1.本发明涉及数控加工技术领域,具体为一种可换切削头式硬质合金铣刀。
背景技术:
2.铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量,铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等,是铣床上一种常见的刀具。
3.其中硬质合金铣刀一般主要用于数控加工中心,cnc雕刻机,也可以装到普通铣床上加工一些比较硬不复杂的热处理材料。
4.但是现有的硬质合金铣刀在安装时依靠螺纹连接,在铣刀高速转动打磨时容易松动,同时传统铣刀螺纹连接刀身时没有防护,在撞刀时容易崩飞导致操作室受损,同时现有的铣刀在加工超硬金属时所造成的反震容易对连接处进行震荡,导致铣刀产生倾斜。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本发明提供了一种可换切削头式硬质合金铣刀,具备连接更加稳固不会松动,在连接同时对刀身进行防护,加工金属时不会导致自身倾斜等优点,解决了上述技术的问题。
7.技术方案
8.为实现上述目的,本发明提供如下技术方案:一种可换切削头式硬质合金铣刀,包括铣刀、安装组件、对接组件、定位组件和驱动组件,所述铣刀包括刀头、刀杆、插槽、滑槽、定位轴承和卡块,所述刀头设置于铣刀前端并尾端连接刀杆,所述插槽设置于刀杆尾端,所述刀杆外表面设置滑槽,所述滑槽连接内侧设置卡块的定位轴承,所述安装组件设置于铣刀外侧,所述安装组件包括夹板、弧槽和定位槽,所述夹板对称安装于铣刀外表面两侧,所述弧槽开设于夹板靠近铣刀侧壁,所述定位槽开设于弧槽中端,所述对接组件设置于夹板尾端,所述对接组件包括对接块、螺孔和螺钉,所述对接块安装于夹板后壁并中心设置螺孔,所述螺孔内侧连接螺钉,所述定位组件设置于夹板外表面,所述定位组件包括三角纹和螺环,所述三角纹开设于夹板外表面,所述螺环连接于三角纹,所述驱动组件设置于铣刀尾端,所述驱动组件包括底板、插头、辅动轴承和定位块,所述底板前端设置插接插槽的插头,所述辅动轴承设置于底板尾端外侧,所述定位块对称安装于辅动轴承两端。
9.优选的,所述铣刀位于安装组件内侧,所述刀头位于铣刀前端,所述刀杆首端固定连接于刀头尾端,所述插槽开设于刀杆尾端后壁,所述插槽为菱形槽并内侧契合插头。
10.通过上述技术方案,通过将铣刀放入弧槽后将两块夹板对接,此时安装组件初步完成组装,进一步的由插头对接插槽,使插头转动时带动刀杆,进而由刀杆转动带动刀头旋转车铣。
11.优选的,所述滑槽环绕刀杆外侧壁开设,所述定位轴承内侧环绕安装卡块,所述卡
块数量等于滑槽数量,所述定位轴承通过卡块转动连接于刀杆外表面,所述定位轴承滑动连接于弧槽。
12.通过上述技术方案,通过将定位轴承对准刀杆后插接刀杆尾端,此时卡块滑动连接滑槽,有利于定位轴承内轴贴合刀杆外表面,进一步的当定位轴承对接刀杆完毕后,将刀杆放入弧槽。
13.优选的,所述夹板为半圆形板,所述夹板数量为二并相互对接为圆形柱体,所述弧槽同样为半圆形槽体并在对接后为圆形槽,所述弧槽内侧契合定位轴承外轴,所述定位槽开设于弧槽中端,所述定位槽内侧滑动连接定位块。
14.通过上述技术方案,通过刀杆放入弧槽后,将两块夹板扣合,此时定位轴承外轴转动连接于弧槽,进一步的由于弧槽对定位轴承夹持对中进而使刀杆定位。
15.优选的,所述对接块对称安装于夹板尾端后壁上下端,所述螺孔贯穿开设于对接块中心,所述螺钉穿过螺孔并与螺孔螺纹连接。
16.通过上述技术方案,通过夹板对接为圆形柱体后,此时夹板之间相互贴合,进一步的对接块所开设的螺孔同步对接,此时转动螺钉使其贯穿两对接块形成固定,通过对接块相对固定从而使对接块尾端所连接的夹板同步固定,此时夹板尾端完成定位。
17.优选的,所述三角纹排列开设于夹板外表面,所述三角纹螺纹连接于螺环内侧。
18.通过上述技术方案,通过在夹板尾端完成定位后,此时将螺环套接圆形的对接后夹板,进一步的转动螺环使其与三角纹相互作用并在夹板外表面前移,通过螺环螺纹连接于夹板前端,此时夹板前后端均被定位,更加牢固。
