铯钨青铜吸热剂及其制备、在透明abs红外焊接中应用
技术领域
1.本发明涉及激光焊接塑料制备技术领域,尤其涉及一种铯钨青铜吸热剂及其制备、在透明abs红外焊接中的应用。
背景技术:
2.激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,在很短时间内在被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成固定的焊点或焊缝。
3.目前采用红外激光对塑料进行焊接时,一般在两块板材之间的待焊接处放置红外吸热剂,通过激光照射红外吸热剂,达到两层塑料熔化,冷却后实现相应塑料部件激光焊接的目的。
4.市场上通用的红外吸热剂焊接剂主要是颜色深的炭黑、石墨、有机染料、金属粉末等,这些红外吸热剂都具有颜色深,不透明的特点。但是随着医疗器材、工艺饰品、智慧电子、智能家居等高端行业的发展,现有市场要求焊接塑料为浅色或者透明,以实现焊缝与产品的色调统一,达到更加美观的需求。而市场上暂时还没有完全透明的激光焊接塑料。透明abs塑料是丙烯腈(a)
‑
丁二烯(b)
‑
苯乙烯(s)的三元共聚物,它综合了三种组分的性能,其中丙烯腈具有高的硬度和强度、耐热性和耐腐蚀性;丁二烯具有抗冲击性和韧性;苯乙烯具有表面高光泽性、易着色性和易加工性。若在透明abs塑料中加入深色吸热剂,虽然能达到吸热熔化效果,但是焊接处颜色深,难以保持较高的透明度,达不到市场需求的美观效果。
5.专利cn1250625c和cn100484994c公开了一种适用于激光焊接的树脂组合物,该两项专利提供了一种染料盐红外吸收剂并需要配合着色剂使用,红外吸收剂为有机红外吸收剂,耐老化性能差,主要应用于制品呈现深色的激光焊接,对浅色或透明度要求高的制品不适用。
技术实现要素:
6.本发明要解决的技术问题是:克服现有技术中存在的不足,提供一种铯钨青铜吸热剂,具有透明度高,吸收红外线能力强,机械性能以及耐老化性能优的组合物,并提供其制备方法及其在在透明abs红外焊接中的应用。
7.本发明解决上述技术问题的技术方案如下:
8.本发明提供一种铯钨青铜吸热剂,包括如下质量比的组分:透明abs树脂80
‑
86%、铯钨青铜浆料10
‑
15%、流平剂2
‑
3%、丙烯腈树脂1
‑
2%,所述铯钨青铜浆料组分包括铯钨青铜粉体40
‑
50%、溶剂45
‑
57%、分散剂3
‑
5%,所述铯钨青铜分子式为cs
0.2
wo3或cs
0.3
wo3或cs
0.32
wo3。
9.优选的,所述溶剂包括但不限于甲醚、乙醚、丙酮、甲苯、二甲苯、乙酸乙酯、甲乙酮等低沸点溶剂或其混合物。
10.优选的,所述分散剂为丙烯酸酯共聚物。
11.优选的,所述透明abs树脂粉体d90粒径100
‑
200μm。
12.本发明又提供了一种上述铯钨青铜吸热剂制备方法,包括如下步骤:
13.s1、将所述溶剂、分散剂混合搅拌,时间30分钟,再加入所述铯钨青铜粉体,继续搅拌30分钟,混合后的浆料进行研磨,得到平均粒径小于80nm的铯钨青铜浆料;
14.s2、将所述透明abs树脂、所述铯钨青铜浆料、所述流平剂、所述丙烯腈树脂搅拌混合60分钟,得到铯钨青铜吸热剂。
15.本发明还提供了一种上述铯钨青铜吸热剂在透明abs红外焊接中的应用,铯钨青铜吸热剂采用3d打印或丝印涂敷在待焊接处。
16.上述焊接方法能根据焊接需求随意改变焊接处的造型,更加符合目前产品结构多变、焊接复杂的特点。
17.本发明的有益效果是:
18.1、由于铯钨青铜优良的红外吸收性能,本发明将铯钨青铜应用于激光焊接吸热剂,并得到优良的焊接效果。
19.2、本发明首次公开将铯钨青铜浆料吸热剂通过3d打印,丝印等方式涂敷在被焊接处,改变了传统塑料焊接吸热剂需要通过螺杆挤出的制备方式,可以根据焊接需求随意改变焊接处的造型,更加符合目前产品结构多变、焊接复杂的特点。
20.3、本发明不添加炭黑、石墨以及其他有机色素等深色材料,只添加铯钨青铜作为吸热剂,即可满足本发明透明激光焊接透明abs塑料产品的吸热作用,达到良好的激光熔融焊接效果。
