1.本发明涉及激光切割设备技术领域,具体为一种应用于异形钣金件的激光切割机。
背景技术:
2.激光切割机是将从激光器发射出的激光,经光路系统,聚焦成高功率密度的激光束。激光束照射到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压气体将熔化或气化金属吹走。随着光束与工件相对位置的移动,最终使材料形成切缝,从而达到切割的目的。
3.但是在激光切割钣金的过程中,常常会遇到问题,如激光切割机通过激光对钣金切割时,完全切割的废料通常在重力的作用下会从切孔内向下掉落,但是当钣金厚度较厚时,废料在被切割溅飞、下落时可能出现倾斜下落的情况从而导致废料下落途中卡在切孔内;其次,激光切割机对钣金切割时常常伴有火星,火星容易溅到钣金的非加工区域从而导致钣金加工的周围出现较多结块,尤其是具有弧形的钣金,溅落问题愈加,后期较难清理。
4.而现有的激光切割机解决的方式为设置喷射保护气体的喷嘴:激光切割的实现过程中,高能激光束与保护气体相互作用的结果,一方面高能激光束使加工材料熔化甚至气化,另一方面保护气体把熔融金属和部分热量从切口中排出去。但是切割过程喷射的保护气体耗气量很大,损耗较为严重。
5.为了解决上述问题,本案由此而生。
技术实现要素:
6.(一)解决的技术问题
7.针对现有技术的不足,本发明提供了一种应用于异形钣金件的激光切割机,解决了上述背景技术中提出的问题。
8.(二)技术方案
9.为实现以上目的,本发明通过以下技术方案予以实现:一种应用于异形钣金件的激光切割机,包括机架,机架上设有驱动部件、激光切割头,所述机架台面上放置钣金,驱动部件控制激光切割头在水平方向上进行移动,实现对钣金的切割,其特征在于:还包括一保护块体,保护块体上预留切割槽位,所述保护块体通过控制件随激光切割头做同步移动,且切割槽位始终对准激光切割头的激光束,预留的所述切割槽位开设尺寸相较于激光切割的光束尺寸更大,所述保护块体置于钣金的切割表面。
10.优选的,所述驱动部件包括螺杆一、螺杆二,螺杆一的一端设有轴块,另一端连接电机一并通过电机一进行驱动转动,其中激光切割头上设有与螺杆一螺纹连接的套块,通过螺杆一的转动带动激光切割头沿螺杆一长度方向进行移动;所述螺杆二与螺杆一垂直布置,并枢接于机架内壁,轴块具有延伸块且该延伸块螺纹连接于螺杆二上,所述螺杆二的端部连接有电机二,进而能够带动激光切割头在水平方向x
‑
y轴进行移动实现对钣金的切割。
11.优选的,所述保护块体的底部采用铁质层,其底部的四个端面设置成具有一定弧度。
12.优选的,所述控制件为具有强吸引力的磁铁块,磁铁块设于机架放置钣金的台面下层,磁铁块通过驱动部件同步驱动,该控制件主要针对板状的钣金进行设置。
13.优选的,所述控制件为机架台面改制成的多个阵列布置电磁铁,其通电的间隔与驱动部件的移动速率相匹配,使得保护块体上的切割槽位能够始终对应激光切割头的切割光束;同时,电磁铁产生的磁感应强度设置为梯度变化,具体为中部的电磁铁磁感应强度大于两边电磁铁的磁感应强度,并呈逐渐减弱态势,该控制件主要针对具有一定弧度的钣金进行设置。
14.优选的,所述保护块体采用具有一定形变的金属材料。
15.优选的,所述保护块体设为中空以具有容置腔室,用于灌注冷液,对保护块体进行温度的降低。
16.优选的,所述螺杆二的一端设有齿轮,齿轮一侧设有连接于机架的位移传感器并与齿轮紧靠,位移传感器记录小齿轮转动过程的齿牙数,通过记录的齿牙数换算相应周长直接计算出位移量。
17.(三)有益效果
18.采用上述技术方案后,本发明与现有技术相比,具备以下优点:本发明一种应用于异形钣金件的激光切割机,设置一随激光切割头同步移动的保护块体,在保护块体上预留切割槽位,将保护块体置于钣金件上表面,使得飞溅的废料、火星等落于保护块体上,对钣金件起到一定的保护,同时也可以极大程度节省激光切割过程中保护气体的耗气。
附图说明
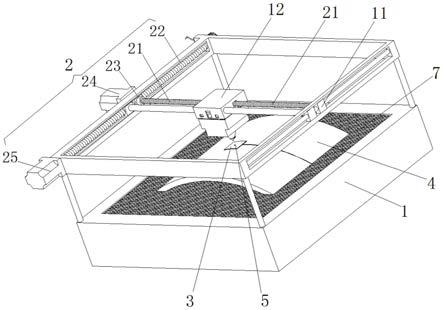
19.图1为本发明针对具有弧度的钣金一侧示意图;
20.图2为本发明针对具有弧度的钣金另一侧示意图;
21.图3为本发明保护块体剖面示意图;
22.图4为本发明针对板状的钣金切割示意图;
23.图5为本发明中磁铁块结构示意图。
24.图中:1机架、2驱动部件、21螺杆一、22螺杆二、23轴块、24电机一、25电机二、3保护块体、4钣金、5切割槽位、6磁铁块、7电磁铁、8容置腔室、9齿轮、10位移传感器、11延伸块、12激光切割头、13铁质层。