19.优选的,所述底板尾端固定连接驱动电机,所述插头尾端固定连接于底板前壁中心,所述插头为截面为菱形的柱体,所述插头插接于插槽。
20.通过上述技术方案,通过首先将刀杆尾端对接插头,使插头插入插槽完成连接,进一步的随着两块夹板对接,将底板同步覆盖至弧槽内侧。
21.优选的,所述辅动轴承内轴套接于底板侧壁,所述定位块对称安装于辅动轴承外轴,所述定位块滑动连接于定位槽内侧。
22.通过上述技术方案,通过辅动轴承接触弧槽同样完成定位,进一步的通过定位块插入定位槽,此时向后移动夹板,定位块相对前移,通过定位块相对前移带动底板,从而使底板带动刀杆向前移动,并在定位轴承接触弧槽顶壁后底板完成推送,此时驱动组件与铣刀完成对接。
23.与现有技术相比,本发明提供了一种可换切削头式硬质合金铣刀,具备以下有益效果:
24.1、该可换切削头式硬质合金铣刀,通过将刀杆尾端对接插头,使插头插入插槽完成连接,进一步的随着两块夹板对接,将底板同步覆盖至弧槽内侧,通过辅动轴承接触弧槽同样完成定位,进一步的通过定位块插入定位槽,此时向后移动夹板,定位块相对前移,通过定位块相对前移带动底板,从而使底板带动刀杆向前移动,并在定位轴承接触弧槽顶壁后底板完成推送,此时驱动组件与铣刀完成对接,达到了连接更加稳固不会松动的有益效果。
25.2、该可换切削头式硬质合金铣刀,通过刀杆放入弧槽后,将两块夹板扣合,此时定位轴承外轴转动连接于弧槽,进一步的由于弧槽对定位轴承夹持对中进而使刀杆定位,达
到了在连接同时对刀身进行防护的有益效果。
26.3、该可换切削头式硬质合金铣刀,通过夹板对接为圆形柱体后,此时夹板之间相互贴合,进一步的对接块所开设的螺孔同步对接,此时转动螺钉使其贯穿两对接块形成固定,通过对接块相对固定从而使对接块尾端所连接的夹板同步固定,此时夹板尾端完成定位,达到了加工金属时不会导致自身倾斜的有益效果。
附图说明
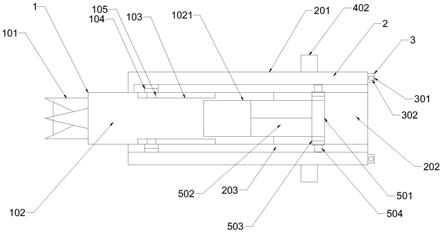
27.图1为本发明整体结构正剖示意图;
28.图2为本发明驱动组件结构正剖示意图;
29.图3为本发明刀杆结构立体示意图;
30.图4为本发明安装组件结构侧剖示意图;
31.图5为本发明对接块结构立体示意图;
32.图6为本发明辅动轴承结构立体示意图。
33.其中:1、铣刀;101、刀头;102、刀杆;1021、插槽;103、滑槽;104、定位轴承;105、卡块;2、安装组件;201、夹板;202、弧槽;203、定位槽;3、对接组件;301、对接块;302、螺孔;303、螺钉;4、定位组件;401、三角纹;402、螺环;5、驱动组件;501、底板;502、插头;503、辅动轴承;504、定位块。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.请参阅图1
‑
6,一种可换切削头式硬质合金铣刀,包括铣刀1、安装组件2、对接组件3、定位组件4和驱动组件5,铣刀1包括刀头101、刀杆102、插槽1021、滑槽103、定位轴承104和卡块105,刀头101设置于铣刀1前端并尾端连接刀杆102,插槽1021设置于刀杆102尾端,刀杆102外表面设置滑槽103,滑槽103连接内侧设置卡块105的定位轴承104,安装组件2设置于铣刀1外侧,安装组件2包括夹板201、弧槽202和定位槽203,夹板201对称安装于铣刀1外表面两侧,弧槽202开设于夹板201靠近铣刀1侧壁,定位槽203开设于弧槽202中端,对接组件3设置于夹板201尾端,对接组件3包括对接块301、螺孔302和螺钉303,对接块301安装于夹板201后壁并中心设置螺孔302,螺孔302内侧连接螺钉303,定位组件4设置于夹板201外表面,定位组件4包括三角纹401和螺环402,三角纹401开设于夹板201外表面,螺环402连接于三角纹401,驱动组件5设置于铣刀1尾端,驱动组件5包括底板501、插头502、辅动轴承503和定位块504,底板501前端设置插接插槽1021的插头502,辅动轴承503设置于底板501尾端外侧,定位块504对称安装于辅动轴承503两端。
