1.本实用新型属于焊接技术领域,涉及一种高压泵体大型曲轴断裂的焊接装置及修复工艺。
背景技术:
2.目前,宝武马钢轨道交材科技有限公司要害部门高压泵房,经过几轮改造后,现有12台连体高压水泵,输送的高压水长期担负着轮箍水压机的轮箍法兰的碾压,但由于局部几台高压水泵核心驱动曲轴备件在检修安装以及连接电机尺寸不够精确,加上曲轴本体润滑介质质量不达标,在不停往复运动过程中导致大型曲轴做功的关键节产生断裂,若整体更换曲轴备件不仅需要大量的备件费用,而且因无新备件,采购加工新备件周期长,势必影响生产。为了尽快恢复生产,需要设计一种高压泵体大型曲轴断裂的焊接装置及并制定和完善基于合金母材的修复工艺,开展高压泵体大型曲轴断裂焊接修复攻关,确保断裂的高压泵体大型曲轴能够经济性、安全性、可靠性地重复使用。另外,高压泵体大型曲轴断裂焊接修复主要难点在于:1、曲轴本体形状不规则对断裂处组对以及全位置焊接难以控制;2、合金钢的焊接保证预热
‑‑
控制层间温度
‑‑
焊后热处理在消除焊接应力的同时控制整体结构件的变形量在有效范围内;3、断裂处焊接完成后表面进行纯手工研磨但必须达到曲轴使用的精密度;4、最后整体修复后的大型曲轴安装后不会发生结构性变形不影响内部组织产生各种不达标性能,尤其焊接修复后的大型曲轴表面不能有任何焊接缺陷避免后续影响高压水泵使用周期质量。
技术实现要素:
3.针对在背景技术中存在的大型曲轴出现断裂需要焊接修复的问题,本实用新型提供一种高压泵体大型曲轴断裂的焊接装置及修复工艺,并进行实施验证,应用本实用新型能够快速实施完成高压泵体大型曲轴断裂焊接修复,降低采购成本,减少了长时间的工序停机损失,为合理组产提供了保障。
4.本实用新型解决技术问题的技术方案如下:
5.本实用新型一种高压泵体大型曲轴断裂的焊接装置,它包括结构件工装底板,该结构件工装底板的一侧固定设置有左支架,另一侧滑动设置有右支架,该右支架与结构件工装底板之间设置有右支架调节装置;所述左支架和右支架上分别可转动设置有左夹紧固定架和右夹紧固定架;所述左夹紧固定架与左支架之间活动设置有左固定架调节装置,所述右夹紧固定架与右支架之间活动设置有右固定架调节装置。
6.作为技术方案的进一步改进,所述结构件工装底板与右支架滑动连接的一侧的前后边沿处相对应设置有滑槽,所述右支架的底部固定设置有滑动底板,该滑动底板置于所述滑槽内。
7.作为技术方案的进一步改进,所述右支架调节装置包括在结构件工装底板上表面固定设置的固定板,该固定板与右支架下部相对应开设有螺纹孔并通过设置右支架调节螺
栓相连接。
8.作为技术方案的进一步改进,所述左支架与结构件工装底板之间焊接设置有若干左支架加固板,所述右支架与滑动底板之间焊接设置有若干右支架加固板。
9.作为技术方案的进一步改进,所述左支架的上部开设有通孔,所述左夹紧固定架的一侧设置有与左支架上通孔相适配的左筒状连接部并可转动设置在该通孔内,其另一侧设置有“u”形状的左夹紧固定架夹持部,该左夹紧固定架夹持部的两个端部分别相对应设置有第一夹持螺栓;所述右支架的上部开设有通孔,所述右夹紧固定架的一侧设置有与右支架上通孔相适配的左筒状连接部并可转动设置在该通孔内,其另一侧设置有“u”形状的右夹紧固定架夹持部,该右夹紧固定架夹持部的两个端部分别相对应设置有第二夹持螺栓。
10.作为技术方案的进一步改进,所述左固定架调节装置包括一端与左支架下部可转动连接的左支架转动轴,左支架转动轴的另一端垂直可转动设置有左支架旋转螺母,左支架旋转螺母螺纹连接有左支架调节螺纹导杆,左支架调节螺纹导杆的另一端通过第一固定销与左夹紧固定架夹持部的一侧活动连接。