21.4、本发明中,铯钨青铜浆料呈现蓝色,但由于其结构的缺陷,在完成焊接任务后,其由蓝色透明变为无色透明,焊接板材的原色不会被遮蔽,更加符合市场对产品的美观需求。
22.5、本发明制备的铯钨青铜红外吸热剂形成的焊缝平整、无焊瘤,透光率大于80%,焊缝成无色透明,拉伸强度大于60mpa。
23.6、本发明不需要添加润滑剂、抗氧化剂等组分,组成更简单,工艺更方便。
附图说明
24.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍。显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1是本发明实施例中使用的铯钨青铜xrd图;
26.图2是本发明实施例1铯钨青铜浆料粒径分布图;
27.图3是本发明实施例2铯钨青铜浆料粒径分布图;
28.图4是本发明实施例3铯钨青铜浆料粒径分布图;
29.图5是本发明对比例1炭黑浆料粒径分布图。
具体实施方式
30.以下对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限
定本发明的范围。
31.实施例1
32.步骤一、铯钨青铜浆料的制备:将5.7kg甲苯溶剂和0.3kg分散剂混合搅拌30min,再加入4.0kg铯钨青铜粉体(cs
0.2
wo3),继续搅拌混合30min,混合后的浆料进行研磨,得到平均粒径为60.03nm的铯钨青铜浆料,粒径分布如图2。
33.步骤二、铯钨青铜吸热剂的制备:将8.0kg透明abs树脂(d90:100um),1.5kg铯钨青铜浆料,0.2kg流平剂,0.2kg丙烯腈树脂混合搅拌60min,得到铯钨青铜红外吸热剂。
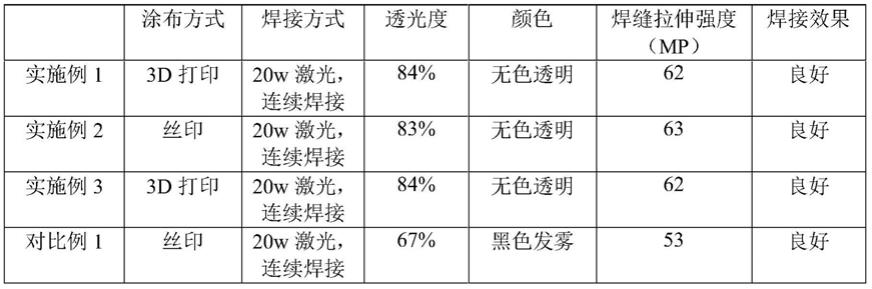
34.将实施例1制备的铯钨青铜吸热剂采用3d打印方式涂敷在待焊接处,进行焊接,焊接测试结果见表1。
35.实施例2
36.步骤一、铯钨青铜浆料的制备:将4.5kg乙酸乙酯和0.5kg分散剂混合搅拌30min,再加入5.0kg铯钨青铜粉体(cs
0.3
wo3),继续搅拌混合30min,混合后的浆料进行研磨,得到平均粒径为66.34nm的铯钨青铜浆料,粒径分布如图3。
37.步骤二、铯钨青铜吸热剂的制备:将8.6kg透明abs树脂(d90:200um),1.0kg铯钨青铜浆料,0.3kg流平剂,0.1kg丙烯腈树脂搅拌混合60min,得到铯钨青铜红外吸热剂。
38.将实施例2制备的铯钨青铜吸热剂采用丝印涂敷在待焊接处,进行焊接,焊接测试结果见表1。
39.实施例3
40.步骤一、铯钨青铜浆料的制备:将5.1kg甲基乙基酮和0.4kg分散剂混合搅拌30min,再加入4.5kg铯钨青铜粉体(cs
0.32
wo3),继续搅拌混合30min,混合后的浆料进行研磨,得到平均粒径为73.99nm的铯钨青铜浆料,粒径分布如图4。
41.步骤二、铯钨青铜吸热剂的制备:将8.3kg透明abs树脂(d90:150um),1.3kg铯钨青铜浆料,0.25kg流平剂,0.17kg丙烯腈树脂搅拌混合60min,得到铯钨青铜红外吸热剂。
42.将实施例3制备的铯钨青铜吸热剂采用3d打印涂敷在待焊接处,进行焊接,焊接测试结果见表1。
43.对比例1
44.为说明铯钨青铜与炭黑相比特有的焊接优势,特设计对比例2。
45.步骤一、炭黑浆料的制备:将4.5kg乙酸乙酯和0.5kg分散剂混合搅拌30min,再加入1.0kg炭黑粉体,继续搅拌混合30min,混合后的浆料进行研磨,得到平均粒径为65.48nm的炭黑浆料,粒径分布如图5。
46.步骤二、炭黑吸热剂的制备:将8.6kg透明abs树脂(d90:200um),1.0kg炭黑浆料,0.3kg流平剂,0.1kg丙烯腈树脂搅拌混合60min,得到炭黑红外吸热剂。
47.将对比例1制备的铯钨青铜吸热剂采用丝印涂敷在待焊接处,进行焊接,焊接测试结果见表1。
48.表1
[0049][0050]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。