一种dn650金属挠性接管安装尺寸控制方法
技术领域
1.本发明涉及船舶领域的大口径金属挠性接管安装,特别是涉及dn650金属挠性接管安装尺寸控制方法。
背景技术:
2.挠性连接又称柔性连接、可曲挠连接。是允许连接部位发生轴向伸缩、折转和垂直轴向产生一定位移量的连接方式。连接方式采用橡胶接头、波纹管等弹性接头、特殊结构的管件以及柔性填料等。它隔振、减噪声,并能防止位移损坏管道与调整安装误差等。
3.挠性连接通常分为真空橡胶管、塑料管和金属管三种连接件,其中真空橡胶管多用于φ小于50mm的管路连接,塑料挠性连接件的抗冲击性较弱,金属管由于其抗冲击力强、柔韧性好,具有提供轴向位移和横向位移补偿能力,并能承受较高的作用压力,具有减振和抗冲击特性,保证循环水系统安全运行的重要保证是其安装尺寸精确控制,适合应用于船舶产品的循环水系统中。
4.现有的循环水系统采用了φ680
×
15(公称通径dn650)超大口径不锈钢管路,dn650金属挠性接管是船舶产品循环水系统中一个重要附件,管路由不锈钢板卷制而成,法兰采用外径为φ930的对焊法兰,突破了以往船舶产品系统管路最大规格φ580
×
15(公称通径dn550),法兰外径φ800的极限,而且也打破了毛坯法兰和管路焊接后加工成型的传统制作模式。
5.然而,完全参照以往产品中dn550金属挠性接管的安装精度控制方法,管路要经过多次焊接,多次机加工,将导致探伤返修和机加工精度控制风险增大,无法保证dn650金属挠性接管的安装精度,施工成本增高,施工周期变长,产品质量很不稳定。
技术实现要素:
6.为了提高dn650金属挠性接管的安装精度,本发明提供一种能够确保dn650金属挠性接管安装精度的控制方法,该方法适用于超大口径金属挠性接管安装精度的控制,确保金属挠性接管的安装质量。本发明吸取传统方法的优点,经过科学分析和试验研究,提出了一套dn650安装精度控制的工艺方法,从而有效的提高了循环水系统的管路安装质量。适宜作为确保dn650金属挠性管安装精度的控制方法应用。
7.本发明解决技术问题所采用的技术方案是:管路取样时,通过提高样管研配的精度,控制样管与样胎法兰之间的间隙,进而有效控制焊接变形;采用先焊接样管一侧,再焊接样管另一侧的方法,减小样管与样胎法兰之间的焊接应力;通过测量dn650金属挠性接管在管路取样前后的尺寸,计算出金属挠性接管经管路取样焊接后引起的轴向尺寸变化,将其作为后期样胎制作的补偿量,提高成品管路的制作精度。
8.管路制作前,采用同批次的管材进行焊接试验,得到管路焊接缩短量,在管路研配时将缩短量预留出来,使管路的长度得到有效的控制;管路取样后将样胎通过固定盲板焊
接固定在平台上,并安装定位销保证法兰间的对中定位精度。固定盲板焊接后,拆除样胎一端固定法兰,使其保持自由的状态,测量样胎法兰与固定盲板轴向偏斜和径向的偏移,得到固定盲板焊接导致的变形,用于后期管路制作时的调整和对中监测,补偿样胎焊接固定造成的定位偏差;管路研配前,采用找正工装进行调整,按照样胎焊接固定后的周向偏斜和径向偏移量定位成品法兰;管路研配时,通过两次加工精确完成管路余量的去除;同时,考虑焊接的冷态收缩,将之前焊接试验获得的缩短量在研配时进行预留,有效的控制管路焊接后的长度;管路与法兰采用定位塞块进行焊接定位,焊接时用百分表监测焊接变形,通过焊接“反变形”的方式,调整焊接位置,有效控制焊接变形。
9.在安装时通过螺栓的紧固,控制缠绕垫片的压缩量,进而保证dn650金属挠性接管安装后的尺寸,使其满足使用要求。
10.积极效果,此前管路焊接的缩短量和焊接变形值没有任何参考数据,施工面临前所未有的难点。本发明打破了毛坯法兰和管路焊接后加工成型的传统制作模式,首次采用成品法兰直接与管路焊接,并预先设置管路焊接所需的补偿量和缩短量,通过试验研究,提出了一套科学、合理、高效的工艺方法,精细控制每个施工环节,提高施工效率和施工质量,并经过焊接试验获得不锈钢管路焊接缩短量,有效的提高管路制作的精度。适宜作为dn650金属挠性接管安装尺寸控制方法进行推广应用。