11.作为技术方案的进一步改进,所述右固定架调节装置包括一端与右支架下部可转动连接的右支架转动轴,右支架转动轴的另一端垂直可转动设置有右支架旋转螺母,右支架旋转螺母螺纹连接有右支架调节螺纹导杆,右支架调节螺纹导杆的另一端通过第二固定销与右夹紧固定架夹持部的一侧活动连接。
12.本实用新型一种高压泵体大型曲轴断裂的修复工艺,所述曲轴断裂后分为曲轴左部和曲轴右部,分别在曲轴左部和曲轴右部断裂待修复处开设用于对接修复的左坡口面和右坡口面,通过上述技术方案中所述的高压泵体大型曲轴断裂的焊接装置进行修复,将曲轴左部和曲轴右部分别固定在左夹紧固定架和右夹紧固定架上,通过右支架调节装置调整曲轴左部和曲轴右部之间的距离,使得左坡口面和右坡口面达到焊接修复的间隙要求,通过左固定架调节装置和右固定架调节装置分别调整左夹紧固定架和右夹紧固定架的角度,使得左坡口面和右坡口面达到焊接修复的对接要求,其焊接工艺为:
13.步骤一、焊前准备;
14.1.1)、焊接设备:ht400d数字化控制逆变式手工直流氩弧焊机,采用e7015焊条,直流反接;
15.1.2)、焊前清洗:焊前对焊接位置进行清洗,使得焊接位置区域与焊条不得有油污、氧化层及水分,需露出金属光泽;
16.1.3)、焊接技术要求:堆焊层熔合母材,焊接缝不得有任何焊接缺陷;
17.1.4)、焊件材质:高合金钢;
18.1.5)、辅助设施:保温桶、样板、测温仪、放大镜、面罩、手套、清渣锤、锤子、凿子、锉刀、钢丝刷、砂纸、钢直尺、水平尺、活动板手、直磨机、角向磨光机、钢丝钳、钢锯条、劳动防护用品;
19.1.6)、焊接工艺参数:根据焊接设备、焊接材料、焊件材质以及焊接要求制定焊接参数;
20.步骤二、实施焊接;
21.2.1)、焊前采用胶片对非焊区进行保护,焊件预热采用加热带,先对预热区铺一层
石棉布,然后放置加热带加热,加热带外部包裹保温棉,在曲轴与石棉布之间放置热电偶用于测温,并通过红外测温仪辅助测控,预热温度设置在200
‑
250℃,预热时确保温度升温均匀30℃/h;
22.2.2)、因是大型曲轴的焊接修复,需控制施焊过程中的曲轴的变形,对焊接区域采用全位置焊接;
23.2.3)、因坡口深度大且长,施焊过程中保持层间温度并进行适当的锤击以减小应力作用;
24.2.4)、过程监控:在曲轴两端架设百分表监测施焊过程中的曲轴的微变量,以便及时调整焊补顺序;
25.2.5)、施焊采用底层
‑‑
填充层
‑‑
盖面层顺序进行,并确保层层检测无任何焊接缺陷;
26.2.6)、焊接完成后进行650℃焊接热处理;
27.2.7)、采用无损检测对焊缝轴进行探伤,表面采用荧光检测,内部采用超声波检测;
28.2.8)、确定焊接无缺陷后,对焊接位置采用手工研磨至同心度≤0.02mm后,余留量小于0.02mm抛光加工至符合使用尺寸,并通过现场高压水泵运转检验验收完全符合工艺要求后,交付使用。
29.作为技术方案的进一步改进,所述左坡口面和右坡口面为采用机械加工成35
°
的坡口单面。
30.作为技术方案的进一步改进,所述打底层采用φ3.2mm的e7015焊条,焊接电流为90
‑
120a,电弧电压为17
±
1v,焊接速度为15
±
1cm/min;所述填充层和盖面层采用φ4.0mm的e7015焊条,焊接电流为140
‑
180a,电弧电压为19
±
1v,焊接速度为15
±
1cm/min。
