1.本技术涉及数控设备的领域,尤其是涉及一种数控磨床。
背景技术:
2.数控磨床是通过数控技术利用磨具对工件表面进行磨削加工的机床。
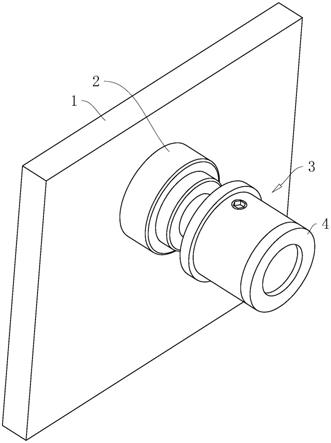
3.相关技术中,有一个铁制的工件需要加工,参见图1,该工件4包括固定套41与限位套42,固定套41与限位套42一体且同轴设置,限位套42的内径小于固定套41的内径。数控磨床一般包括输出轴2、连接于输出轴2上的三爪卡盘以及带有刀具的磨削机构,工件4加工时,三爪卡盘夹住工件4,再利用刀具为工件4进行打磨。
4.针对上述中的相关技术,发明人认为工件表面较软,当利用三爪卡盘夹住工件时,三爪卡盘的力量较大,可能会对工件表面造成压痕,使工件表面不平整。
技术实现要素:
5.为了使工件加工时定位夹具不易对工件造成损伤,本技术提供一种数控磨床。
6.本技术提供的一种数控磨床采用如下的技术方案:
7.一种数控磨床,包括输出轴以及设于所述输出轴上的定位夹具,所述定位夹具包括用于供工件套设的主轴以及设于所述主轴内的磁吸件,所述主轴与所述输出轴传动连接。
8.通过采用上述技术方案,工件加工时,将工件套设在主轴上,通过主轴内的磁吸件将工件吸引在主轴上,使工件固定在主轴上,如此,定位夹具在固定工件的同时不容易对工件造成损伤。
9.可选的,所述主轴具有用于与固定套相抵接的抵接面以及用于与限位套相抵接的限位面。
10.通过采用上述技术方案,工件套设在主轴上时,固定套与抵接面相抵接,限位套与限位面相抵接,使工件在主轴上定位,进而使得工件加工时较为稳定。
11.可选的,所述磁吸件为电磁铁,所述主轴设置有控制电磁铁打开或者关闭的控制旋钮。
12.通过采用上述技术方案,当工件需要套在主轴上或者从主轴上取下时,通过控制旋钮将电磁铁关闭,使工件套在主轴上更加容易,移动也更加方便;当工件需要用刀具加工时,再通过控制旋钮将电磁铁打开,使工件固定在主轴上。
13.可选的,所述控制旋钮开设有旋转槽,所述旋转槽的槽壁具有至少一个定位面。
14.通过采用上述技术方案,当工作人员需要转动控制旋钮时,利用工具与定位面相抵接,旋转工具即能通过工具带动控制旋转转动。
15.可选的,所述主轴包括与输出轴连接的连接部以及与所述连接部可拆卸连接的承载部,所述承载部靠近所述连接部的侧面开设有供所述磁吸件放置的放置腔。
16.通过采用上述技术方案,磁吸件放置在放置腔内,且承载部与连接部可拆卸连接,
使磁吸件能够安装进入放置腔内,同时,也方便磁吸件的维修与更换。
17.可选的,所述磁吸件设置有多个,多个所述磁吸件围绕承载部的轴线呈环形设置。
18.通过采用上述技术方案,多个磁吸件呈环形设置,当工件套在主轴上时,多个磁吸件共同吸引工件,使得工件于主轴上更加牢固、稳定。
19.可选的,所述放置腔内设置有支撑架,多个所述磁吸件均连接于支撑架上。
20.通过采用上述技术方案,多个磁吸件通过支撑架的支撑于放置腔内放置,使多个磁吸件在放置腔内较为稳定,不易倾倒。
21.可选的,所述放置腔的腔壁开设有安装槽,所述支撑架设置有嵌入安装槽的安装块。
22.通过采用上述技术方案,支撑架与连接部连接时,安装块嵌入安装槽内,通过安装块与安装槽的槽壁相抵接,使得主轴在旋转时支撑架随着主轴一同旋转,从而使得磁吸件于放置腔内保持稳定。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.工件加工时,将工件套设在主轴上,通过主轴内的磁吸件将工件吸引在主轴上,使工件固定在主轴上,从而使得定位夹具在固定工件的同时不容易对工件造成损伤;
25.2.当工件需要套在主轴上或者从主轴上取下时,通过控制旋钮将电磁铁关闭,使工件套在主轴上更加容易,移动也更加方便;当工件需要用刀具加工时,再通过控制旋钮将电磁铁打开,使工件固定在主轴上;
26.3.多个磁吸件呈环形设置,当工件套在主轴上时,多个磁吸件共同吸引工件,使得工件于主轴上更加牢固、稳定。
附图说明
27.图1是本技术实施例的工件的结构示意图。
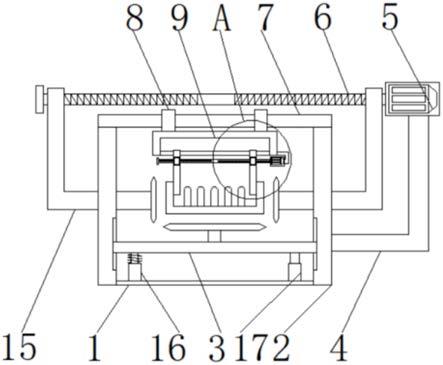
28.图2是本技术实施例的数控磨床的整体结构示意图。
29.图3是本技术实施例的定位夹具的结构示意图。
30.图4是本技术实施例的连接部与承载部的爆炸图。
31.图5是本技术实施例的支撑架的结构示意图。