附图说明
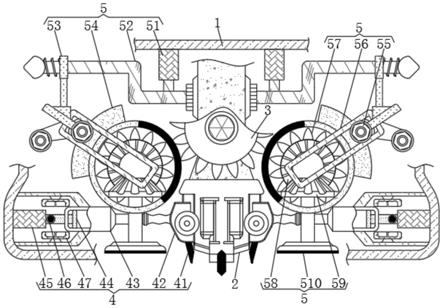
11.图1是管路取样示意图;图2是管路焊接缩短量试验示意图;图3是管路焊接缩短量试验剖面图;图4是定位塞块主视图;图5是定位塞块侧视图;图6是样胎平台固定结构示意图;图7是毛坯管第一次加工示意图;图8是毛坯管第二次加工示意图;图9是成品法兰与毛坯管定位焊接示意图。
12.图中,1.循环水泵;2.dn650金属挠性接管;3.样胎法兰ⅰ;4.样胎法兰ⅱ;5.样胎管ⅰ;6.样胎管ⅱ;7.样胎;8.焊接短管;9.定位塞块;10.固定法兰ⅰ;11.螺栓;12.螺母;13.调整顶丝;14.调整支架;15.定位销;16.背向支撑;17.侧向支撑;18.垫块ⅰ;19.支撑块;20.平台;21.成品法兰ⅰ;22.垫块ⅱ;23.样棒;24.毛坯管;25.百分表;26.成品法兰ⅱ;27.固定法兰ⅱ。
具体实施方式
13.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施
例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
14.dn650金属挠性接管安装流程:首先,dn650金属挠性接管2尺寸调整;其次,管路取样,确定样胎7补偿量;再其次,管路焊接缩短量试验获取焊后缩短量数据,进行管路制作;最后,进行管路安装。
15.按照dn650金属挠性接管2的安装要求,管路取样前,将dn650金属挠性接管2的轴向尺寸调整至目标值822.50mm。
16.dn650金属挠性接管2轴向尺寸调整合格后,开始进行管路取样。
17.将样胎法兰ⅰ3和样胎法兰ⅱ4分别与dn650金属挠性接管2和循环水泵1连接,法兰之间安装金属缠绕垫片;法兰均匀对称拧紧后,测量每组法兰之间的间隙,圆周各点偏差应不大于0.2mm。
18.根据现场取样管路的形状,在内场提前弯制样胎管,其中一根φ219
×
7mm样胎管ⅰ5和三根φ108
×
4mm样胎管ⅱ6,管路长度在理论长度基础上每端预留不小于100mm研配余量;现场对样胎管ⅰ5、样胎管ⅱ6进行研配,保证样胎管ⅰ5、样胎管ⅱ6端面与样胎法兰ⅰ3、样胎法兰ⅱ4端面紧贴,其间隙应不大于0.2mm;样胎管研配完毕后,先焊接一端管路,待焊缝完全冷却后再焊接另一端管路,以减小焊接应力。
19.当样胎管焊接完成自然冷却后,松开dn650金属挠性接管2的调整拉杆,用游标卡尺测量dn650金属挠性接管2轴向尺寸,圆周均布四点,用数字1、2、3、4做好标记,并与目标尺寸进行对比,计算得到dn650金属挠性接管2轴向尺寸;由于样胎管焊接产生的超差值,正值为拉伸,负值为压缩,进而得到样胎7的补偿量,正值为加长量,负值为缩短量,在后期管路制作时将补偿量加入其中,以确保成品管路的制作精度。样胎7补偿量见表1。表1样胎补偿量(单位mm)测点1234轴向目标尺寸822.50822.50822.50822.50焊接后轴向尺寸822.76822.50823.10822.88超差值0.2600.600.38补偿量0.2600.600.38
20.注:由于三点确定一个平面,在后续管路制作时,四点补偿量只需考虑其中三点即可,另外一点可取消。
21.样胎7拆卸前,将dn650金属挠性接管2轴向测量点位置分别移植至样胎法兰ⅰ3外圆上,打字头标记,同时,在样胎法兰ⅱ4与循环水泵1法兰外圆同一位置用双竖线“‖”做安装标记线,划线位置打上样冲眼。
22.由于一般金属材料焊接后在热应力的作用下,均会引起材料的收缩,而材料、规格不同收缩量也不同;为了避免不锈钢管路由于焊接后变短造成的管路长度变化,所以必须在管路焊接前进行管路焊接缩短量的试验,进而得到可靠的缩短量数据,在管路研配时将缩短量预留出来,使管路的长度得到精确的控制;试验时选取与产品管路同批次管材,截取四根焊接短管8进行两组焊接试验,每根焊接短管8长100mm,两根焊接短管8对正后用八块定位塞块9进行定位焊,保证焊接短管8之间对口间隙为3mm;焊接采用手工氩弧焊打底,手工电弧焊填充;打底前需将焊接短管8敞口端及焊缝部位用胶带封堵,使管路内部充满氩
