1.本发明涉及建筑施工技术领域,尤其涉及一种吊装钢桁架与预埋锚板对位焊接的定位牵引设备。
背景技术:
2.钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一,结构主要由型钢和钢板等制成的钢梁、钢柱、钢桁架等构件组成,并采用硅烷化、纯锰磷化、水洗烘干、镀锌等除锈防锈工艺,各构件或部件之间通常采用焊缝、螺栓或铆钉连接,因其自重较轻,且施工简便,广泛应用于大型厂房、场馆、超高层等领域。
3.吊装钢桁架与预埋锚板对位焊接,主要通过汽车吊将钢桁架起吊与前期楼板立面预埋锚板进行吊装对位焊接安装,传统的对位方法需要人工在测量后进行拉动钢桁架对位焊接或者靠汽车吊摆动吊臂幅度调节高桁架角度进行对位焊接,工作效率极低的同时,容易在吊运调节过程中反生碰撞存在一定的安全隐患。
技术实现要素:
4.为解决上述问题,本发明提出吊装钢桁架与预埋锚板对位焊接的定位牵引设备,具体技术方案为:
5.一种吊装钢桁架与预埋锚板对位焊接的定位牵引设备,包括定位调节机构和一对吸附支撑组件,所述吸附支撑组件可拆卸地吸附于预埋锚板上,两个所述吸附支撑组件之间设置有可向预埋锚板移动的传动牵引机构,所述定位调节机构可上下移动地设置于传动牵引机构上,所述定位调节机构与传动牵引机构之间可拆卸地设置有辅助定位机构,所述定位调节机构的底部可移动地设置有一对用于夹持钢桁架焊接点的滚动夹持座,其中一个滚动夹持座靠近预埋锚板的正面设置有红外定位激光头,所述定位调节机构靠近预埋锚板的侧面设置有一对缓冲组件。
6.进一步地,所述吸附支撑组件包括三角支撑架和电动导轨,所述三角支撑架一直角的外侧面上设置有多个电磁铁强力吸盘,所述三角支撑架另一直角的内侧面设置有电动导轨,所述电动导轨上设置可滑移的移动导轨座。
7.进一步地,所述传动牵引机构包括转动杆和用于驱动转动杆转动的驱动组件,所述转动杆的两端通过轴承分别安装于两个移动导轨座上,所述转动杆上对称设置有一对缠绕盘,所述缠绕盘上卷设有与定位调节机构相连接的拉绳。
8.进一步地,所述驱动组件包括安装连杆、传动杆和电机,所述安装连杆的两端分别固定于两个移动导轨座的顶面,所述电机设置于安装连杆的外侧,电机的驱动端延伸至安装连杆内,并与传动杆的端部相连接,所述传动杆的另一端通过轴承设置于安装连杆的内侧;所述传动杆和转动杆上均设置有传动齿盘,两个传动齿盘上相啮合地设置有传动链条。
9.进一步地,所述定位调节机构包括安装座,所述拉绳连接于安装座的顶面,所述安装座的底面开设有滚轮槽,两个所述滚动夹持座均设置于滚轮槽内;设有红外定位激光头
的所述滚动夹持座的侧面设置有轴座,所述滚轮槽的侧面开设有螺纹筒,所述螺纹筒内螺纹连接有与轴座可转动连接的调节杆。
10.进一步地,所述滚动夹持座的底部设置成倒u形的夹持槽,两个夹持槽相背离的一面均安装于延伸至其内的液压推杆,所述液压推杆位于夹持槽内的端部设置有夹持板。
11.进一步地,所述辅助定位机构包括分别设置于两个移动导轨座底面的电动推杆,所述电动推杆的推杆端设置有电磁铁,所述安装座顶面的两侧均开设有位于电磁铁正下方的磁吸槽,所述磁吸槽内嵌设有可与电磁铁相吸附的铁块。
12.进一步地,所述磁吸槽开口处的安装座上设置有碗状的导向座。
13.进一步地,所述缓冲组件包括弹簧和移动柱,所述安装座侧面的两侧均开设有用于活动地嵌设移动柱的限位槽,所述限位槽的内底部开设有与弹簧相匹配的安装槽,所述弹簧的底端固定于安装槽内,所述弹簧的顶端与移动柱的底端固定连接,所述移动柱的顶端延伸出限位槽且设置有缓冲软垫。
14.进一步地,所述安装连杆的顶部固定安装有提拉把手。
15.有益效果:
