1.本发明属于手紧钻夹头组装设备技术领域,涉及一种手紧钻夹头组装装置。
背景技术:
2.手紧钻夹头是常规钻夹头中的一种,其直接采用手转动钻夹头旋转外套来进行旋松或拧紧操作。手紧钻夹头一般包括钻体、三个针爪、垫片、外套、后盖和装饰盖等部件,因而其组装成产品需要多道组装工序,目前厂家一般由人工操作完成,而人工操作效率十分低。
3.为解决上述问题,申请公布号为cn111055117a的专利公开了一种钻夹头半自动组装机,其包括机台,机台上设有用于传输零件的第一上料装置、第二上料装置、第三上料装置、第四上料装置和用于传输工装的出料装置,机台上还设有用于移动零件的第一工位装置、第二工位装置、第三工位装置和第四工位装置,第四工位装置的一侧设有与机台连接的加工支架,加工支架中设有用于压合零件的第五工位装置、第六工位装置和第七工位装置,出料装置的一侧设有用于夹取工装的取料装置,第一工位装置、第二工位装置和第三工位装置之间设有转盘,转盘上设有若干用于放置零件的安装盘,加工支架的一侧设有用于夹取零件的辅助夹取装置。本发明具有钻夹头组装效率高的效果。
4.上述装置可实现半自动组装,提高组装效率,但其螺圈部件是通过压合实现组装,对于现有的手紧钻夹头,具有螺纹的外套需通过旋转实现组装,而在下压拧紧的时气缸的作用力难以控制易造成螺纹压坏的问题。
技术实现要素:
5.本发明针对现有的技术存在的上述问题,提供一种手紧钻夹头组装装置,本发明所要解决的技术问题是:如何提高手紧钻夹头的组装效率和合格率。
6.本发明的目的可通过下列技术方案来实现:
7.一种手紧钻夹头组装装置,包括工作台,其特征在于,所述工作台上设有外套拧紧装置和转盘,所述转盘上固设有若干用于放置工件且沿转盘周向均匀间隔布置的夹具,所述外套拧紧装置包括座体一和可相对所述座体一上下滑动的驱动座,所述驱动座上设有下端能与工件外套周向定位的套筒和套设于所述套筒的外围且用于带动该套筒同步转动的齿轮一,所述套筒竖向设置且下端能与所述夹具正对,该套筒可相对所述齿轮一沿竖向上下滑动。
8.手紧钻夹头包括钻体、三个针爪、垫片、外套、后盖和装饰盖等部件,其中外套内缘具有螺纹需与针爪上的螺纹通过拧紧实现装配,通过在工作台上设置外套拧紧装置和转盘,并在转盘上设置多个间隔布置的夹具,这样外套拧紧装置在加工完成后转盘可转动一定角度使装有未加工工件的夹具与外套拧紧装置的套筒正对,无须卸料,工作顺畅高效;而设置外套拧紧装置包括座体一和驱动座,在驱动座内设设置能与工件外套周向定位的套筒和水平布置的齿轮一,并使齿轮一套设于套筒的外围且与套筒周向定位,具体齿轮一内缘
的结构可沿径向插入套筒外周面的滑槽内或套筒外周面与齿轮一的内缘面花键配合,同时套筒沿竖向可相对齿轮一往复运动,这样通过驱动齿轮一转动即可带动套筒旋转时外套拧紧,而套筒在随驱动座下行时由于其具有朝上运动的余量,因而在与外套形成周向定位时,作用在外套上的作用力仅包括套筒自身的重力及轻微的外力,而驱动座的大重量不会对外套造成影响,进而在实现旋转拧紧效果的同时保证拧紧装置对外套的作用力更加轻柔,实现人工操作力度的模仿,避免整个驱动座压下时难以控制而将螺纹压坏,进而提高产品组装效率和合格率。
