1.本实用新型涉及机械加工技术领域,具体为一种壳体快速定位的铣削工装。
背景技术:
2.目前,在工件铣削中,对工件内腔及多孔位加工中,多采用虎钳或类似于虎钳的钳口对夹方式的工装,但是,由于真空泵壳体等异形工件时常需要根据真空泵要求进行定制,采用上述的工装往往会出现定位不准,与工件不能适配,定位可靠性差,装夹效率低。
技术实现要素:
3.本实用新型针对上述现有技术缺陷提供了一种壳体快速定位的铣削工装。
4.本实用新型的目的是采用以下技术方案来实现的:
5.一种壳体快速定位的铣削工装,包括底座,所述底座设有若干组对待铣削壳体的夹持机构,每组所述夹持机构包括气缸、若干等高的定位座、两个拉杆、两个相对设置的支座及两个夹板,所述定位座上设有防错销,所述防错销伸入壳体的定位孔内;两个所述夹板分别与两个所述支座铰接,所述夹板设有条形通孔,所述夹板设有容纳壳体的开口,所述夹板设有置于壳体台阶的固定部,所述气缸驱动端连接有支板,所述支板与两个所述拉杆的一端固定连接,两个所述拉杆的另一端分别穿过两个所述夹板的条形通孔并与所述夹板连接,当拉杆驱动所述夹板绕所述支座转动时,所述拉杆的端部在所述条形通孔内滑动。
6.进一步地,所述拉杆连接所述夹板的一端设有限位柱,所述限位柱防止拉杆从所述条形通孔内滑出。
7.进一步地,所述夹持机构为4组。
8.通过采用上述的技术方案,本实用新型的有益效果是:
9.本实用新型的铣削工装通过设置定位座,且在定位座上设置防错销,将壳体的定位孔与防错销配合完成可以的预定位,装夹时,采用气缸带动两个夹板下拉,气缸驱动拉杆下拉,能够准确的压紧工件,此时,夹板的固定部刚好置于壳体的台阶上,部分壳体刚好置于夹板的开口内,保证工件定位牢固,便于铣削加工,同时气动装夹能提高装夹效率,多组夹持机构提高加工效率。
附图说明
10.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
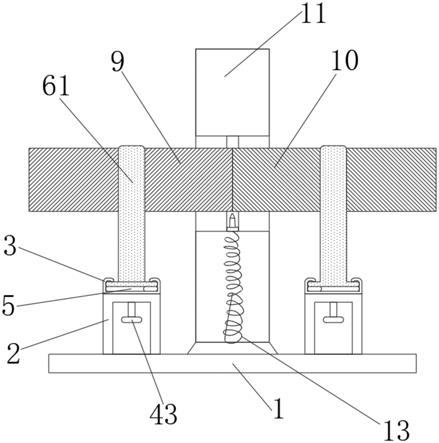
11.图1为本实用新型的结构示意图;
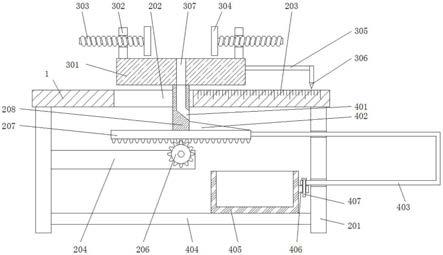
12.图2为本实用新型的结构示意图(不含壳体);
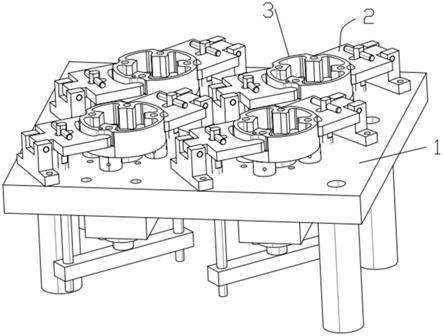
13.图3为本实用新型壳体的结构示意图;
14.图中:底座1、夹持机构2、气缸201、定位座202、拉杆203、支座204、夹板205、防错销206、条形通孔207、开口208、支板209、限位柱210、固定部211、壳体3、定位孔31、台阶32。
具体实施方式
15.下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.实施例,请参阅图1
‑
3,本实用新型披露了一种壳体快速定位的铣削工装,包括底座1,所述底座1设有若干组对待铣削壳体3的夹持机构2,本实施方式中,所述夹持机构为4组。每组所述夹持机构2包括气缸201、若干等高的定位座202、两个拉杆203、两个相对设置的支座204及两个夹板205,所述定位座202上设有防错销206,所述防错销206伸入壳体3的定位孔31内;两个所述夹板205分别与两个所述支座204铰接,所述夹板205设有条形通孔207,所述夹板205设有容纳壳体3的开口208,所述夹板205设有置于壳体3台阶32的固定部211,所述气缸201驱动端连接有支板209,所述支板209与两个所述拉杆203的一端固定连接,两个所述拉杆203的另一端分别穿过两个所述夹板205的条形通孔207并与所述夹板205连接,当拉杆203 驱动所述夹板205绕所述支座204转动时,所述拉杆203的端部在所述条形通孔207内滑动,具体地,所述拉杆203连接所述夹板205的一端设有限位柱210,所述限位柱210防止拉杆203从所述条形通孔207内滑出。