16.(1)通过吸附支撑组件吸附固定在楼层立面的预埋锚板上,方便在汽车吊吊运钢桁架的过程中对钢桁架进行牵引,利用定位调节机构、辅助定位机构对钢桁架的限位固定来与预埋锚板上的定位焊接点进行精准对位,进而方便了进行焊接,提高工作效率。
17.(2)通过设置的缓冲组件,使得吸附支撑组件整体移动对位的同时,缓冲组件进行对位缓冲,避免对位碰撞发生对位偏移的现象。
附图说明
18.图1为本发明吸附支撑组件的正视图。
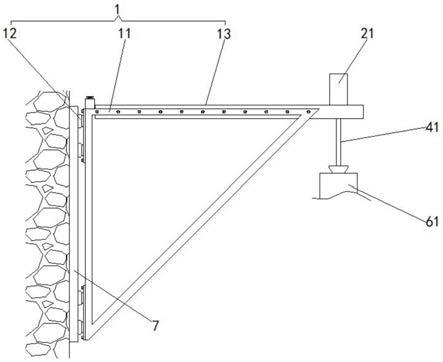
19.图2为本发明侧视的整体示意图。
20.图3为本发明缓冲组件的示意图。
21.图中:1吸附支撑组件,11三角支撑架,12电磁铁强力吸盘,13电动导轨,14移动导轨座,2驱动组件,21安装连杆,22电机,23传动杆,24传动齿盘,25传动链条,26提拉把手,3传动牵引机构,31转动杆,32缠绕盘,33拉绳,4辅助定位机构,41电动推杆,42电磁铁,43铁块,44导向座,5缓冲组件,51安装槽,52限位槽,53弹簧,54移动柱,55缓冲软垫,6定位调节机构,61安装座,62滚轮槽,63滚动夹持座,64液压推杆,65夹持板,66轴座,67螺纹筒,68调节杆,69红外定位激光头,7预埋锚板。
具体实施方式
22.下面结合附图和具体实施例对本发明做进一步描述:
23.如图1至3所示,一种吊装钢桁架与预埋锚板对位焊接的定位牵引设备,包括定位调节机构6和一对吸附支撑组件1,所述吸附支撑组件1可拆卸地吸附于预埋锚板7上,两个所述吸附支撑组件1之间设置有可向预埋锚板7移动的传动牵引机构3,所述定位调节机构6可上下移动地设置于传动牵引机构3上,所述定位调节机构6与传动牵引机构3之间可拆卸地设置有辅助定位机构4,所述定位调节机构6的底部可移动地设置有一对用于夹持钢桁架焊接点的滚动夹持座63,其中一个滚动夹持座63靠近预埋锚板7的正面设置有红外定位激
光头69,所述定位调节机构6靠近预埋锚板7的侧面设置有一对缓冲组件5。
24.如图1所示,所述吸附支撑组件1包括三角支撑架11和电动导轨13,所述三角支撑架11一直角的外侧面上设置有多个电磁铁强力吸盘12,所述三角支撑架11另一直角的内侧面设置有电动导轨13,所述电动导轨13上设置可滑移的移动导轨座14。
25.具体地,所述三角支撑架11的第一直角边紧贴于预埋锚板7上,第二直角边位于上方;第一直角边外侧面的上下端均设置一组电磁铁强力吸盘12,通电后能使电磁铁强力吸盘12强力磁吸于预埋锚板7上,从而使整个定位牵引设备稳固于预埋锚板7上。所述电动导轨13采用螺钉紧固于第二直角边上,通电后可驱动移动导轨座14在电动导轨13上移动。
26.如图2所示,所述传动牵引机构3包括转动杆31和用于驱动转动杆31转动的驱动组件2,所述转动杆31的两端通过轴承分别安装于两个移动导轨座14上,所述转动杆31上对称设置有一对缠绕盘32,所述缠绕盘32上卷设有与定位调节机构6相连接的拉绳33。
27.本实施例中,所述驱动组件2包括安装连杆21、传动杆23和电机22,所述安装连杆21的两端分别固定于两个移动导轨座14的顶面,所述电机22设置于安装连杆21的外侧,电机22的驱动端延伸至安装连杆21内,并与传动杆23的端部相连接,所述传动杆23的另一端通过轴承设置于安装连杆21的内侧;所述传动杆23和转动杆31上均设置有传动齿盘24,两个传动齿盘24上相啮合地设置有传动链条25。当电机22正转或反转以带动传动杆23转动时,传动杆23上的传动齿盘24转动,从而利用传动链条25带动转动杆31转动;转动杆31的转动带动缠绕盘32转动,从而利用拉绳33在缠绕盘32上缠绕程度来调节拉绳33向下延伸的长度。
28.优选地,所述安装连杆21的顶部固定安装有提拉把手26。