9.在上述的手紧钻夹头组装装置中,所述驱动座上具有限位臂,所述套筒的外围套设有弹簧件,所述弹簧件的上下两端分别与所述限位臂和所述套筒的上端顶靠。这样弹簧件可持续作用在套筒上使其具有朝下运动的趋势,进而在保证套筒在拧紧过程中能向下运动以适应螺纹拧紧时的进给量,保证套筒与外套充分灵位与接触,避免拧紧时周向定位不足导致装配不到位,提高产品合格率。
10.在上述的手紧钻夹头组装装置中,所述外套拧紧装置还包括竖向设置的顶杆,所述座体一上设有竖向布置的气缸一,所述顶杆的上端与所述气缸一的输出端连接,所述套筒转动套设于所述顶杆下端的外周面且能沿轴向相对该顶杆运动。这样在驱动座下行时气缸一可驱动顶杆同步下行,顶杆的下端插设于套筒内且可在套筒与外套定位时与工件上的针爪上端顶靠,这样顶杆下端面可作为基准使初期参差不齐的针爪校正平齐,同时由于顶杆不会随套筒旋转,大大降低了顶杆下端与针爪之间的磨损,降低维护成本,而由于顶杆与套筒分体设计,即使顶杆磨损其也可通过调节气缸一的伸出量进行弥补,而且拆卸也更便捷。
11.在上述的手紧钻夹头组装装置中,所述驱动座上还设有与该齿轮一啮合的齿轮二和用于驱动所述齿轮二的驱动电机,座体一上还设有用于控制驱动座上下运动的气缸二。这样齿轮二由驱动电机驱动进而带动齿轮一旋转,避免干涉使布置更加合理,且同时实现拧紧操作的电动控制,提高拧紧效率,且电机的扭矩利于设定控制,能实现更加稳定的人手拧紧力模拟,提高产品合格率。
12.在上述的手紧钻夹头组装装置中,所述工作台上还设有用于将垫圈输送至所述夹具处的垫圈上料装置、用于将外套输送至夹具处的外套上料装置、用于将装饰盖输送至夹具处的装饰盖上料装置、用于将装饰盖压装的装饰盖压装装置和下料装置,所述垫圈上料装置、外套上料装置、外套拧紧装置、装饰盖上料装置、装饰盖压装装置及下料装置绕所述转盘的外周顺序排布且能同时与若干所述夹具沿转盘的径向一一正对。垫圈上料装置、外套上料装置、外套拧紧装置、装饰盖上料装置、装饰盖压装装置及下料装置均可为现有的且能实现对应功能的装置,这样在进行组装时只需操作人员将钻体和三个针爪组合好放置在夹具上,之后垫圈上料、外套上料、外套拧紧、装饰盖上料、装饰盖压装和下料操作均可顺序进行,且上述工序可通过转盘转动同步实现,大大提高装配效率。
13.在上述的手紧钻夹头组装装置中,所述夹具包括竖向设置的定位销一和定位销二,所述定位销一的外围具有三个能插设于夹头工件斜孔内的定位顶针,三个定位顶针绕定位销一的周向均匀间隔布置,所述定位销二的外围具有若干能与后盖定位的定位块。这样每个夹具均设置定位销一和定位销二形成两个更小单元的工位,定位销一外围的三个定位顶针可与锁体的斜孔配合使针爪在放置后处于相同高度,而定位销二与定位块配合可对
工件的后盖形成定位,使后盖装配的工序可连贯进行,提高组装效率。
14.在上述的手紧钻夹头组装装置中,所述工作台上还设有用于将后盖输送至夹具的定位销二处的后盖上料装置,所述后盖上料装置位于所述外套拧紧装置和装饰盖上料装置之间。后盖上料装置可为现有的具有后盖上料功能的装置,其上料位置与定位销二的位置对应,这样在外套拧紧后下一工序可将后盖置于与外套相邻的定位销二处,可直接将工件移至定位销二上与后盖进行装配,操作便捷高效。
15.在上述的手紧钻夹头组装装置中,所述工作台上还设有用于将定位销一处的工件转移至定位销二的工件转移装置,所述工件转移装置位于所述后盖上料装置和装饰盖上料装置之间。这样工件转移装置可自动将外套拧紧后的工件移至定位销二处形成装配,免于人工操作,组装效率更高。