31.相对于现有技术,本实用新型所述的高压泵体大型曲轴断裂的焊接装置,其设计新颖合理,结构简洁,制作方便,操作简单实用,可以很好的满足发生断裂的高压泵体大型曲轴的左右对接,通过该焊接装置并配合相应的修复工艺,不仅安全易操作,焊接质量稳定,投资费用低,满足了现场实际需求,工作效率高,而且大大降低了维修成本,减少了长时间的工序停机损失,为合理组产提供了有效保障,并且该一种高压泵体大型曲轴断裂的焊接装置及修复工艺为今后各种大型不规则合金钢备件的焊接修复提供了科学参考依据。
附图说明
32.图1为本实用新型一种高压泵体大型曲轴断裂的焊接装置的结构示意图;
33.图2为本实用新型中结构件工装底板结构示意图;
34.图3为本实用新型中左夹紧固定架的结构示意图;
35.图4为本实用新型中右夹紧固定架的结构示意图;
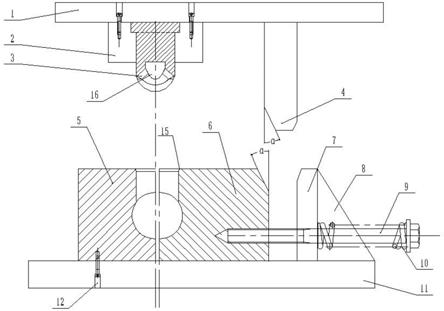
36.图5为曲轴设置在高压泵体大型曲轴断裂的焊接装置上的示意图;
37.图6为曲轴设置在高压泵体大型曲轴断裂的焊接装置上的俯视示意图;
38.图7为本实用新型高压泵体大型曲轴断裂的焊接装置爆炸示意图;
39.图中:1、结构件工装底板;101、滑槽;2、左支架;3、右支架;31、滑动底板;4、曲轴;41、曲轴左部;42、曲轴右部;4a、左坡口面;4b、右坡口面;5、左夹紧固定架;51、左筒状连接
部;52、左夹紧固定架夹持部;6、右夹紧固定架;61、右筒状连接部;62、右夹紧固定架夹持部;7、第一夹持螺栓;8、第二夹持螺栓;9、右支架加固板;10、左支架加固板;11、左支架转动轴;12、左支架旋转螺母;13、左支架调节螺纹导杆;14、第一固定销;15、右支架转动轴;16、右支架旋转螺母;17、右支架调节螺纹导杆;18、第二固定销;19、右支架调节螺栓;20、左固定架调节装置;30、右固定架调节装置;70、右支架调节装置;71、固定板。
具体实施方式
40.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。除非另作定义,此处使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开专利申请说明书以及权利要求书中使用的“上”、“下”、“左”、“右”、“前”、“后”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变。
41.实施例1:
42.如图所示,曲轴4断裂后可分为曲轴左部41和曲轴右部42,因为曲轴本体形状不规则,所以对其断裂处进行组对以及全位置焊接难以控制。为解决断裂待修复的曲轴4断裂处组对及全位置焊接的问题,本实用新型一种高压泵体大型曲轴断裂的焊接装置,它包括采用100mm厚钢板切割而成的结构件工装底板1,结构件工装底板1的一侧固定设置有左支架2,另一侧滑动设置有右支架3,该右支架3与结构件工装底板1之间设置有右支架调节装置70;所述左支架2和右支架3上分别可转动设置有左夹紧固定架5和右夹紧固定架6;所述左夹紧固定架5与左支架2之间活动设置有左固定架调节装置20,所述右夹紧固定架6与右支架3之间活动设置有右固定架调节装置30。本实施例中,所述的左支架2和右支架3均采用80mm厚钢板机械加工而成,为设置其上的各组件以及放置其上进行焊接修复的曲轴进行稳定支撑;所述的左夹紧固定架5和右夹紧固定架6通过50mm厚钢机械加工而成,用于夹持待修复的大型曲轴,便于曲轴断裂处的对接;所述的右支架调节装置70用于调整右支架3的左右位置,便于调整断裂的曲轴在对接处的左右间隙;所述的左固定架调节装置20和右固定架调节装置30,用于对断裂的曲轴在断裂处开设的坡口面进行精确对接,满足焊接需求。
