
121.固定构件40由能够与第一构件10以及第三构件30焊接的同种系的金属材料构成。
需要说明的是,固定构件40也可以由与第一构件10以及第三构件30不同的材质构成。
122.在固定构件40的中央部设置有向第二构件20侧呈锥状顶出的压花形状的突起部41。突起部41插入于贯通部21。
123.固定构件40具有在与贯通部21以及非贯通孔11对应的位置开口的固定孔42。固定孔42形成于突起部41的底面。
124.第三构件30由电弧5熔融。熔融了的第三构件30经由固定孔42以及贯通部21朝向非贯通孔11流动,并熔融结合于非贯通孔11的内周面及底部和第一构件10的开口面10a。熔融了的第三构件30在固定构件40的上表面呈凸缘状扩展。
125.在熔融了的第三构件30成为焊道的过程中,在第三构件30设置对固定构件40的固定孔42的周缘部进行按压的凸缘部31。凸缘部31隔着固定构件40间接地对第二构件20的周缘部23进行按压。
126.并且,通过第三构件30凝固收缩,从而第二构件20被凸缘部31与第一构件10压缩。在该压缩的作用下,在凸缘部31与第一构件10之间固定固定构件40以及第二构件20。
127.如以上那样,根据本实施方式的接合结构,在将第三构件30焊接于第一构件10的非贯通孔11时,能够利用固定构件40在抑制向第二构件20的热量输入量的同时形成凸缘部31。并且,能够在第一构件10与固定构件40之间夹入并固定作为异种材料的第二构件20。
128.《实施方式8》
129.如图8所示,第一构件10具有形成为在厚度方向上未贯通的深度的非贯通孔11。非贯通孔11由向上方开口的圆形形状的凹陷形成。
130.第二构件20具有在与第一构件10的非贯通孔11对应的位置开口的贯通部21。
131.第三构件30由电弧5熔融。熔融了的第三构件30熔融结合于非贯通孔11的内周面及底部和第一构件10的开口面10a。
132.此时,通过使电弧焊接机1的喷嘴2沿着第二构件20的周缘部23回转,从而对周缘部23供给熔融了的第三构件30。由此,熔融了的第三构件30将贯通部21内填满,并且在第二构件20的上表面侧的周缘部23呈凸缘状扩展。
133.在熔融了的第三构件30成为焊道的过程中,在第三构件30设置对周缘部23进行按压的凸缘部31。
134.并且,通过第三构件30相对于第一构件10凝固收缩,从而第二构件20被凸缘部31与第一构件10压缩。在该压缩的作用下,在凸缘部31与第一构件10之间固定作为异种材料的第二构件20。
135.如以上那样,根据本实施方式的接合结构,通过使电弧焊接机1的喷嘴2回转,针对第二构件20的周缘部23,以基于低热量输入的交流焊接、短路焊接的螺旋状的轨迹进行电弧焊接,从而能够在抑制热量输入的同时形成凸缘部31。
136.《实施方式9》
137.如图9所示,第一构件10具有形成为在厚度方向上未贯通的深度的非贯通孔11。非贯通孔11由向上方开口的圆形形状的凹陷形成。
138.第二构件20具有在与第一构件10相反的一侧的面(在图9中为上表面)开口的台阶部25以及形成于台阶部25的底面的贯通部21。贯通部21在与第一构件10的非贯通孔11对应的位置开口。
139.第三构件30由电弧5熔融。熔融了的第三构件30熔融结合于非贯通孔11的内周面及底部和第一构件10的开口面10a。
140.并且,熔融了的第三构件30在将贯通部21内填满之后,向第二构件20的上表面侧的周缘部23、也就是台阶部25的底面流出,并呈凸缘状扩展。
141.在熔融了的第三构件30成为焊道的过程中,在第三构件30设置对周缘部23进行按压的凸缘部31。
142.并且,通过第三构件30凝固收缩,从而第二构件20被凸缘部31与第一构件10压缩。在该压缩的作用下,在凸缘部31与第一构件10之间压缩固定作为异种材料的第二构件20。
143.如以上那样,根据本实施方式的接合结构,将第三构件30的凸缘部31配置于台阶部25内,能够抑制凸缘部31从第二构件20鼓出的情况。
144.《实施方式10》
145.如图10所示,第一构件10具有形成为在厚度方向上未贯通的深度的非贯通孔11。非贯通孔11由向上方开口的圆形形状的凹陷形成。