气;打底时,焊接电流100a,焊接速度8cm/min;填充时,焊接电流120a,焊接速度8cm/min;整个焊接过程控制道间温度100℃以下;定位焊后用游标卡尺测量管路焊前长度l,圆周均布四点进行测量,取平均值;焊接后用游标卡尺测量管路焊后长度l',圆周均布四点进行测量,取平均值;具体数据见表2表2φ680
×
15不锈钢管焊后缩短量(单位mm)试验组焊口数焊前长度(l)焊后长度(l')缩短量11203.10198.904.2021203.00198.904.10通过以上试验确定φ680
×
15mm不锈钢管焊后缩短量约为4mm,将此数据作为管路研配时的预留量依据。
23.将样胎7放置在平台20上,并用调整顶丝13、调整支架14和支撑块19进行支撑、调平;样胎7两端的样胎法兰ⅰ3、样胎法兰ⅱ4用螺栓11、螺母12分别与固定法兰ⅰ10、固定法兰ⅱ27连接,每组法兰安装四个定位销15,以保证两法兰之间的对中;由于法兰密封面高5mm,管路焊接前要预留的焊接缩短量为4mm,为了保证管路研配过程中的正常拆装,必须在固定法兰ⅰ10、固定法兰ⅱ27与样胎法兰ⅰ3、样胎法兰ⅱ4之间留有足够的间隙,因此还需在连接法兰之间安装垫块ⅰ18;样胎法兰ⅱ4端垫块ⅰ18厚度为25mm,样胎法兰ⅰ3端垫块18ⅰ的厚度在25mm标准的基础上要考虑补偿量,根据表1补偿量值计算得到各点调整垫块厚度,其中四点补偿量只取三点1、2、3,依据“共面四点对角和相等”的原理,计算得到另外一点,具体数据见表3;样胎法兰ⅰ3、样胎法兰ⅱ4与固定法兰ⅰ10、固定法兰ⅱ27均匀把紧后,用背向支撑16、侧向支撑17将固定法兰ⅰ10、固定法兰ⅱ27焊接在平台20上。
24.表3垫块ⅰ厚度(单位mm)位置1234样胎法兰ⅰ端(连接金属挠性接管端)24.7425.0024.4024.24样胎法兰ⅱ端(连接循环水泵进口端)25.0025.0025.0025.00固定法兰ⅰ10、固定法兰ⅱ27焊接完成后,为了避免由于焊接造成的样胎7变形,将样胎7与固定法兰ⅰ10之间的连接松开,测量两法兰之间的轴向和径向偏差,在成品法兰ⅰ21定位时进行偏差补偿;样胎7拆卸前,将样胎法兰ⅰ3、样胎法兰ⅱ4上的测定标识和安装线移植到固定法兰ⅰ10、固定法兰ⅱ27对应位置。
25.拆下样胎7,将成品法兰ⅰ21、成品法兰ⅱ26与固定法兰ⅰ10、固定法兰ⅱ27用螺栓11、螺母12连接,每组法兰安装四根定位销15,法兰之间安装垫块ⅱ22,厚度为10mm,便于法兰拆装;用螺栓11、螺母12均匀把紧后,测量法兰圆周间隙,偏差不大于0.10mm;提前用φ8mm圆钢根据毛坯管外形弯制一根样棒23,用样棒23插入成品法兰ⅰ21、成品法兰ⅱ26中,调整好样棒23位置,保证样棒23与成品法兰ⅰ21、成品法兰ⅱ26端面垂直,此时在样棒23上做标记,标记线与成品法兰ⅰ21、成品法兰ⅱ26端口平齐,然后用样棒23在毛坯管24上画出第一次余量加工线,粗加工,按照划线位置用锯床将多余管材切除;切割时,为了后期方便毛坯管24第二次对正划线,切割位置控制在加工线位置靠内侧2~3mm。
26.将成品法兰ⅰ21松开,取出垫块ⅱ22,按照样胎7焊接固定时测得的轴向和径向偏差,通过调整顶丝13调整成品法兰ⅰ21相对于固定法兰ⅰ10的位置,进而补偿固定法兰ⅰ10、固定法兰ⅱ27焊接时的焊接变形;将第一次余量加工后的毛坯管24放入成品法兰ⅰ21、成品
法兰ⅱ26之间,并用临时支撑将毛坯管24与成品法兰ⅰ21、成品法兰ⅱ26接口端对正,并用刀尺检查径向偏移,偏差不大于0.10mm;测量成品法兰ⅰ21、成品法兰ⅱ26颈部长度b,螺栓孔端面到坡口端面距离,然后以成品法兰ⅰ21、成品法兰ⅱ26螺栓孔端面为基准,以其颈部长度b 13mm为划线长度,在毛坯管24上划第二次余量加工线,精加工,按照划线位置用镗床将多余管材去除,并加工管路焊接坡口;说明:根据前期焊接缩短量试验获得的数据约4mm,成品法兰ⅰ21、成品法了ⅱ26与固定法兰ⅰ10、固定法兰ⅱ27的间隙与样胎7固定时相差15mm,焊口间隙为3mm,另外预留了1mm的研配余量,整体计算后得到划线长度,15