32.附图标记说明:1、支撑板;2、输出轴;3、定位夹具;31、主轴;311、连接部;312、承载部;32、磁吸件;33、台阶;34、抵接面;35、限位面;36、放置腔;37、安装槽;38、让位槽;4、工件;41、固定套;42、限位套;5、控制旋钮;51、旋转槽;52、定位面;6、支撑架;61、安装块。
具体实施方式
33.以下结合附图1
‑
5对本技术作进一步详细说明。
34.本技术实施例公开一种数控磨床。
35.参见图1,本技术文件中,工件4为铁制产品,工件4包括固定套41与限位套42,固定套41与限位套42一体且同轴设置,限位套42的内径小于固定套41的内径。
36.参照图2,数控磨床包括支撑板1、设于支撑板1上的输出轴2、设于输出轴2上的定位夹具3以及带有刀具的磨削机构,输出轴2通过驱动电机传动,驱动电机给与输出轴2扭矩,使输出轴2转动;定位夹具3夹住工件4,磨削机构的刀具给工件4打磨。
37.参见图3与图4,定位夹具3包括主轴31与磁吸件32,主轴31与输出轴2传动连接,磁吸件32设置于主轴31内。主轴31包括连接部311与承载部312,连接部311与承载部312均为圆柱状,连接部311与输出轴2同轴固定连接,承载部312与连接部311同轴固定连接,承载部312与连接部311可以是通过螺纹连接,也可以是通过螺钉连接。
38.承载部312远离连接部311的一端具有台阶33,并且该端还具有与固定套41端面相抵接的抵接面34以及与限位套42端面相抵接的限位面35。工件4打磨时,工件4套在承载部312上,限位套42套设在台阶33上,限位套42的内圈与台阶33的台阶33面相抵接,固定套41的端面与抵接面34相抵接,限位套42的端面与限位面35相抵接,再通过磁吸件32的吸引,使工件4连接在承载部312上。
39.参见图3与图4,承载部312靠近连接部311的侧面开设有放置腔36,磁吸件32放置于放置腔36内,本实施例中,磁吸件32为电磁铁。承载部312上安装有控制旋钮5,控制旋钮5连入磁吸件32的电路中,通过控制旋钮5打开或者关闭磁吸件32。
40.承载部312的外侧壁开设有让位槽38,控制旋钮5转动安装于让位槽38内,使控制旋钮5不突出承载部312,并且让位槽38与放置腔36相连通,方便控制旋钮5与磁吸件32通过电线连接。控制旋钮5开设有旋转槽51,旋转槽51的槽壁具有至少一个定位面52,本实施例中旋转槽51为六棱柱状。
41.当工件4需要套在主轴31或者从主轴31上取下时,将工具插入旋转槽51内并旋动控制旋钮5,将磁吸件32的电路断开,使磁吸件32不具备磁性,使工件4套在主轴31上更加容易,工件4在承载部312上移动也更加方便;当工件4需要通过刀具打磨时,再次旋转控制旋钮5,磁吸件32的电路通过,使磁吸件32具有磁性,从而使得工件4固定在主轴31上。
42.参见图4与图5,放置腔36内设置与支撑架6,支撑架6为环状,支撑架6与承载部312同轴设置,磁吸件32固定连接于支撑架6上,磁吸件32与支撑架6可以是通过胶水固定连接,也可以是通过螺钉固定连接。其中,磁吸件32可以设置一个,也可以设置两个,也可以设置多个,本实施例中磁吸件32设置有多个,多个磁吸件32串联在同一个电路中,多个磁吸件32于支撑架6的外圈上间隔设置,使多个磁吸件32围绕承载部312的轴线呈环形设置。多个磁吸件32形成的环形与承载部312上的工件4相对应,使多个磁吸件32共同吸引工件4,从而使得工件4于承载部312上更加稳定。
43.支撑架6的外圈径向设置有安装块61,安装块61可以设置一个,也可以设置多个,本实施例中安装块61设置有多个,多个安装块61于支撑架6的外圈上间隔设置,磁吸件32位于相邻两个安装块61之间。其中,相邻两个安装块61之间可以有一个磁吸件32,也可以有两个磁吸件32甚至更多,具体数量根据实际情况设置。
44.放置腔36的内侧壁上开设有安装槽37,安装槽37的数量与安装块61的数量相同,并且多个安装槽37与多个安装块61一一对应,安装槽37与承载部312靠近连接部311的端面相贯通,使安装块61能够从承载部312靠近连接部311的端面插入安装槽37内。为使安装块61与安装槽37内稳定,安装块61插入安装槽37之后,还可通过螺钉或者胶水将安装块61固定在安装槽37内,使得支撑架6于承载部312内更加稳定。
45.本技术实施例一种数控磨床的实施原理为:常态下,电磁铁处于未通电的状态,当工件4需要加工时,将工件4套在承载部312上,旋动控制旋钮5,使电磁铁通电,工件4在电磁铁的吸引在固定在承载部312上。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。