29.如图2所示,所述定位调节机构6包括安装座61,所述拉绳33连接于安装座61的顶面,从而可利用拉绳33来牵引安装座61的升降;所述安装座61的底面开设有滚轮槽62,两个所述滚动夹持座63均可移动地设置于滚轮槽62内;设有红外定位激光头69的所述滚动夹持座63的侧面设置有轴座66,所述滚轮槽62的侧面开设有螺纹筒67,所述螺纹筒67内螺纹连接有与轴座66可转动连接的调节杆68,所述调节杆68的端部设置有旋转盘;转动旋转盘时,调节杆68在螺纹筒67内移动且在轴座66内转动,从而来推动滚动夹持座63在滚轮槽62内移动。
30.本实施例中,所述滚动夹持座63的底部设置成倒u形的夹持槽,两个夹持槽相背离的一面均安装于延伸至其内的液压推杆64,所述液压推杆64位于夹持槽内的端部设置有夹持板65。
31.具体地,利用液压推杆64夹持住钢桁架两端的焊接点,利用调节杆68来调整左侧的滚动夹持座63的位置,使其上的红外定位激光头69与预埋锚板7上的其中一个焊接点进行对位,从而使钢桁架的焊接点与预埋锚板7上的两个焊接点完成对位。
32.如图2所示,所述辅助定位机构4包括分别设置于两个移动导轨座14底面的电动推杆41,所述电动推杆41的推杆端设置有电磁铁42,所述安装座61顶面的两侧均开设有位于电磁铁42正下方的磁吸槽,所述磁吸槽内嵌设有可与电磁铁42相吸附的铁块43。
33.本实施例中,所述磁吸槽开口处的安装座61上设置有碗状的导向座44,从而使电动推杆41的下端能精准地朝磁吸槽内移动,使电磁铁42与铁块43完成磁吸连接。
34.如图3所示,所述缓冲组件5包括弹簧53和移动柱54,所述安装座61侧面的两侧均
开设有用于活动地嵌设移动柱54的限位槽52,所述限位槽52的内底部开设有与弹簧53相匹配的安装槽51,所述弹簧53的底端固定于安装槽51内,所述弹簧53的顶端与移动柱54的底端固定连接,所述移动柱54的顶端延伸出限位槽52且设置有缓冲软垫55。
35.本实施例中,安装座61的内部设有控制机箱,红外定位激光头69、电磁铁强力吸盘12、电动导轨13、电机22、电动推杆41、电磁铁42和液压推杆64均与控制机箱电连接,从而可控制各设备的启动和停止运行。
36.该吊装钢桁架与预埋锚板7对位焊接的定位牵引设备的工作过程:
37.(1)根据钢桁架两侧端焊接点的宽度,在预埋锚板7上定位对位焊接点并进行标记;
38.(2)根据预埋锚板7上的对位焊接点位置,把两个三角支撑架11通过电磁铁强力吸盘12吸附于预埋锚板7上;
39.(3)利用汽车吊起吊钢桁架,启动电机22,向下放下拉绳33,利用液压推杆64推动夹持板65使得两个滚动夹持座63夹持固定于钢桁架的两个焊接点上;
40.(4)汽车吊起吊钢桁架,同时向上收拉绳33,当到达预埋锚板7上的对位焊接点附近时,启动红外定位激光头69,调整起吊高度并利用调节杆68来移动左侧的滚动夹持座63在滚轮槽62的位置,直至移动到红外定位激光头69发出的光线正好与预埋锚板7上相对应的对位焊接点相重合,从而使钢桁架与预埋锚板7的焊接点完成精准对位;
41.(5)启动电推推杆和电磁铁42,使其推杆端设置的电磁铁42经导向座44插入磁吸槽内,并与铁块43磁吸连接,从而确保钢桁架在定位调节机构6上的位置不发生偏移;
42.(6)启动电动导轨13,使两侧的移动导轨座14同步朝靠近预埋锚板7的方向移动,当钢桁架接近预埋锚板7时,利用缓冲组件5上设置的缓冲软垫55和弹簧53对钢桁架的缓冲作用,避免二者接触时发生刚性碰撞而影响焊接点对位的精准性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。