16.在上述的手紧钻夹头组装装置中,所述工件转移装置包括座体二,所述座体二上设有竖向设置的摆杆,所述摆杆的外侧设有可竖向运动的夹爪,该摆杆的外周面固设有径向设置的摆臂,所述工作台上连接有可驱动所述摆臂绕摆杆摆动的气缸三,当所述摆臂摆动时所述摆杆可带动所述夹爪在对应夹具的所述定位销一上方和定位销二上方之间移动。这样当夹具随转盘移至与工件转移装置正对时,气缸三驱动摆臂,夹爪可随摆杆转动而弧形移至定位销一上方,此时夹爪下移可将外套拧紧后的工件夹住,然后夹爪上移,而气缸三复位运动使夹爪弧线移至定位销二上方,进而下方松开将工件与后盖组装。
17.在上述的手紧钻夹头组装装置中,所述外套拧紧装置和所述后盖上料装置之间布置有用于检测工件针爪平齐程度的检测装置。检测装置可为现有的针爪平齐检测装置,这样在外套拧紧装置后检测装置可对工件上三个针爪的平齐程度及时进行检测,避免不合格件流至压装工序而在后期拆分时造成困难,降低回收成本。
18.与现有技术相比,本发明的优点如下:
19.本手紧钻夹头组装装置通过在工作台上设置外套拧紧装置和转盘,并在转盘上设置多个间隔布置的夹具,这样外工作更加顺畅高效;而设置外套拧紧装置包括座体一和驱动座,在驱动座内设设置能与工件外套周向定位的套筒和水平布置的齿轮一,并使齿轮一套设于套筒的外围且与套筒周向定位,同时套筒沿竖向可相对齿轮一往复运动,这样在实现旋转拧紧效果的同时保证拧紧装置对外套的作用力更加轻柔,实现人工操作力度的模仿,避免整个驱动座压下时难以控制而将螺纹压坏,进而提高产品组装效率和合格率。
附图说明
20.图1是本实施例工作状态的立体结构示意图。
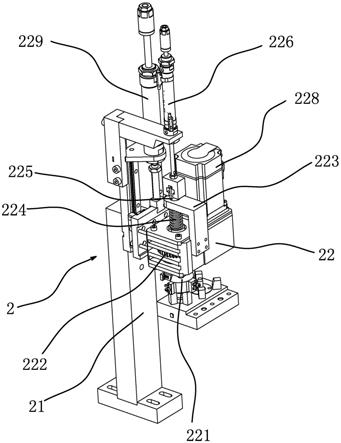
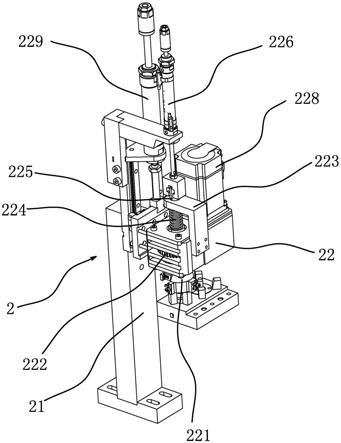
21.图2是本实施例外套拧紧装置的局部立体示意图。
22.图3是本实施例外套拧紧装置的剖面结构示意图。
23.图4是图3中的a部放大图。
24.图5是本实施例外套拧紧装置另一角度的局部立体示意图。
25.图6是本实施例中夹具的立体结构示意图。
26.图7是本实施例中工件转移装置的立体结构示意图。
27.图中,1、工作台;
28.2、外套拧紧装置;21、座体一;22、驱动座;221、套筒;222、齿轮一;223、限位臂;
224、弹簧件;225、顶杆;226、气缸一;227、齿轮二;228、驱动电机;229、气缸二;
29.3、转盘;31、夹具;311、定位销一;312、定位销二;313、定位顶针;314、定位块;
30.4、垫圈上料装置;5、外套上料装置;6、装饰盖上料装置;7、装饰盖压装装置;8、下料装置;9、后盖上料装置;
31.10、工件转移装置;101、座体二;102、摆杆;103、夹爪;104、摆臂;105、气缸三;
32.11、检测装置。
具体实施方式
33.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
34.如图1
‑