36.具体的,铣刀1位于安装组件2内侧,刀头101位于铣刀1前端,刀杆102首端固定连接于刀头101尾端,插槽1021开设于刀杆102尾端后壁,插槽1021为菱形槽并内侧契合插头502,优点是通过将铣刀1放入弧槽202后将两块夹板201对接,此时安装组件初步完成组装,进一步的由插头502对接插槽1021,使插头502转动时带动刀杆102,进而由刀杆102转动带
动刀头101旋转车铣。
37.具体的,滑槽103环绕刀杆102外侧壁开设,定位轴承104内侧环绕安装卡块105,卡块105数量等于滑槽103数量,定位轴承104通过卡块105转动连接于刀杆102外表面,定位轴承104滑动连接于弧槽202,优点是通过将定位轴承104对准刀杆102后插接刀杆102尾端,此时卡块105滑动连接滑槽103,有利于定位轴承104内轴贴合刀杆102外表面,进一步的当定位轴承104对接刀杆102完毕后,将刀杆102放入弧槽202。
38.具体的,夹板201为半圆形板,夹板201数量为二并相互对接为圆形柱体,弧槽202同样为半圆形槽体并在对接后为圆形槽,弧槽202内侧契合定位轴承104外轴,定位槽203开设于弧槽202中端,定位槽203内侧滑动连接定位块504,优点是通过刀杆102放入弧槽202后,将两块夹板201扣合,此时定位轴承104外轴转动连接于弧槽202,进一步的由于弧槽202对定位轴承104夹持对中进而使刀杆102定位。
39.具体的,对接块301对称安装于夹板201尾端后壁上下端,螺孔302贯穿开设于对接块301中心,螺钉303穿过螺孔302并与螺孔302螺纹连接,优点是通过夹板201对接为圆形柱体后,此时夹板201之间相互贴合,进一步的对接块301所开设的螺孔302同步对接,此时转动螺钉303使其贯穿两对接块301形成固定,通过对接块301相对固定从而使对接块301尾端所连接的夹板201同步固定,此时夹板201尾端完成定位。
40.具体的,三角纹401排列开设于夹板201外表面,三角纹401螺纹连接于螺环402内侧,优点是通过在夹板201尾端完成定位后,此时将螺环402套接圆形的对接后夹板201,进一步的转动螺环402使其与三角纹401相互作用并在夹板201外表面前移,通过螺环402螺纹连接于夹板201前端,此时夹板201前后端均被定位,更加牢固。
41.具体的,底板501尾端固定连接驱动电机,插头502尾端固定连接于底板501前壁中心,插头502为截面为菱形的柱体,插头502插接于插槽1021,优点是通过首先将刀杆102尾端对接插头502,使插头502插入插槽1021完成连接,进一步的随着两块夹板201对接,将底板501同步覆盖至弧槽202内侧。
42.具体的,辅动轴承503内轴套接于底板501侧壁,定位块504对称安装于辅动轴承503外轴,定位块504滑动连接于定位槽203内侧,优点是通过辅动轴承503接触弧槽202同样完成定位,进一步的通过定位块504插入定位槽203,此时向后移动夹板201,定位块504相对前移,通过定位块504相对前移带动底板501,从而使底板501带动刀杆102向前移动,并在定位轴承104接触弧槽202顶壁后底板501完成推送,此时驱动组件5与铣刀1完成对接。
43.在使用时,首先将刀杆102尾端对接插头502,使插头502插入插槽1021完成连接,进一步的随着两块夹板201对接,将底板501同步覆盖至弧槽202内侧,通过刀杆102放入弧槽202后,将两块夹板201扣合,此时定位轴承104外轴转动连接于弧槽202,进一步的由于弧槽202对定位轴承104夹持对中进而使刀杆102定位,在夹板201尾端完成定位后,此时将螺环402套接圆形的对接后夹板201,进一步的转动螺环402使其与三角纹401相互作用并在夹板201外表面前移,通过螺环402螺纹连接于夹板201前端,此时夹板201前后端均被定位,更加牢固,通过插头502转动时带动刀杆102,进而由刀杆102转动带动刀头101旋转车铣。
44.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。