1.本发明涉及打印设备装配领域,特别涉及粉盒挡板预装设备。
背景技术:
2.粉盒是打印设备中的重要部件,用于盛装墨粉。打印机粉盒由粉盒挡板以及迫推块、齿轮等多个零部件组合而成,安装时,需将迫推块、齿轮等待安装件依次安装于粉盒挡板上,粉盒挡板放置于流水线上且角度固定,待安装件多由振动盘输出,虽然同一种待安装件从振动盘输出时的方向一致,但该方向很可能与该待安装件安装于粉盒挡板上的方向不一致。因此,在现有粉盒挡板的预装过程中,对于涉及需要进行角度调整的待安装件而言,只能配合伺服电机对安装角度进行控制,而伺服电机的价格相对昂贵,生产成本较高。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种粉盒挡板预装设备,能够实现待安装件安装角度的自动调节,可节省生产成本。
4.根据本发明实施例的粉盒挡板预装设备,包括:机架;换向组件,包括基座和转动块,所述基座滑动设置于所述机架上,所述基座设置有两根限位柱,所述转动块转动设置于所述基座上并位于两根所述限位柱之间,两根所述限位柱可限制所述转动块的转动范围;夹头,与所述转动块固定连接,所述夹头可夹取或松开待安装件;传送组件,设置于所述机架上,所述传送组件上排列有多个用于盛放粉盒挡板的夹具,所述传送组件可水平传送所述夹具,所述夹具上开设有校正孔;校正组件,包括第一气缸及校正柱,所述第一气缸的缸体固设于所述机架上,所述第一气缸的活塞杆与所述校正柱连接,所述校正柱可间歇伸入所述校正孔内以对所述夹具的位置进行校正。
5.至少具有如下有益效果:安装时,基座可移动至振动盘的出料口处,使得夹头可夹持待安装件,而后基座带动夹头移动至粉盒挡板对应的区域,夹头松开待安装件,完成该待安装件的安装。在基座的移动过程中,夹头可在换向组件的作用下转动至所需的安装角度,具体地,转动块与夹头固定连接,转动块转动设置于基座上,转动块的转动范围会受到基座上两根限位柱的限制。本发明中的粉盒挡板预装设备能够实现待安装件安装角度的自动调节,可节省生产成本。此外,校正组件可以实现更为精准的安装,当夹头处于夹具上方以准备安装待安装件时,第一气缸可驱动校正柱伸入夹具的校正孔内实现对夹具位置的校准,可提高粉盒挡板的预装精度和预装效率。
6.根据本发明的一些实施例,所述校正组件设置于所述传送组件的端部。
7.根据本发明的一些实施例,所述校正组件上设置有光纤传感器。
8.根据本发明的一些实施例,所述夹头与所述转动块的转动轴同轴设置。
9.根据本发明的一些实施例,还包括用于驱动所述转动块转动的第二气缸,所述第二气缸的缸体与所述基座铰接,所述第二气缸的活塞杆与所述转动块的一端铰接,所述转动块的另一端与所述基座铰接。
10.根据本发明的一些实施例,所述机架上设置有第一周转块、弹簧上料组件和移送组件,所述第一周转块沿竖直方向设置有第一容置孔,所述第一容置孔可承接所述夹头上的所述待安装件,所述第一容置孔的轮廓与所述待安装件的轮廓相契合,所述弹簧上料组件可向所述第一周转块上推送弹簧以使所述弹簧与所述待安装件装配为一体,所述第一容置孔内沿竖直方向滑动设置有第一顶推块,所述第一顶推块可向上顶推所述待安装件和所述弹簧,所述移送组件可承接并移送所述第一顶推块顶起的所述待安装件和所述弹簧。
11.根据本发明的一些实施例,所述移送组件包括第二周转块,所述第二周转块沿竖直方向设置有第二容置孔,所述第二周转块或所述第一周转块可移动以使所述第二容置孔与所述第一容置孔的位置相对应,所述第一顶推块推送出的所述待安装件和所述弹簧可进入所述第二容置孔内,所述第二容置孔内沿竖直方向滑动设置有第二顶推块,所述第二顶推块可向下顶推所述待安装件和所述弹簧。
12.根据本发明的一些实施例,所述第二周转块可相对所述机架转动,所述机架上设置有用于限制所述第二周转块转动范围的另一组所述换向组件。