17.对壳体3加工时,将壳体3上的定位孔31准确的插入定位座202的防错销206内完成预定位,气缸201安装在底座1的下方,拉杆203穿过底座1 与夹板205连接,气缸201驱动支板209上下运动,支板209从而带动两个拉杆203上下运动,两个拉杆203上下运动从而带动两个夹板205绕支座204 运动,从而完成对壳体3的装夹动作,定位后,此时,夹板205的固定部211 刚好置于壳体3的台阶32上,部分壳体3刚好置于夹板205的开口208内,保证工件定位牢固,便于铣削加工,同时气动装夹能提高装夹效率。
18.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
19.虽然在上文中已经参考实施例对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施例中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
技术特征:
1.一种壳体快速定位的铣削工装,其特征在于:包括底座(1),所述底座(1)设有若干组对待铣削壳体(3)的夹持机构(2),每组所述夹持机构(2)包括气缸(201)、若干等高的定位座(202)、两个拉杆(203)、两个相对设置的支座(204)及两个夹板(205),所述定位座(202)上设有防错销(206),所述防错销(206)伸入壳体(3)的定位孔(31)内;两个所述夹板(205)分别与两个所述支座(204)铰接,所述夹板(205)设有条形通孔(207),所述夹板(205)设有容纳壳体(3)的开口(208),所述夹板(205)设有置于壳体(3)台阶(32)的固定部(211),所述气缸(201)驱动端连接有支板(209),所述支板(209)与两个所述拉杆(203)的一端固定连接,两个所述拉杆(203)的另一端分别穿过两个所述夹板(205)的条形通孔(207)并与所述夹板(205)连接,当拉杆(203)驱动所述夹板(205)绕所述支座(204)转动时,所述拉杆(203)的端部在所述条形通孔(207)内滑动。2.根据权利要求1所述的一种壳体快速定位的铣削工装,其特征在于:所述拉杆(203)连接所述夹板(205)的一端设有限位柱(210),所述限位柱(210)防止拉杆(203)从所述条形通孔(207)内滑出。3.根据权利要求1所述的一种壳体快速定位的铣削工装,其特征在于:所述夹持机构为4组。
技术总结
本实用新型公开了一种壳体快速定位的铣削工装,包括底座,所述底座设有若干组对待铣削壳体的夹持机构,每组所述夹持机构包括气缸、若干等高的定位座、两个拉杆、两个相对设置的支座及两个夹板,所述定位座上设有防错销,所述防错销伸入壳体的定位孔内;两个所述夹板分别与两个所述支座铰接,所述夹板设有条形通孔,所述夹板设有容纳壳体的开口,所述夹板设有置于壳体台阶的固定部,所述气缸驱动端连接有支板,所述支板与两个所述拉杆的一端固定连接,两个所述拉杆的另一端分别穿过两个所述夹板的条形通孔并与所述夹板连接。本实用新型的工装保证工件定位牢固,便于铣削加工。便于铣削加工。便于铣削加工。
技术研发人员:何跃能 廖明东
受保护的技术使用者:重庆环越机械制造有限公司
技术研发日:2021.05.11
技术公布日:2021/11/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。