1.本实用新型涉及工件机床加工技术领域,尤其涉及一种适用于多种长度尺寸工件的移动尾架和加工车床。
背景技术:
2.现有的尾架结构中,尾架本体用楔形锁紧块通过锁紧螺钉锁紧在机床的燕尾型导轨上,顶尖安装在套筒上,工作时通过活塞推动套筒左右运动,以满足工件顶紧与松开的需要。
3.现有的方案对于一般且不频繁更换品种的工件加工没有问题,但对于如下特殊工件加工工艺则无法满足:
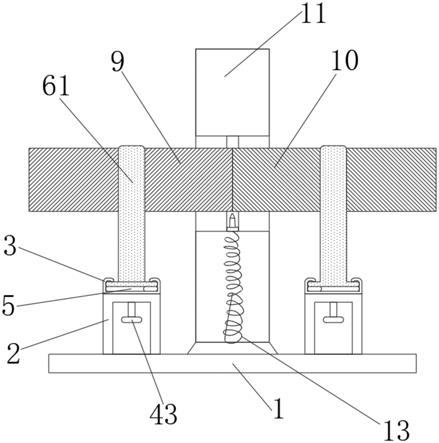
4.1、缸套类工件,此类工件加工工艺要求先由尾架19通过内孔顶紧工件1(如图1所示),刀架5在工件1外圆合适位置车出中心架4夹持基准,然后由中心架4夹持工件1的外圆,此时需尾架19退回,再由刀架5镗工件1内孔;尾架19退回的距离l需要满足镗刀501的长度加上刀盘502的厚度(如图2所示),以及安全的退刀距离,至少要在250mm以上,而现有技术中的尾架顶尖位于套筒内,通过油缸推动套筒伸缩实现顶尖的伸缩,套筒的移动距离为100mm,虽然可以加长,但要达到要求则会使得套筒悬伸太长,刚性急剧下降,无法满足使用。
5.2、电机定子类工件,此类工件较长,且工艺上要求采用涨胎涨紧内孔,由于悬伸较长,涨胎本身无法满足加工刚性要求,故在加工时还需尾架对工艺系统进行顶紧,由于工件长,将工件从涨胎上取下需尾架退回至少一个工件长度才能卸下,上料依然,此时现有技术中的尾架也无法满足加工需要。
6.另外,当工件长度品种多且频繁更换时,相应需要频繁更换尾架位置,然而由于现有技术中采用调整镶条调节尾架与主轴的同心度,调整镶条与燕尾型导轨的一侧贴合,而尾架与燕尾型导轨的另一侧不一定贴合(工作状态下尾架固定在机床上),在更换品种调节尾架的过程中,无法保证移动尾架与主轴始终保持同心,在调节尾架位置后往往需要重新找正,调整麻烦、耗时长。
技术实现要素:
7.为了解决现有技术中的尾架结构在因更换工件品种而调节尾架位置后往往需要重新找正,调整麻烦、耗时长的技术问题,本实用新型提供了一种适用于多种长度尺寸工件的移动尾架来解决上述问题。
8.本实用新型解决其技术问题所采用的技术方案是:一种适用于多种长度尺寸工件的移动尾架,包括尾架本体、锁紧支架和顶尖,所述锁紧支架固定于机床上,所述尾架本体与机床滑动连接;所述尾架本体的内部设置有液压油缸,所述液压油缸的活塞杆与所述锁紧支架固定连接;所述顶尖的中心轴与液压油缸的中心轴平行布置,顶尖的一端凸出所述尾架本体的端面,顶尖的另一端与尾架本体转动连接。所述尾架本体的底部设有适于卡在
机床的燕尾型滑轨上的第一燕尾槽;所述第一燕尾槽上具有相对设置的倾斜表面和竖直表面;所述倾斜表面上和竖直表面上分别固定有适于调整第一燕尾槽与燕尾型滑轨表面间隙的调整镶条和定位镶条。
9.进一步的,所述尾架本体的上方具有适于安装顶尖的通孔,所述顶尖的一端伸出所述通孔,顶尖的另一端在所述通孔内与所述尾架本体转动连接。
10.进一步的,所述顶尖的外周套设有芯轴,所述芯轴与所述通孔的径向接触面之间设置有轴承。
11.进一步的,所述液压油缸的缸筒架设于所述尾架本体内,且缸筒的两端伸出所述尾架本体;所述锁紧支架和所述顶尖分别沿液压油缸的轴向位于所述尾架本体的两侧。
12.进一步的,所述尾架本体的底面具有向下凸出的第一凸起台阶,所述第一凸起台阶的底部固定有压板,所述压板与所述尾架本体的底面之间形成适于卡设机床上的导向条的导向槽。
13.进一步的,所述压板与所述导向条的表面贴合。
14.进一步的,所述锁紧支架的底面具有向下凸出的第二凸起台阶;所述第二凸起台阶上朝向导向条的一侧固定有适于抵在导向条表面的楔形锁紧块,所述楔形锁紧块与导向条的接触面为由上至下逐渐向导向条的内部倾斜的斜面。
15.进一步的,所述液压油缸与控制器电连接。