13.根据本发明的一些实施例,所述弹簧上料组件包括振动盘、分料块和弹簧推杆,所述分料块设置于所述机架上并可在弹簧上料位和弹簧安装位之间往复移动,所述振动盘设置于所述机架上并位于所述弹簧上料位,所述分料块贯穿有用于承接所述振动盘输出的所述弹簧的承接孔,所述弹簧推杆设置于所述机架的所述弹簧安装位上,所述弹簧推杆可沿自身轴向移动,所述分料块的移动方向与所述弹簧推杆的移动方向相互垂直,所述弹簧推杆可穿过所述承接孔并将所述承接孔内的弹簧顶推至位于所述第一周转块上的所述待安装件上。
14.根据本发明的一些实施例,所述限位柱上设置有螺纹孔,每个所述限位柱上的所述螺纹孔均安装有限位螺栓,所述限位螺栓的位置相对所述限位柱可调。
15.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
16.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
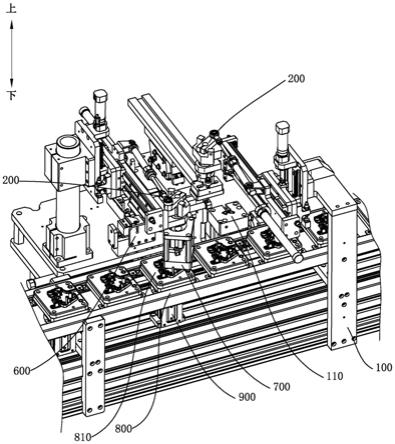
17.图1为本发明实施例的结构示意图;
18.图2为本发明实施例中夹具的底部结构示意图;
19.图3为本发明实施例中校正组件的结构示意图;
20.图4为本发明实施例中换向组件的结构示意图;
21.图5为图4中a处的局部放大结构示意图;
22.图6为本发明实施例中转动块与基座配合处的结构示意图;
23.图7为本发明实施例中的第一周转块的结构示意图;
24.图8为本发明实施例中的第一周转块装配位置的结构示意图;
25.图9为图8中b
‑
b向的剖面结构示意图;
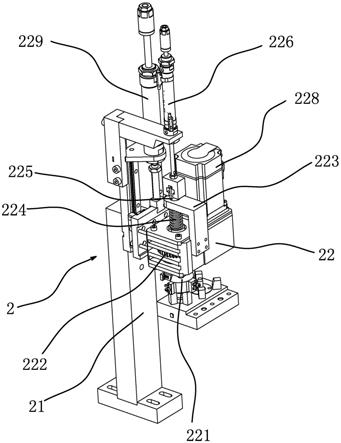
26.图10为本发明实施例中移送组件及换向组件的结构示意图;
27.图11为本发明实施例中第二周转块安装位置的底部方向结构示意图;
28.图12为本发明实施例中第二周转块的结构示意图;
29.图13为本发明实施例中弹簧上料组件与第一周转块的结构示意图;
30.图14为本发明实施例中弹簧上料组件中的分料块处于弹簧上料位时的结构示意图;
31.图15为本发明实施例中弹簧上料组件中的分料块处于弹簧安装位时的结构示意图;
32.图16为本发明实施例中分料块的结构示意图。
33.附图标记:机架100、第一周转块110、容置孔111、第一顶推块112、换向组件200、基座210、限位柱211、螺栓212、转动块220、夹头300、待安装件400、第二气缸500、弹簧上料组件600、分料块610、承接孔611、弹簧推杆620、移送组件700、第二周转块710、第二容置孔711、传送组件800、夹具810、校正孔811、校正组件900、第一气缸910、校正柱920。
具体实施方式
34.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
35.在本发明的描述中,本发明中的待安装件400并非本发明的结构,待安装件400的引入是为了说明结构和或功能。需要理解的是,涉及到方位描述,例如上、下等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
36.在本发明的描述中,如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
37.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
38.参照图1至图16,本发明公开了一种粉盒挡板预装设备,包括机架100、换向组件200、夹头300、传送组件800以及校正组件900。