‑
4 3
‑
1=13mm。
27.拆开成品法兰ⅱ26与固定法兰ⅱ27连接,在法兰之间安装垫块ⅰ18,厚度为25mm,并安装四根定位销15,用螺栓11、螺母12均匀把紧后,测量法兰圆周间隙,偏差不大于0.10mm;通过调整支架14和调整顶丝13,调整成品法兰ⅰ21与固定法兰ⅰ10的位置,法兰间隙为表3“样胎法兰ⅰ5端”垫块ⅰ18厚度值,并考虑样胎7固定焊接时的轴向和径向偏差;将第二次余量加工后的毛坯管24放入成品法兰ⅰ21、成品法兰ⅱ26之间,用临时支撑与成品法兰ⅰ21、成品法兰ⅱ26对正,保证连接坡口间隙3~3.5mm,偏差不大于0.2mm;如果不满足要求,则可对毛坯管24坡口进行适当修磨;成品法兰ⅰ21、成品法兰ⅱ26与毛坯管24对接坡口间隙满足要求后,用刀尺检查毛坯管24外圆与成品法兰ⅰ21、成品法兰ⅱ26接口外圆的偏移,偏差不大于0.1mm;在成品法兰ⅰ21、成品法兰ⅱ26与毛坯管24之间安装定位塞块9,圆周均布八块,点焊固定,完成成品法兰ⅰ21、成品法兰ⅱ26与毛坯管24的定位,同时将固定法兰ⅰ10、固定法兰ⅱ27上的测点标识和安装线移植到成品法兰ⅰ21、成品法兰ⅱ26上。
28.采用手工氩弧焊进行打底焊接,两端不可同时进行,焊接时应周向对称施焊,控制焊接速度,用百分表25监测法兰焊接变形情况,通过“反变形”的焊接方式(反变形焊接:即监测到某个位置变形较大,则立即停止焊接,在该位置的圆周对称方向进行焊接),有效控制法兰的焊接变形;氩弧焊打底后采用手工电弧焊填充,注意控制焊接速度和道间温度,同样用百分表25监测法兰焊接变形,采用“反变形”焊接控制法兰焊接变形。
29.管路上船安装前,提前将dn650金属挠性接管2压缩约6mm,通过成品法兰ⅱ26上的安装线与循环水泵1安装线对正,将管路安装到位,并在成品法兰ⅰ21、成品法兰ⅱ26与dn650金属挠性接管2和循环水泵1法兰之间安装金属缠绕垫片,松开压缩的dn650金属挠性接管2,用螺栓将法兰均匀把紧,保证法兰间隙偏差不大于0.20mm;另外,在螺栓紧固时,可通过控制紧固力矩的大小,改变缠绕垫片的压缩量,缠绕垫片厚度为3.2mm,压缩率为18%~34%,压缩量为0.58~1.09;进而调整dn650金属挠性接管2的轴向尺寸;dn650金属挠性接管2安装后,用游标卡尺测量dn650金属挠性接管2轴向尺寸,见表4。
30.表4dn650金属挠性接管安装后轴向尺寸(单位:mm) 1234理论值822.50
±
1.5822.50
±
1.5822.50
±
1.5822.50
±
1.5安装后822.98823.16823.06822.66结论:经过对dn650金属挠性接管2尺寸调整、管路取样、管路制作和管路安装的工艺方法研究,使得dn650金属挠性接管2安装后各项技术指标满足了安装使用说明书的要求,得到了如下结论:
(1)循环水泵1与金属挠性接管之间的管路取样的工艺方法,有效的保证样胎管路的制作精度,满足现场施工要求。
31.(2)循环水泵1与金属挠性接管之间的管路制作的工艺方法,有效的保证管路的制作精度,满足现场施工要求。
32.(3)dn650金属挠性接管2安装后满足dn650金属挠性接管2安装使用说明书的技术要求。
33.dn650金属挠性接管安装工艺方法经过现场施工全过程的验证,证明了该工艺方法具有合理性、可行性和可靠性,施工方法容易掌握,便于施工,而且根据施工需要设计的工装,以及试验验证获得的焊接变形量控制方法,对管路制作精度起到了至关重要的作用,进而保证了金属挠性接管的安装精度。
34.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。