16.本实用新型还提出一种加工车床,包括机床和以上所述的适用于多种长度尺寸工件的移动尾架,所述机床的顶部具有燕尾型滑轨,所述尾架本体和所述锁紧支架均与所述燕尾型滑轨配合。
17.本实用新型的有益效果是:
18.(1)本实用新型适用范围广,通过液压油缸带动尾架本体整体滑动实现顶紧和退回动作,顶尖转动连接于尾架本体上,与工件同步旋转,当应用于套筒类工件或者电机定子类工件时,顶尖不需要伸出尾架本体,因此不存在套筒伸出过长、刚性降低的问题。同时,本实用新型针对尾架移动影响其与主轴同心度的问题,在原结构基础上做了重大调整,在原调整镶条对面增加定位镶条,与机床的燕尾型滑轨形成运动副,保证了移动尾架与主轴的同心度。
19.(2)本实用新型将油缸脱离套筒,并巧妙的置于尾架本体内,使得结构紧凑,不占用机床轴向空间;同时取消了套筒,直接将芯轴安装于尾架本体上;套筒与尾架本体的配合属精密配合,对间隙及运动的平滑性要求极高,加工难度大,取消套筒大大降低了制造成本。
20.(3)本实用新型在尾架本体上增加了压板,确保导向性的同时兼顾了稳定性,使得尾架在机床切削时稳定可靠。
附图说明
21.下面结合附图和实施例对本实用新型进一步说明。
22.图1 是尾架顶紧工件内孔的状态图;
23.图2 是尾架退回距离示意图;
24.图3 是本实用新型所述的适用于多种长度尺寸工件的移动尾架的具体实施方式
的主视图;
25.图4 是图3的俯视图;
26.图5 是图3的a
‑
a向剖视图;
27.图6 是图3的b
‑
b向剖视图;
28.图7 是图4的c
‑
c向剖视图;
29.图8 是图3的左视图;
30.图9 是本实用新型中所述加工车床的示意图。
31.图中,1、工件,2、尾架本体,201、通孔,202、第一燕尾槽,2021、倾斜表面,2022、竖直表面,203、第一凸起台阶,3、顶尖,301、轴部,302、顶压部,4、中心架,5、刀架,501、镗刀,502、刀盘,6、锁紧支架,601、第二凸起台阶,602、第二燕尾槽,7、机床,701、燕尾型滑轨,702、导向条,8、液压油缸,801、缸筒,802、法兰端盖,803、后端盖,804、第一进油口,805、第二进油口,806、活塞杆,9、芯轴,10、轴承,11、调整镶条,12、定位镶条,13、压板,14、导向槽,15、楔形锁紧块,1501、斜面,16、锁紧螺钉,17、分油块,18、固定螺钉,19、尾架,20、刮尘板。
具体实施方式
32.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
33.实施例一
34.如图3
‑
图8所示,一种适用于多种长度尺寸工件的移动尾架,包括尾架本体2、锁紧支架6和顶尖3,锁紧支架6固定于机床7上,尾架本体2与机床7滑动连接;尾架本体2的内部设置有液压油缸8,液压油缸8的活塞杆806与锁紧支架6固定连接;当活塞杆806伸出时,尾架本体2向远离锁紧支架6的方向运动,当活塞杆806缩回时,尾架本体2向靠近锁紧支架6的方向运动。
35.顶尖3的中心轴与液压油缸8的中心轴平行布置,顶尖3的一端凸出尾架本体2的端面,用于顶紧工件1的内孔,顶尖3的另一端与尾架本体2转动连接,使顶尖3可以与工件1同步旋转。
36.锁紧支架6和顶尖3(顶尖3伸出尾架本体2的部分)可以位于尾架本体2的同一侧,也就是位于工件1所在侧,但是这样会限制尾架本体2与工件1的最小距离(尾架本体2与工件1之间需要容纳锁紧支架6),因此作为优选的,锁紧支架6和顶尖3分别沿液压油缸8的轴向位于尾架本体2的两侧。
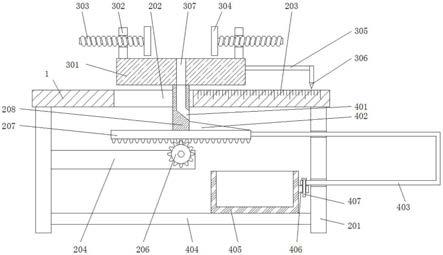