39.其中,换向组件200包括基座210和转动块220,基座210滑动设置于机架100上,基座210设置有两根限位柱211,转动块220转动设置于基座210上并位于两根限位柱211之间,两根限位柱211可限制转动块220的转动范围,夹头300与转动块220固定连接,夹头300可夹取或松开待安装件400,传送组件800设置于机架100上,传送组件800上排列有多个用于盛放粉盒挡板820的夹具810,传送组件800可水平传送夹具810,夹具810上开设有校正孔811,校正组件900包括第一气缸910及校正柱920,第一气缸910的缸体固设于机架100上,第一气缸910的活塞杆与校正柱920连接,校正柱920可间歇伸入校正孔811内以对夹具810的位置进行校正。
40.可以理解的是,安装时,基座210可移动至振动盘的出料口处,使得夹头300可夹持待安装件400,而后基座210带动夹头300移动至粉盒挡板对应的区域,夹头300松开待安装
件400,完成该待安装件400的安装。在基座210的移动过程中,夹头300可在换向组件200的作用下转动至所需的安装角度,具体地,转动块220与夹头300固定连接,转动块220转动设置于基座210上,转动块220的转动范围会受到基座210上两根限位柱211的限制。本发明中的粉盒挡板预装设备能够实现待安装件400安装角度的自动调节,可节省生产成本。此外,校正组件900可以实现更为精准的安装,当夹头300处于夹具810上方以准备安装待安装件400时,第一气缸910可驱动校正柱920伸入夹具810的校正孔811内实现对夹具810位置的校准,可提高粉盒挡板的预装精度和预装效率。
41.需要说明的是,夹头300可通过机械方式夹取待安装件400,也可通过真空吸附的方式吸取待安装件400。此外,由于基座210需带动夹头300在振动盘和粉盒挡板之间移动,因此,基座需可相对机架100沿竖直和水平方向移动。
42.此外,校正组件900并非用于对夹具810进行定位,校正组件900的作用是对传送组件800上的夹具810进行位置的校准,因此,校正组件900的校正柱920不必在每个夹具810停留时伸入该夹具810的校正孔811内,校正组件900可以在间隔一定时间后对夹具810进行校准。
43.在本发明的一些实施例中,校正组件900设置于传送组件800的端部,可以防止第一气缸910在带动校正柱920移动的过程中会因冲撞夹具810使夹具810与夹头300发生碰撞。
44.参照图3,在本发明的一些实施例中,校正组件900上设置有光纤传感器,光纤传感器可用于检测校正组件900上方是否有夹具810。
45.参照图4和图5,在本发明的一些实施例中,夹头300与转动块220的转动轴同轴设置,当转动块220转动时,夹头300可与转动块220同轴转动,可减小夹头300转动时所占用的空间。
46.具体地,参照图4和图5,在本发明的一些实施例中,还包括用于驱动转动块220转动的第二气缸500,第二气缸500的缸体与基座210铰接,第二气缸500的活塞杆与转动块220的一端铰接,转动块220的另一端与基座210铰接。由于第二气缸500的伸出量一般不可调,因此两个限位柱211可对第二气缸500起到硬限位的作用。可以理解的是,驱动转动块220转动的可以是第二气缸500,也可以是液压缸、油压缸等。
47.参照图1以及图7至图9,在本发明的一些实施例中,机架100上设置有第一周转块110、弹簧上料组件600和移送组件700,第一周转块110沿竖直方向设置有第一容置孔111,第一容置孔111可承接夹头300上的待安装件400,第一容置孔111的轮廓与待安装件400的轮廓相契合,弹簧上料组件600可向第一周转块110上推送弹簧以使弹簧与待安装件400装配为一体,第一容置孔111内沿竖直方向滑动设置有第一顶推块112,第一顶推块112可向上顶推待安装件400和弹簧,移送组件700可承接并移送第一顶推块112顶起的待安装件400和弹簧。在粉盒挡板与待安装件400的安装过程中,往往还需安装弹簧等,因此会涉及弹簧与待安装件400的组合,而弹簧装配至待安装件400上的装配方向与待安装件400安装于粉盒挡板上的安装方向也会不同,因此,设置换向组件200同样也可为实现弹簧的安装提供帮助。