43.本实施例中,所述结构件工装底板1与右支架3滑动连接的一侧上表面的前后边沿处相对应设置有滑槽101,该滑槽101可通过在结构件工装底板1上表面前后侧边沿处相对应设置呈“l”形的钢板并与结构件工装底板1之间形成凹槽实现,所述右支架3的底部垂直焊接固定设置有滑动底板31,该滑动底板31的前后两侧分别置于所述滑槽101内。通过该结构的设置,一是便于右支架3的左右滑动调整,二是通过滑槽101也对右支架3形成限位功能,确保其稳固性。
44.本实施例中,进一步地,所述右支架调节装置70包括在结构件工装底板1上表面焊接固定设置的固定板71,该固定板71与右支架3下部相对应开设有螺纹孔并通过设置右支架调节螺栓19相连接,通过右支架调节螺栓19的旋转带动右支架3左右滑动。
45.为提升所述左支架2和右支架3的稳固性,本实施例中,所述左支架2与结构件工装底板1之间焊接设置有若干左支架加固板10,所述右支架3与滑动底板31之间焊接设置有若
干右支架加固板9。
46.为便于待焊接修复的曲轴在本焊接装置上的放置,所述左支架2的上部开设有通孔,所述左夹紧固定架5的一侧设置有与左支架2上通孔相适配的左筒状连接部51并可转动设置在该通孔内,其另一侧设置有“u”形状的左夹紧固定架夹持部52,该左夹紧固定架夹持部52的两个端部分别相对应设置有第一夹持螺栓7;本例中,所述左夹紧固定架5的左筒状连接部51用于放置断裂待修复曲轴的曲轴左部41的端部,另一侧的左夹紧固定架夹持部52配合第一夹持螺栓7用于夹持曲轴左部41的剩余部分,使得该曲轴左部41在左夹紧固定架5上牢固固定;同时,左筒状连接部51可以相对于左支架2进行自由转动,进而带动其左夹紧固定架夹持部52转动,便于断裂待修复曲轴的组对需求;同理,右支架3也设置有类似结构,所述右支架3的上部开设有通孔,所述右夹紧固定架6的一侧设置有与右支架3上通孔相适配的右筒状连接部61并可转动设置在该通孔内,其另一侧设置有“u”形状的右夹紧固定架夹持部62,该右夹紧固定架夹持部62的两个端部分别相对应设置有第二夹持螺栓8;本例中,所述右夹紧固定架6的右筒状连接部61用于放置断裂待修复曲轴的曲轴右部42的端部,另一侧的右夹紧固定架夹持部62配合第二夹持螺栓8用于夹紧曲轴右部42的剩余部分,使得该曲轴右部42在右夹紧固定架6上牢固固定;同时,右筒状连接部61可以相对于右支架2进行自由转动,进而带动其右夹紧固定架夹持部62转动,与左夹紧固定架夹持部52一起完成断裂待修复曲轴的组对需求。本例中,左夹紧固定架夹持部52和右夹紧固定架夹持部62的精确转动调整,均通过左夹紧固定架5与左支架2之间活动设置的左固定架调节装置20以及右夹紧固定架6与右支架3之间活动设置的右固定架调节装置30进行。
47.进一步地,所述左固定架调节装置20包括一端与左支架2下部可转动连接的左支架转动轴11,左支架转动轴11的另一端垂直可转动设置有左支架旋转螺母12,左支架旋转螺母12螺纹连接有左支架调节螺纹导杆13,左支架调节螺纹导杆13的另一端通过第一固定销14与左夹紧固定架夹持部52的一侧活动连接;所述右固定架调节装置30包括一端与右支架3下部可转动连接的右支架转动轴15,右支架转动轴15的另一端垂直可转动设置有右支架旋转螺母16,右支架旋转螺母16螺纹连接有右支架调节螺纹导杆17,右支架调节螺纹导杆17的另一端通过第二固定销18与右夹紧固定架夹持部62的一侧活动连接。