1.本发明涉及焊接装置领域,具体涉及一种烘干毛巾架自动焊接装置。
背景技术:
2.现有市场上的电阻焊焊接装置虽然很多,但是无很少有烘干毛巾架电阻焊焊接配件的专业设备,焊接配件都是以人工焊接为主,不但产能低,而且焊接后产品的尺寸精度很低,尺寸的偏差会影响工人后期的安装。
3.有鉴于此,为了提升产品电阻焊焊接精度和生产效率,设计和制造一种烘干毛巾架自动焊接装置的应用和研究十分必要,通过自动化设备进行配件的连续性焊接,至少存在以下多个步骤的自动化衔接:配件的自动连续上料,配件和烘干架主体的抓取、放置,配件与烘干架主体在焊接位置处的定位,以及焊机的焊接等。
技术实现要素:
4.根据背景技术提出的问题,本发明提供一种烘干毛巾架自动焊接装置来解决,接下来对本发明做进一步地阐述。
5.一种烘干毛巾架自动焊接装置,包括:
6.上料机构,用于配件的自动连续上料,
7.机械手机构,包括两组机械手,分别自动抓取配件和烘干架,将配件定位到烘干架上;
8.承载机构,用于承载并定位烘干架,包括工作台,工作台上固定有纵向气缸、两组横向气缸、斜挡板,纵向气缸、横向气缸的输出均连接有斜推板;工作台底部连接有升降平移组件,所述升降平移组件包括分别固定在焊接机构上的折板,折板上固定有第三滑轨,每组第三滑轨上滑动设置有第三滑块,第三滑块上固定有承板,承板上固定有升降气缸,升降气缸的输出都连接在工作台上;折板上还设置有步进电机,步进电机的输出连接第三滑块;
9.焊接机构,对定位后的配件和烘干架连续焊接。
10.作为优选地,所述上料机构包括作为承载主体的机台,机台上固定设置振动料盘,振动料盘上连接有出料道;机台上还固定设置有支架,支架顶部设置有转动盘,转动盘在电机的驱动下转动,转动盘上圆周阵列有多个放置位。
11.作为优选地,支架顶部固定有第一滑块,第一滑块上设置有第一滑轨,第一滑轨固定在安装板底部,所述转动盘通过支脚固定在安装板上;支架上还固定有第一气缸,第一电机的输出连接安装板;所述的第一滑轨、安装板、支脚、转动盘构成移动整体,可以通过调节保证出料道与转动盘的放置位的配合精度。
12.作为优选地,转动盘的直径固定;支架顶部一侧设置有限位侧板;在使用时,第一气缸动作将移动整体推动并止位于限位侧板处,实现的定位点的固定;克服了频繁启动和制动的转动盘具有转动惯性,避免其发生位移,保证了位置精度。
13.作为优选地,安装板上设置有折板,折板上设置有滑槽,折板上还固定有第二气
缸,第二气缸的输出贯穿滑槽后连接有挡板;所述挡板在第二气缸的驱动下于垂直向运动,挡板的底边高于配件的圆柱形部分而低于夹边的高度;所述挡板与配件凸起的夹边作用以矫正配件的位置,不论配件位置如何,保证配件则落入转动盘的放置位上是机械手抓取时正确的状态。
14.作为优选地,机械手机构包括有配件机械手、烘干架机械手两组机械手;配件机械手,包括十字臂,十字臂的四个端部各设置有一个气爪,转动盘上设置有与气爪数量一致配件放置位;烘干架机械手,包括安装梁,安装梁上的一端的顶部固定有驱动电机,底部在两端通过轴承设置有螺杆,螺杆的端部通过皮带连接至驱动电机的输出上,螺杆上配合有两个卡爪,螺杆驱动两卡爪同步相向或远离运动。
15.作为优选地,安装梁底部设置有第二滑轨,第二滑轨上设置有第二滑块,卡爪与第二滑块固定连接;第二滑轨对第二滑块起着导向和侧向固定作用以维持卡爪运动的稳定性。
16.作为优选地,安装梁上设置有减重槽,降低机械手的负荷。
17.作为优选地,减重槽的设置,满足抓手机构整体重心处于安装梁的中部;克服了驱动电机设置在安装梁的一端所带来的负载平衡问题。
18.作为优选地,每组第三滑轨上滑动设置的第三滑块数量为二,共有四组升降气缸,四组升降气缸分别固定连接在工作台的四角,以稳定升降支撑工作台。
19.作为优选地,升降气缸收缩使得工作台下降并接触在承板的顶部;承板对工作台起支撑作用,维持了工作台的稳定与水平。
20.作为优选地,折板呈现l型,第三滑轨位于折板内;折板避免熔渣落入第三滑轨内。
21.作为优选地,折板顶部固定有第四滑轨,第四滑轨上滑动设置有第四滑块,第四滑块与第四滑轨的侧壁配合,第四滑轨上固定有连接板,连接板与承板连接;第四滑轨对第四滑块存在侧向水平的限制,保证了第三滑轨与第三滑块稳定无法脱轨。