48.具体地,由于弹簧安装时需要先固定待安装件400的位置,因此,待安装件400被夹头300夹持后需先放置于第一周转块110的第一容置孔111内;在待安装件400上安装好弹簧
后,弹簧和待安装件400作为一个整体可被第一顶推块112向上推出,并由移送组件700承接,移送组件700可继续将安装有弹簧的待安装件400安装于粉盒挡板上。
49.进一步地,参照图10至图12,在本发明的一些实施例中,移送组件700包括第二周转块710,第二周转块710沿竖直方向设置有第二容置孔711,第二周转块710或第一周转块110可移动以使第二容置孔711与第一容置孔111的位置相对应,第一顶推块112推送出的待安装件400和弹簧可进入第二容置孔711内,第二容置孔711内沿竖直方向滑动设置有第二顶推块,第二顶推块可向下顶推待安装件400和弹簧。
50.在本发明的一些实施例中,第二周转块710可相对机架100转动,机架100上设置有用于限制第二周转块710转动范围的另一组换向组件200。设置另一组换向组件200可便于待安装件400以所需的特定角度安装于粉盒挡板上。
51.参照图13至图16,在本发明的一些实施例中,弹簧上料组件600包括振动盘、分料块610和弹簧推杆620,分料块610设置于机架100上并可在弹簧上料位和弹簧安装位之间往复移动,振动盘设置于机架100上并位于弹簧上料位,分料块610贯穿有用于承接振动盘输出的弹簧的承接孔611,弹簧推杆620设置于机架100的弹簧安装位上,弹簧推杆620可沿自身轴向移动,分料块610的移动方向与弹簧推杆620的移动方向相互垂直,弹簧推杆620可穿过承接孔611并将承接孔611内的弹簧顶推至位于第一周转块110上的待安装件400上。
52.弹簧上料过程中,振动盘首先将若干弹簧依次输送至振动盘输出口,分料块610移动至弹簧上料位后可承接弹簧,而后分料块610可移动至弹簧安装位;在弹簧安装位上,弹簧推杆620与承接了弹簧的承接孔611对应,弹簧推杆620可伸出并穿过承接孔611以将弹簧推入第一周转块110上,使得弹簧安装于第一周转块110上的待安装件400上,此时的弹簧由于被弹簧推杆620抵顶而处于压缩状态,需要说明的是,由于第一周转块110需预留弹簧被推入待安装件400的空间,因此第一容置孔111的侧方需设置有与第一容置孔111相连通的弹簧安装通道,弹簧安装通道需连通至第一周转块110的侧面;进一步地,第二周转块710移动至与第一周转块110对应的位置,第一周转块110内的第一顶推块112可向上顶推待安装件400和弹簧,弹簧被顶推至第二容置孔711内后仍处于压缩状态,因为第二容置孔711侧方开设有与弹簧压缩状态长度相适应的弹簧容置孔;最后,第二周转块710上的第二顶推块可将待安装件400以及安装于待安装件400上的处于压缩状态的弹簧作为一个整体向下推动至粉盒挡板上。
53.进一步地,参照图6,在本发明的一些实施例中,限位柱211上设置有螺纹孔,每个限位柱211上的螺纹孔均安装有限位螺栓212,限位螺栓212的位置相对限位柱211可调。当本粉盒挡板预装设备需要安装不同规格的产品时,可通过调节两个限位螺栓212相对基座210的位置从而调节转动块220的转动范围。
54.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。