使用时,旋转左支架旋转螺母12,可使得螺纹连接其内的左支架调节螺纹导杆13向上或向下移动,而左支架调节螺纹导杆13的另一端通过第一固定销14与左夹紧固定架夹持部52的一侧活动连接,则在左支架调节螺纹导杆13向上或向下移动时,带动左夹紧固定架夹持部52顺时针或逆时针转动调整;同理,通过右固定架调节装置30对右夹紧固定架夹持部62的调整与左侧调整方式一致;通过上述的调整方式,可以对断裂待修复的曲轴的断裂处进行精确的组对,以便于修复的需要。
48.实施例2:
49.如附图所示,本实用新型一种高压泵体大型曲轴断裂的修复工艺,所述曲轴4断裂后分为曲轴左部41和曲轴右部42,分别在曲轴左部41和曲轴右部42断裂待修复处开设用于对接修复的左坡口面4a和右坡口面4b,左坡口面4a和右坡口面4b为采用机械加工成单面35
°
,然后通过实施例1所述的高压泵体大型曲轴断裂的焊接装置进行修复,将曲轴左部41和曲轴右部42分别固定在左夹紧固定架5和右夹紧固定架6上,通过右支架调节装置70调整曲轴左部41和曲轴右部42之间的距离,使得左坡口面4a和右坡口面4b达到焊接修复的间隙
要求,通过左固定架调节装置20和右固定架调节装置30分别调整左夹紧固定架5和右夹紧固定架6的角度,使得左坡口面4a和右坡口面4b达到焊接修复的对接要求,其焊接工艺为:
50.步骤一、焊前准备;
51.1.1、焊接设备:ht400d数字化控制逆变式手工直流氩弧焊机,采用e7015焊条,直流反接;
52.1.2、焊前清洗:焊前对焊接位置进行清洗,使得焊接位置区域与焊条不得有油污、氧化层及水分,需露出金属光泽;
53.1.3、焊接技术要求:堆焊层熔合母材,焊接缝不得有任何焊接缺陷;
54.1.4、焊件材质:高合金钢;
55.1.5、辅助设施:保温桶、样板、测温仪、放大镜、面罩、手套、清渣锤、锤子、凿子、锉刀、钢丝刷、砂纸、钢直尺、水平尺、活动板手、直磨机、角向磨光机、钢丝钳、钢锯条、劳动防护用品;
56.1.6、焊接工艺参数:
57.手工焊条电弧焊
[0058][0059][0060]
步骤二、实施焊接;
[0061]
2.1、焊前采用胶片对非焊区进行保护,焊件预热采用加热带,先对预热区铺一层石棉布,然后放置加热带加热,加热带外部包裹保温棉,在曲轴与石棉布之间放置热电偶用于测温,并通过红外测温仪辅助测控,预热温度设置在200
‑
250℃,预热时确保温度升温均匀30℃/h;
[0062]
2.2、因是大型曲轴的焊接修复,需控制施焊过程中的曲轴的变形,对焊接区域采用全位置焊接;
[0063]
2.3、因坡口深度大且长,施焊过程中保持层间温度并进行适当的锤击以减小应力作用;
[0064]
2.4、过程监控:在曲轴两端架设百分表监测施焊过程中的曲轴的微变量,以便及时调整焊补顺序;
[0065]
2.5、施焊采用底层
‑‑
填充层
‑‑
盖面层顺序进行,并确保层层检测无任何焊接缺陷;
[0066]
2.6、焊接完成后进行650℃焊接热处理;
[0067]
2.7、采用无损检测对焊缝轴进行探伤,表面采用荧光检测,内部采用超声波检测;
[0068]
2.8、确定焊接无缺陷后,对焊接位置采用手工研磨至同心度≤0.02mm后,余留量小于0.02mm抛光加工至符合使用尺寸,并通过现场高压水泵运转检验验收完全符合工艺要
求后,交付使用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。