5所示,本手紧钻夹头组装装置包括工作台1,工作台1上设有外套拧紧装置2和转盘3,转盘3上固设有多个用于放置工件且沿转盘3周向均匀间隔布置的夹具31,外套拧紧装置2包括座体一21和可相对座体一21上下滑动的驱动座22,驱动座22上设有能与工件外套周向定位的套筒221和水平布置的齿轮一222,套筒221竖向设置且下端与夹具31正对,齿轮一222套设于套筒221的外围且与套筒221周向定位用于驱动套筒221工作转动,具体来讲,齿轮一222的内缘嵌设有两个径向设置的滑条,套筒221的外周面设有两个竖向布置的滑槽,两滑条分别插设于两滑槽内实现周向定位并且可沿滑槽相对滑动,使套筒221沿竖向可相对齿轮一222上下滑动。手紧钻夹头包括钻体、三个针爪、垫片、外套、后盖和装饰盖等部件,其中外套内缘具有螺纹需与针爪上的螺纹通过拧紧实现装配,通过在工作台1上设置外套拧紧装置2和转盘3,并在转盘3上设置多个间隔布置的夹具31,这样外套拧紧装置2在加工完成后转盘3可转动一定角度使装有未加工工件的夹具31与外套拧紧装置2的套筒221正对,无须卸料,工作顺畅高效;而设置外套拧紧装置2包括座体一21和驱动座22,在驱动座22内设设置能与工件外套周向定位的套筒221和水平布置的齿轮一222,并使齿轮一222套设于套筒221的外围且与套筒221周向定位,同时套筒221沿竖向可相对齿轮一222往复运动,这样通过驱动齿轮一222转动即可带动套筒221旋转时外套拧紧,而套筒221在随驱动座22下行时由于其具有朝上运动的余量,因而在与外套形成周向定位时,作用在外套上的作用力仅包括套筒221自身的重力及轻微的外力,而驱动座22的大重量不会对外套造成影响,进而在实现旋转拧紧效果的同时保证拧紧装置对外套的作用力更加轻柔,实现人工操作力度的模仿,避免整个驱动座22压下时难以控制而将螺纹压坏,进而提高产品组装效率和合格率。进一步来讲,驱动座22上具有限位臂223,套筒221的外围套设有弹簧件224,弹簧件224的上下两端分别与限位臂223和套筒221的上端顶靠。这样弹簧件224可持续作用在套筒221上使其具有朝下运动的趋势,进而在保证套筒221在拧紧过程中能向下运动以适应螺纹拧紧时的进给量,保证套筒221与外套充分灵位与接触,避免拧紧时周向定位不足导致装配不到位,提高产品合格率。外套拧紧装置2还包括竖向设置的顶杆225,座体一21上设有竖向布置的气缸一226,顶杆225的上端与气缸一226的输出端连接,套筒221转动套设于顶杆225下端的外周面且能沿轴向相对该顶杆225运动。这样在驱动座22下行时气缸一226可驱动顶杆225同步下行,顶杆225的下端插设于套筒221内且可在套筒221与外套定位时与工件上的针爪上端顶靠,这样顶杆225下端面可作为基准使初期参差不齐的针爪校正平齐,同时由于顶杆225不会随套筒221旋转,大大降低了顶杆225下端与针爪之间的磨损,降低维护
成本,而由于顶杆225与套筒221分体设计,即使顶杆225磨损其也可通过调节气缸一226的伸出量进行弥补,而且拆卸也更便捷。驱动座22内还设有与该齿轮一222啮合的齿轮二227和用于驱动齿轮二227的驱动电机228,座体一21上还设有用于控制驱动座22上下运动的气缸二229。这样齿轮二227由驱动电机228驱动进而带动齿轮一222旋转,避免干涉使布置更加合理,且同时实现拧紧操作的电动控制,提高拧紧效率,且电机的扭矩利于设定控制,能实现更加稳定的人手拧紧力模拟,提高产品合格率。