146.第二构件20具有在与第一构件10相反的一侧的面(在图10中为上表面)开口的台阶部25以及形成于台阶部25的底面的贯通部21。台阶部25的底面朝向贯通部21倾斜。贯通部21在与第一构件10的非贯通孔11对应的位置开口。
147.第三构件30由电弧5熔融。熔融了的第三构件30在沿着台阶部25的倾斜面朝向贯通部21流动之后,熔融结合于非贯通孔11的内周面及底部和第一构件10的开口面10a。
148.并且,熔融了的第三构件30在将贯通部21内填满之后,向第二构件20的上表面侧的周缘部23、也就是台阶部25的底面流出,并在台阶部25的倾斜面呈凸缘状扩展。
149.在熔融了的第三构件30成为焊道的过程中,在第三构件30设置对台阶部25的倾斜面进行按压的凸缘部31。
150.并且,通过第三构件30凝固收缩,从而第二构件20被凸缘部31与第一构件10压缩。在该压缩的作用下,在凸缘部31与第一构件10之间固定作为异种材料的第二构件20。
151.如以上那样,根据本实施方式的接合结构,通过使台阶部25的底面朝向贯通部21倾斜,从而熔融了的第三构件30容易朝向贯通部21流动。另外,将第三构件30的凸缘部31配置于台阶部25内,能够抑制凸缘部31从第二构件20鼓出的情况。
152.《实施方式11》
153.如图11所示,第一构件10具有形成为在厚度方向上未贯通的深度的非贯通孔11。非贯通孔11由向上方开口的圆形形状的凹陷形成。
154.第二构件20具有在与第一构件10的非贯通孔11对应的位置开口的贯通部21。
155.第三构件30由电弧5熔融。第三构件30具有焊接于第一构件10的第一接合部35以及焊接于第一接合部35而构成凸缘部31的第二接合部36。
156.具体而言,在将熔融了的第三构件30经由贯通部21向第一构件10焊接时,以熔深所需的热量输入进行电弧5的扩展小的短路焊接,形成上侧中央部凹陷的形状的第一接合部35。之后,以不将第二构件20熔融的程度的低热量输入进行电弧5的扩展大的基于正极性、交流的脉冲焊接,熔融了的第三构件30沿着第一接合部35的上侧中央部凹陷的形状扩展,形成第二接合部36。由此,能够在抑制向第二构件20的热量输入量的同时形成凸缘部31。
157.在熔融了的第三构件30成为焊道的过程中,在第三构件30设置第
‑
接合部35以及第二接合部36。第一接合部35熔融结合于第一构件10的非贯通孔11的内周面及底部和第一构件10的开口面10a。第二接合部36与第一接合部35熔融结合,构成了对周缘部23进行按压的凸缘部31。
158.并且,通过第三构件30凝固收缩,从而第二构件20被凸缘部31与第一构件10压缩。在该压缩的作用下,在凸缘部31与第一构件10之间固定作为异种材料的第二构件20。
159.如以上那样,根据本实施方式的接合结构,通过将第三构件30分开形成为第一接合部35与第二接合部36,从而能够实现考虑了第二构件20的材料特性的焊接方法或者焊接条件的区分使用。
160.《其他实施方式》
161.关于所述实施方式,也可以设为以下那样的结构。
162.在本实施方式中,对第一构件10的非贯通孔11进行电弧焊接,但例如也可以进行激光填料焊接。
163.另外,在本实施方式中进行了说明的第一构件10的非贯通孔11的形状与第二构件20的贯通部21的形状的组合终归是一例,也可以是其他组合。
164.工业实用性
165.如以上说明的那样,本发明能够获得能够增加焊料的熔接面积而确保接合强度这样的实用性高的效果,因此极有用且工业实用性高。
166.附图标记说明
167.10
ꢀꢀ
第一构件
168.11
ꢀꢀ
非贯通孔
169.12
ꢀꢀ
底部
170.13
ꢀꢀ
倾斜部
171.20
ꢀꢀ
第二构件
172.21
ꢀꢀ
贯通部
173.22
ꢀꢀ
锥部
174.23
ꢀꢀ
周缘部
175.25
ꢀꢀ
台阶部
176.30
ꢀꢀ
第三构件
177.31
ꢀꢀ
凸缘部
178.35
ꢀꢀ
第一接合部
179.36
ꢀꢀ
第二接合部
180.40
ꢀꢀ
固定构件
181.42
ꢀꢀ
固定孔。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。