37.如图3和图7所示,尾架本体2的上方安装顶尖3,且顶尖3的左端伸出尾架本体2,尾架本体2的下部设有多个间隔布置的隔板,液压油缸8的缸筒801穿过隔板并架设在隔板上,缸筒801的两端伸出尾架本体2,并在缸筒801的两端分别由法兰端盖802和后端盖803密封,法兰端盖802通过螺栓与尾架本体2固定。活塞杆806设置于缸筒801内,同时活塞杆806向右伸出与锁紧支架6连接,法兰端盖802和后端盖803上分别设置第一进油口804和第二进油口805,当液压油通过第二进油口805进入缸筒801时,推动整个移动尾架向左运动,直至顶尖3顶在工件1内孔,实现顶紧动作;当液压油通过第一进油口804进入缸筒801时,推动整个移
动尾架向右运动,尾架本体2退回。
38.由于尾架本体2放置在机床7上,与现有技术中悬空的顶尖3相比,本实用新型可以将活塞杆806伸出较长距离,不存在刚性不足的问题。因此可以满足较长工件1的顶紧要求。
39.顶尖3与尾架本体2的转动连接:
40.尾架本体2的上方具有适于安装顶尖3的通孔201,顶尖3的一端伸出通孔201,顶尖3的另一端在通孔201内与尾架本体2转动连接。顶尖3由轴部301和顶压部302组成,轴部301位于通孔201内,顶压部302具有顶压工件1内孔的端面,作为优选的,顶尖3的外周套设有芯轴9,芯轴9与通孔201的径向接触面之间设置有轴承10。如图5所示,芯轴9套设于轴部301的外周,芯轴9的前后两端与通孔201的径向接触面之间分别设有轴承10,尾架本体2对芯轴9轴向限位、芯轴9对顶尖3轴向限位(主要为端面限位方式),当工件1旋转时,顶尖3和芯轴9可以同步旋转,工件1加工时也可以满足顶紧要求。
41.一种加工车床,如图9所示,包括机床7和以上所述的适用于多种长度尺寸工件的移动尾架,机床7的顶部具有燕尾型滑轨701,尾架本体2和锁紧支架6均与燕尾型滑轨701配合。
42.尾架本体2与机床7的滑动配合:
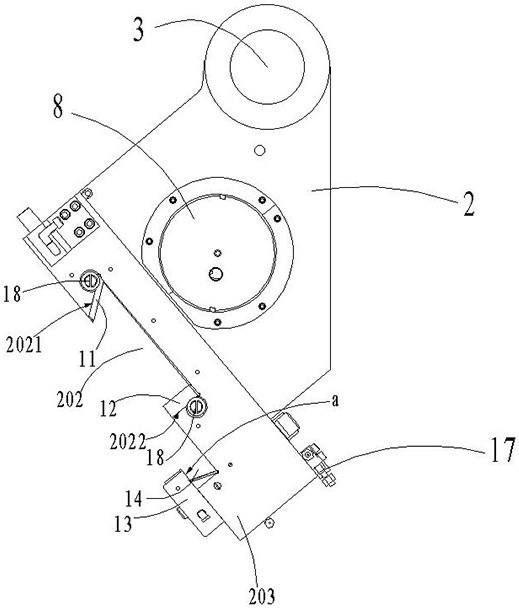
43.如图8和图9所示,机床7的顶部设置有燕尾型滑轨701,尾架本体2的底部设有适于卡在机床7的燕尾型滑轨701上的第一燕尾槽202,第一燕尾槽202上具有相对设置的倾斜表面2021和竖直表面2022,倾斜表面2021由上至下逐渐向竖直表面2022靠近,当第一燕尾槽202与燕尾型滑轨701配合时,尾架本体2不仅与机床滑动配合,还能使尾架本体2与机床卡合,避免尾架本体2向上脱离机床。
44.为了实现尾架本体2中心与机床7主轴中心的同心,方便随时更换工件1并移动尾架本体2,如图8所示,倾斜表面2021上和竖直表面2022上分别固定有适于调整第一燕尾槽202与燕尾型滑轨701表面间隙的调整镶条11和定位镶条12。定位镶条12和调整镶条11均为两端面平行的面板,定位镶条12和调整镶条11的底面和顶面为水平表面,便于与尾架本体2和机床7贴合,第一燕尾槽202的一侧通过定位镶条12与燕尾型滑轨701贴合,并且尾架本体2中心与机床7主轴中心同心,实现初步定位,再通过调整镶条11将第一燕尾槽202的另一侧与燕尾型滑轨701贴合夹紧,从而使第一燕尾槽202与燕尾型滑轨701之间无缝隙,不管怎样移动尾架本体2,都不会出现中心偏移的现象,从而提高了稳定性。调整镶条11和定位镶条12可以分别通过固定在第一燕尾槽202两端的固定螺钉18将调整镶条11和定位镶条12的两端抵住。
45.锁紧支架6与机床7的固定:
46.如图6和图9所示,机床7的上表面设有导向条702,导向条702与燕尾型滑轨701平行布置,并且导向条702所在高度低于燕尾型滑轨701所在高度,锁紧支架6的底面正好与导向条702顶面贴合。锁紧支架6的底面具有向下凸出的第二凸起台阶601,第二凸起台阶601的高度与导向条702的高度相等;第二凸起台阶601上朝向导向条702的一侧固定有适于抵在导向条702表面的楔形锁紧块15,楔形锁紧块15与导向条702的接触面为由上至下逐渐向导向条702的内部倾斜的斜面1501。如图6所示,锁紧支架6通过第二燕尾槽602滑动连接在燕尾型滑轨701上,第二凸起台阶601与导向条702之间留有间隙,楔形锁紧块15挤压在该间隙内,并通过锁紧螺钉16将楔形锁紧块15与锁紧支架6固定,楔形锁紧块15上的斜面1501的