22.作为优选地,斜挡板、斜推板在朝向烘干架的一侧均设置为坡向工作台的斜面;斜面的存在对烘干架始终存在垂直向的限位防跳动的能力,始终维持烘干架相对工作台的静止状态。
23.作为优选地,焊接机构包括相对设置的两组焊机,焊机上设置有配件调节组件,包括横梁,所述的折板固定在此横梁上,横梁顶部设在有第五滑轨,第五滑轨上设置有第五滑块,第五滑块上固定有移动板,移动板上安装有第三气缸,第三气缸的输出连接有配件夹具,横梁端部固有有第二电机,第二电机的输出连接有螺杆,螺杆另一端与移动板配合。通过两组作用方式使配件定位于焊机的焊极处,与烘干架进行焊接操作。
24.有益效果:与现有技术相比,本发明依据烘干架与配件的结构特性,提供了针对配件的自动化焊接装置,取代了现有技术下人工焊接的方式,解放了生产力,不但提高了产能,而且保证了焊接的尺寸精度,技术进步效果显著。
附图说明
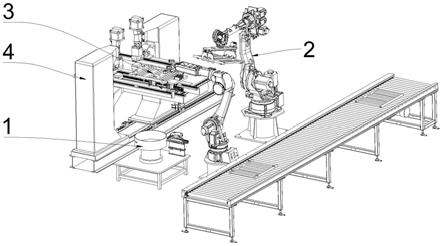
25.图1:本发明的结构示意图;
26.图2:上料机构的结构示意图;
27.图3:图2中a处的结构放大示意图;
28.图4:图3中b处的结构放大示意图;
29.图5:机械手机构的结构示意图;
30.图6:图5中c处的结构放大示意图;
31.图7:图5中d处的结构放大示意图;
32.图8:承载机构的结构示意图;
33.图9:承载机构的升降平移组件的一个结构示意图;
34.图10:承载机构的升降平移组件的再一个结构示意图;
35.图中:
36.上料机构1,
37.机台11、振动料盘12、出料道13、支架14、限位侧板141、转动盘15、第一滑块16、放置位17、安装板18、支脚19、第一气缸110、折板111、滑槽1111、第二气缸112、挡板113、连接板314;
38.机械手机构2,
39.机械手21、十字臂211、气爪212;
40.烘干架机械手22、安装梁221、减重槽2211、驱动电机222、螺杆223、卡爪224、第二滑轨225、第二滑块226;
41.承载机构3,
42.工作台31、纵向气缸32、横向气缸33、斜挡板34、斜推板35、折板36、第三滑轨37、第三滑块38、承板39、升降气缸310、步进电机311、第四滑轨312、第四滑块313;
43.焊接机构4;
44.焊机41、横梁42、第五滑轨43、第五滑块44、移动板45、第三气缸46、配件夹具47、第二电机48、螺杆49、底座410、第六滑轨411、第六滑块412。
具体实施方式
45.接下来结合附图1
‑
10对本发明的一个具体实施例来做详细地阐述。
46.一种烘干毛巾架自动焊接装置,用于将配件自动抓取并焊接到烘干架上,参考附图1包括用于实现配件的自动连续上料的上料机构1、自动抓取配件和烘干架并将配件定位到烘干架上的机械手机构2、用于承载并定位烘干架的承载机构3、对定位后的配件和烘干架进行连续焊接的焊接机构4。
47.参考附图2
‑
4,所述上料机构1,包括作为承载主体的机台11,机台11上固定设置振动料盘12,振动料盘内贮存待焊接至烘干架上的配件,振动料盘12上连接有出料道13,振动料盘在振动电机的作用下振动,迫使内部的配件随之振动涌向出料道13,出料道13上排列着配件并将配件逐渐推向尾端的出料口;机台11上还固定设置有支架14,支架14顶部设置有转动盘15,转动盘15在电机的驱动下转动,转动盘15上圆周阵列有多个放置位17,出料道13上的配件落入放置位,并在电机的驱动下转动,下一个放置位再定位于出料道下,此时机械手将抓取放置位内的配件,往复循环。
48.在实现自动化的操作时,自动化的要求包括了配件上料和机械手抓取配件的自动化,就要求了出料道与转动盘的放置位的配合精度,鉴于烘干架型号较多,需要对出料道和转动盘进行尺寸的对应更换,因此,对转动盘的精度调节就尤为必要,而出料道端部横亘于