35.如图1所示,工作台1上还设有用于将垫圈输送至夹具31处的垫圈上料装置4、用于将外套输送至夹具31处的外套上料装置5、用于将装饰盖输送至夹具31处的装饰盖上料装置6、用于将装饰盖压装的装饰盖压装装置7和下料装置8,垫圈上料装置4、外套上料装置5、外套拧紧装置2、装饰盖上料装置6、装饰盖压装装置7及下料装置8绕转盘3的外周顺序排布且能恰好同时各与一个夹具31沿转盘3的径向正对。上述装置均为具备对应功能的现有装置,这样在进行组装时只需操作人员将钻体和三个针爪组合好放置在夹具31上,之后垫圈上料、外套上料、外套拧紧、装饰盖上料、装饰盖压装和下料操作均可顺序进行,且上述工序可通过转盘3转动同步实现,大大提高装配效率。
36.如图1、图6、图7所示,夹具31包括竖向设置的定位销一311和定位销二312,定位销一311的外围具有三个能插设于夹头工件斜孔内的定位顶针313,三个定位顶针313绕定位销一311的周向均匀间隔布置,定位销二312的外围具有四个能与后盖定位的定位块314。这样每个夹具31均设置定位销一311和定位销二312形成两个更小单元的工位,定位销一311外围的三个定位顶针313可与锁体的斜孔配合使针爪在放置后处于相同高度,而定位销二312与定位块314配合可对工件的后盖形成定位,使后盖装配的工序可连贯进行,提高组装效率。进一步来讲,工作台1上还用于将后盖输送至夹具31的定位销二312处的后盖上料装置9,后盖上料装置9位于外套拧紧装置2和装饰盖上料装置6之间。后盖上料装置9为现有的装置,这样在外套拧紧后下一工序可将后盖置于与外套相邻的定位销二312处,可直接将工件移至定位销二312上与后盖进行装配,操作便捷高效。工作台1上还设有用于将定位销一311处的工件转移至定位销二312的工件转移装置10,工件转移装置10位于后盖上料装置9和装饰盖上料装置6之间。这样工件转移装置10可自动将外套拧紧后的工件移至定位销二312处形成装配,免于人工操作,组装效率更高。具体来讲,工件转移装置10包括座体二101,座体二101上设有竖向设置的摆杆102,摆杆102外侧设有可竖向运动的夹爪103,该摆杆102的外周面固设有径向设置的摆臂104,工作台1上连接有可驱动摆臂104绕摆杆102摆动的气缸三105,摆杆102转动时可带动夹爪103在对应夹具31的定位销一311上方和定位销二312上方之间沿弧线摆动,即摆杆102的位置恰好在定位销一311和定位销二312之间连线的垂线上。这样当夹具31随转盘3移至与工件转移装置10正对时,夹爪103可在气缸三105驱动摆臂104而随摆杆102移至定位销一311上方,此时夹爪103下移可将外套拧紧后的工件夹住,然后夹爪103上移,而气缸复位运动使夹爪103移至定位销二312上方,进而下方松开将工件与后盖组装。外套拧紧装置2和后盖上料装置9之间布置有用于检测工件针爪平齐程度的检测装置11。检测装置11未现有具备检测针爪的平齐程度的装置,这样在外套拧紧装置2后检测装置11可对工件上三个针爪的平齐程度及时进行检测,避免不合格件流至压装工序而在后期拆分时造成困难,降低回收成本。
37.本文中所描述的具体实施例仅是对本发明精神作举例说明。本发明所属技术领域
的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。