设置使锁紧支架6卡在导向条702上,起固定作用。
47.由于现有技术中的尾架也是通过楔形锁紧块15挤压在导向条702和尾架之间,因此本实用新型不需要改变机床7原本的导向条702锁紧面,只需要将锁紧位置从尾架移动至锁紧支架6上即可,当更换工件1时,不需要频繁拆除锁紧部位。
48.为了实现尾架本体2中心与机床7主轴中心的同心,方便随时更换工件1并移动尾架本体2,如图8所示,倾斜表面2021上和竖直表面2022上分别固定有适于调整第一燕尾槽202与燕尾型滑轨701表面间隙的调整镶条11和定位镶条12。定位镶条12和调整镶条11均为两端面平行的面板,定位镶条12和调整镶条11的底面和顶面为水平表面,便于与尾架本体2和机床7贴合,第一燕尾槽202的一侧通过定位镶条12与燕尾型滑轨701贴合,并且尾架本体2中心与机床7主轴中心同心,实现初步定位,再通过调整镶条11将第一燕尾槽202的另一侧与燕尾型滑轨701贴合夹紧,从而使第一燕尾槽202与燕尾型滑轨701之间无缝隙,不管怎样移动尾架本体2,都不会出现中心偏移的现象,从而提高了稳定性。调整镶条11和定位镶条12可以分别通过固定在第一燕尾槽202两端的固定螺钉18将调整镶条11和定位镶条12的两端抵住。
49.实施例二
50.本实施例的作用是进一步提高尾架本体2移动时的稳定性,保证中心不偏移,在实施例一的基础上,如图8所示,尾架本体2的底面具有向下凸出的第一凸起台阶203,第一凸起台阶203的高度与导向条702的高度相同,第一凸起台阶203的底部固定有压板13,压板13与尾架本体2的底面之间形成适于卡设机床7上的导向条702的导向槽14。
51.使用原有的导向条702与导向槽14配合进一步起到导向作用,增加了尾架本体2移动的平稳性,同时保证了移动尾架切削时的稳定性,作为优选的,压板13与导向条702的表面贴合,只需要在导向条702表面通过辅助铸造加工出与压板13配合的压合面即可,压合面与图8中的面a贴合。
52.实施例三
53.为了提高工作效率,本实施例通过电控方式控制移动尾架的往复运动,具体的,液压油缸8与控制器电连接,可以在第一进油口804和第二进油口805的进油管道上设置电控换向阀,通过系统编程控制电控换向阀的通断,从而实现尾架本体2的退回和顶紧动作。
54.作为优选的,尾架本体2上还设置有分油块17,对尾架本体2的相对运动部位进行润滑。
55.如图9所示,位于第一燕尾槽202一端的尾架本体2上还固定有刮尘板20,刮尘板20与燕尾型滑轨701表面贴合,当尾架本体2往复运动时,刮尘板20可以刮除燕尾型滑轨701表面的灰尘。
56.在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”、“轴向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
57.此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,
也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。
58.在本说明书中,对所述术语的示意性表述不一定指的是相同的实施例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例中以合适的方式结合。
59.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。