转动盘的顶部,有碍于部件的拆卸更换。在本实施例中,所述支架顶部固定有第一滑块16,第一滑块上设置有第一滑轨,第一滑轨固定在安装板18底部,所述转动盘15通过支脚19固定在安装板上,同时,基于支脚的存在,转动盘与安装板之间存在空间,驱动转动盘转动的电机设置在此空间内,电机固定在安装板上,其输出端连接转动盘;支架14上还固定有第一气缸110,第一电机的输出连接安装板18。本方案中,所述的第一滑轨、安装板18、支脚19、转动盘15构成移动整体,并连接在第一气缸的输出上,第一气缸控制此移动整体相对于第一滑块滑动,相对于出料道进行位置调节。
49.在依据烘干架或配件的尺寸进行转动盘、出料道的更换时,在实际的自动化流水操作上,机械手的定位中心往往不变,一般采用转动盘的转动中心为定位点,基于此,本实施例的转动盘的直径固定,仅作为配件抓取时的放置位的尺寸做适应性调整,进而,本实施例的支架14顶部一侧设置有限位侧板141。在使用时,第一气缸110动作将移动整体推动并止位于限位侧板处,即实现的定位点的固定,保证后续机械手转去配件的精度;同时,频繁启动和制动的转动盘具有转动惯性,第一滑块16与第一滑轨的配合存在滑动的自由度,所述第一气缸的推力将安装板夹持在其与限位侧边之间,避免其发生位移,保证了位置精度。
50.本领域中,烘干架具有凸出的形状特征,主流的烘干架的杆件为圆形,其所使用的配件为圆柱形并且在凸起有相对的用于配合烘干架的夹边,在机械手抓取时,目前难以通过机械手抓取后再进行调整以准确放置于烘干架的待焊接位,本实施例采取的是在机械手抓取前,配件在转动盘15上即完成位置矫正,具体方案如下:所述安装板18上设置有折板111,折板111上设置有滑槽1111,折板111上还固定有第二气缸112,第二气缸112的输出贯穿滑槽后连接有挡板113,所述挡板113在第二气缸112的驱动下于垂直向运动;基于配件的结构特性,所述挡板113的底边高于配件的圆柱形部分而低于夹边的高度,所述挡板与配件凸起的夹边作用以矫正配件的位置,配件在振动盘和自身的重力作用滑向出料道的端部,配件具有滑动和转动的自由度,其位置具有随机性,在滑动至出料道端部时,不论配件位置如何,总是其任意一夹边预先接触挡板113,而后继续在振动盘和自身的重力的作用下发生转动,直至两夹边均接触在挡板上,此时将持续维持稳定状态,直至到达预设时刻,第二气缸112带动挡板113升起释放配件,配件则落入转动盘的放置位上,实现配件以预设状态进入到放置位的上料操作。
51.参考附图5
‑
7,在完成配件的上料后,本实施例通过机械手机构对配件和烘干架进行抓取并放置到承载机构3上,因此,本实施例的机械手机构2包括有配件机械手21、烘干架机械手22两组机械手,所述配件机械手21、烘干架机械手22的结构和活动控制原理与现有的机械手并无二致,本实施例不进行阐述,区别在抓手机构的不同,进一步地,配件机械手21、烘干架机械手22除抓手结构外具有互换性,抓手结构可依据实际工位布局情况进行对换安装。
52.具体的,所述配件机械手21的抓手机构包括十字臂211,十字臂211的四个端部各设置有一个气爪212,气爪212可抓取一个配件,本实施例中,转动盘15上设置有与气爪数量一致的四个配件放置位,即配件机械手每次抓取时可将转动盘上的配件一次性抓取完全。
53.所述烘干架机械手22的包括安装梁221,安装梁221上的一端的顶部固定有驱动电机222,底部在两端通过轴承设置有螺杆223,螺杆223的端部通过皮带连接至驱动电机222的输出上,螺杆223上配合有两个卡爪224,螺杆223驱动两卡爪224同步相向或远离运动,用
于抓取或释放烘干架。
54.烘干架机械手22在抓取烘干架时,烘干架重量大,且其长度往往较长,机械手抓取稳定性要求高,本实施例在安装梁221底部设置有第二滑轨225,第二滑轨225上设置有第二滑块226,卡爪224与第二滑块固定连接,第二滑轨225对第二滑块226起着导向和侧向固定作用以维持卡爪运动的稳定性。
55.本实施例中,所述安装梁221上设置有减重槽2211,降低机械手的负荷,再进一步地,基于驱动电机222设置在安装梁221的一端,本实施例为维持负载平衡,所述减重槽2211的设置使得抓手机构整体重心处于安装梁221的中部。
56.参考附图8
‑