具体实施方式
25.下面通过附图和实施例对本发明作进一步详细阐述。
26.如图1
‑
5所示:一种应用于异形钣金件的激光切割机,包括机架1,机架1上设有驱动部件2,驱动部件2控制激光切割头12在水平方向上进行移动,实现对钣金的切割。
27.考虑到激光切割过程中废料、火星的飞溅、溅落导致切割边缘的钣金材料出现结块等导致品质问题的出现,本方案设置一随激光切割头12同步移动的保护块体3,在保护块体3上预留切割槽位5,将保护块体3置于钣金件上表面,使得飞溅的废料、火星等落于保护块体3上,对钣金件起到一定的保护,同时也可以极大程度节省激光切割过程中保护气体的
耗气。
28.预留的切割槽位5开设相较于激光切割的光束尺寸稍大,使得在保护块体3随激光切割头12移动存在的极为短暂的滞后性提供余量缓冲,避免切割不精准。
29.驱动部件2包括螺杆一21、螺杆二22,螺杆一21的一端设有轴块23,另一端连接电机一24并通过电机一24进行驱动转动,其中激光切割头12上设有与螺杆一21螺纹连接的套块,通过螺杆一21的转动带动激光切割头12沿螺杆一21长度方向进行移动。螺杆二22与螺杆一21垂直布置,并枢接于机架1内壁,轴块23具有延伸块11且该延伸块11螺纹连接于螺杆二22上,所述螺杆二22的端部连接有电机二25,进而能够带动激光切割头12在水平方向x
‑
y轴进行移动实现对钣金4的切割。
30.由于切割过程相对平稳,遇到较厚的钣金切割相对缓慢,为了更精准的控制切割过程,因为需要记录、控制移动的位移量,即需要切割钣金件的尺寸长度(弧形状的仅需测量对应水平方向的尺寸)。
31.具体的,螺杆二22的一端设有齿轮9,位移传感器10设有机架1上并紧靠于齿轮9一侧。具体检测方式为位移传感器10记录小齿轮9转动过程的齿牙数,通过记录的齿牙数(换算相应周长)直接计算出位移量。
32.下述针对保护块体3随激光切割头12同步移动的相关结构、连接以及运行方式进行具体说明。
33.保护块体3的底部采用铁质层13,机架1放置钣金的台面下层设置强吸引力的磁铁块6,通过主动控制随激光切割头12运行的磁铁来带动保护块体3随之运动。
34.控制磁铁块6的运行的方式可以为与驱动部件2相同,进而达到同步运动的效果。
35.为增加保护块体3的使用寿命将其设为中空以具有容置腔室8,进而能够灌注冷液(可以为普通的水),对保护块体3进行温度的降低,减少损伤。
36.该方式主要针对板状的钣金件使用,但是相对于具有一定弧度的钣金件而言,通过其本身固定不变的磁力而言带动保护块体3同步运动的效果则相对较差,尤其是在钣金件弧度偏差较大处。
37.因此,进一步的,本方案将机架1的台面改制为有多个电磁铁7阵列布置形成。在激光切割头12移动切割过程中,其下方对应的电磁铁7依次通电以带动保护块体3移动。通电的间隔根据驱动部件2的移动速率相匹配,使得保护块体3上的切割槽位5能够始终对应激光切割头12的切割光束。
38.其中电磁铁7产生的磁感应强度设置为梯度变化,具体的,中部的电磁铁7磁感应强度大于两边电磁铁7的磁感应强度,并呈逐渐减弱态势,以更好的带动保护块体3适配具有弧度的钣金件表面移动。
39.相邻两个电磁铁7之间的间隙尽可能小,同时电磁铁7的本身的尺寸也尽可能小,这样带动保护块体3的位移量更为精准。
40.考虑到保护块体3需在具有一定弧度的钣金件表面移动,因此其中使用的保护块体3需采用具有一定形变的金属材料(底部的铁质层13相对较薄,也可进行一定的形变)。
41.由于保护块体3移动过程中与下侧的钣金件紧贴,具有较大的摩擦力,因此将保护块体3底部的四个端面设置成具有一定的弧度,便于其移动需要。
42.本方案仅例举出了板状的钣金以及具有一定弧度的钣金,例如多段弧形等不规则
(除棱角、锥状形)的钣金也可实现精准切割。
43.钣金件种类:铝合金,不锈钢,冷轧板,热轧板,热锌板,电镀锌板,彩涂板,vcm板,pcm板,本方案中对具有铁材质钣金切割效果与常规的激光切割器无异。
44.以上所述依据实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明思想的范围内,进行多样的变更以及修改。本项使用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。