10,机械手将烘干架抓取并放置在承载机构3上,所述承载机构3包括工作台31,工作台31上固定有纵向气缸32、两组横向气缸33、斜挡板34,纵向气缸32、横向气缸33的输出均连接有斜推板35,机械手将烘干架抓取并放置在工作台上,所述纵向气缸32、横向气缸33动作,斜推板35作用在烘干架上,纵向气缸32与斜挡板34将烘干架在纵向上进行位置限定,两组横向气缸33对烘干架进行横向的夹持位置限定,保证工作台在移动以及焊接操作时烘干架处于稳定静止状态。
57.工作台31底部连接有升降平移组件,升降平移组件驱动工作台升降和/或平移以实现对烘干架的取放以及运送至焊接位置的目的,升降平移组件包括分别固定在两组焊接机构4上的折板36,折板36上固定有第三滑轨37,每组第三滑轨37上滑动设置有两组第三滑块38,第三滑块38上固定有承板39,承板39上固定有升降气缸310,升降气缸310的输出都连接在工作台31上,并且四组升降气缸310分别固定连接在工作台31的四角上以稳定升降支撑工作台;折板36上还设置有步进电机311,步进电机311的输出连接第三滑块38,通过对步进电机的控制可控制工作台的行进,也即,升降平移组件通过步进电机控制工作台的行进,通过升降气缸310控制工作台的升降。
58.本实施例中,为保证在焊接时工作台处于绝对水平以保证焊接精度,升降气缸310收缩使得工作台31下降并接触在承板39的顶部,承板39对工作台起支撑作用,维持了工作台的稳定与水平。
59.依据常识,在焊接时会产生飞溅的熔渣,为保证部件免受熔渣的灼烧尤其是防止熔渣掉落在第三滑轨内造成运动卡阻,同时兼顾安装的便捷性,本实施例才设置l型的折板36,所述第三滑轨37位于折板内,折板避免熔渣落入第三滑轨内。但与此同时,所述第三滑轨37与第三滑块38的配合仅在垂直方向上存在限位,在水平面内仅通过相对第三滑轨的间距设置进行控制放置第三滑轨37与第三滑块38脱轨。但此时不仅安装难度大,且脱轨风险依旧很大,基于此,在本实施例中,所述折板36顶部固定有第四滑轨312,第四滑轨312上滑动设置有第四滑块313,第四滑块313与第四滑轨312的侧壁配合,第四滑轨312上固定有连接板314,连接板314与承板39连接;这时,所述的第四滑块313与第四滑轨312的侧壁配合使得第四滑轨312对第四滑块313存在侧向水平的限制,也即保证了第三滑轨37与第三滑块38稳定无法脱轨。
60.需要说明的是,所述升降气缸310的存在,其对工作台的升降作用是急停急启的,工作台存在很大的惯性,这将使得限制在工作台上的烘干架存在脱离限制的风险,有鉴于此,本实施例的斜挡板34、斜推板35在朝向烘干架的一侧均设置为坡向工作台的斜面,在夹持烘干架时,斜面的存在对烘干架始终存在垂直向的限位防跳动的能力,始终维持烘干架
相对工作台的静止状态。
61.所述焊接机构4包括相对设置的两组焊机41,在焊接时,配件处于焊接的两焊极之间,实践中,机械手不会直接抓取配件进行焊接,因为机械手可能会在电极的作用下融化,一般采用特别材质固定配件进行焊接,本实施例中在焊机41上配合承载机构3设置有配件调节组件,包括横梁42,所述的折板36固定在此横梁42上,横梁42顶部设在有第五滑轨43,第五滑轨43上设置有第五滑块44,第五滑块44上固定有移动板45,移动板45上安装有第三气缸46,第三气缸46的输出连接有配件夹具47用于放置待焊接的配件,横梁42端部固有有第二电机48,第二电机48的输出连接有螺杆49,螺杆49另一端与移动板45配合。一方面,第二电机48驱动螺杆49转动,螺杆49转动时通过其与移动板45的配合驱动移动板45移动;另一方面,第三气缸46动作驱动配件夹具47移动,机械手将配件放置在配件夹具上,而后通过两组作用方式使配件定位于焊机的焊极处,与烘干架进行焊接操作。
62.本实施例中,为安装便捷,所述焊接机构4还包括底座410,底座410上设置有第六滑轨411,第六滑轨411上滑动设置有第六滑块412,两组焊机41中至少存在一组焊机固定在第六滑块上,可随滑块一同滑动。
63.本发明依据烘干架与配件的结构特性,提供了针对配件的自动化焊接装置,取代了现有技术下人工焊接的方式,解放了生产力,不但提高了产能,而且保证了焊接的尺寸精度,技术进步效果显著。
64.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

