用于通过埋弧焊(saw)制造组合件的方法
1.本发明涉及预涂覆钢基材,其中涂层包含至少一种钛酸盐和至少一种纳米颗粒;用于制造组合件的方法;用于制造涂覆金属基材的方法和最终的涂覆金属基材。其特别良好地适用于建筑、造船和海上工业。
2.在建筑中和在能源行业的设备中使用钢部件是已知的。制造钢部件之后通常是将钢部件与另外的金属基材焊接。这样的焊接由于钢基材厚而可能是生产中的瓶颈。没有深的焊缝渗透并且需要数个焊接步骤来完全焊接钢基材。
3.有时,钢部件通过为一般电弧焊接工艺的埋弧焊(submerged arc welding,saw)来焊接。saw需要连续进给的自耗实心或管状(金属芯)电极。熔化的焊缝和电弧区域通过被“浸没”在粒状可焊焊剂的覆盖层下而免受大气污染。当熔化时,焊剂变得导电并且在电极与工件之间提供电流路径。saw通常在自动模式或机械化模式下操作,然而,可获得具有加压或重力焊剂进给输送的半自动(手持式)saw枪。
4.专利申请us3393102公开了包含二氧化硅、二氧化锰和某些发射极氧化物(emitter oxide)的埋弧焊焊剂。发射极氧化物为钙、镁、铝和钛的氧化物。将所有焊剂成分研磨成细粉末,完全混合,然后结合在一起成优选尺寸的颗粒以通过对应于1190μm的16目筛网并保留在100目筛网上,100目对应于149μm。
5.然而,该焊剂保护电弧,并与自耗金属丝结合,与熔池反应以产生足够的化学组成和机械特性,但是没有显示出生产率提高或较高的渗透。
6.因此,需要改善在钢基材中的焊缝渗透,并因此改善经焊接的钢基材的机械特性。还需要在提高沉积速率和生产率的情况下获得通过saw焊接而焊接在一起的至少两个金属基材的组合件,所述组合件包括钢基材。
7.为此,本发明涉及预涂覆钢基材,所述预涂覆钢基材涂覆有:
8.‑
任选地,防腐蚀涂层,和
9.‑
预涂层,所述预涂层包含至少一种钛酸盐和至少一种纳米颗粒。
10.根据本发明的预涂覆钢基材还可以具有单独考虑或组合考虑的以下列出的任选特征:
11.‑
预涂层包含选自以下的至少一种钛酸盐:na2ti3o7、k2tio3、k2ti2o5、mgtio3、srtio3、batio3和catio3、fetio3以及zntio4、或其混合物,
12.‑
预涂层包含选自以下的至少一种纳米颗粒:tio2、sio2、经氧化钇稳定的氧化锆(ysz)、al2o3、moo3、cro3、ceo2、或其混合物。
13.‑
预涂层还包含有机溶剂,
14.‑
涂层的厚度为10μm至140μm,
15.‑
纳米颗粒的百分比低于或等于80重量%,
16.‑
钛酸盐的百分比高于或等于45重量%,
17.‑
预涂覆钢基材包含保护焊剂,
18.‑
防腐蚀涂层包含选自以下的金属:锌、铝、铜、硅、铁、镁、钛、镍、铬、锰、及其合金。
19.‑
至少一种钛酸盐的直径为1μm至40μm。
20.本发明还涉及用于制造根据本发明的预涂覆金属基材的方法,包括以下连续步骤:
21.a.提供根据本发明的钢基材,
22.b.沉积根据本发明的预涂层,
23.c.任选地,对步骤b)中获得的涂覆金属基材进行干燥。
24.根据本发明的方法还可以具有单独考虑或组合考虑的以下列出的任选特征:
25.‑
沉积预涂层通过旋涂、喷涂、浸涂或刷涂来进行,
26.‑
预涂层包含1g/l至200g/l的纳米颗粒,
27.‑
预涂层包含100g/l至500g/l的钛酸盐。
28.本发明还涉及用于制造组合件的方法,包括以下连续的步骤:
29.i.提供至少两个金属基材,其中至少一个金属基材为根据本发明的预涂覆钢基材,以及
30.ii.通过埋弧焊(saw)焊接来焊接至少两个金属基材。
31.根据本发明的方法还可以具有单独考虑或组合考虑的以下列出的任选特征:
32.‑
电流平均值为100a至1000a,
33.‑
电压为1v至100v。
34.本发明还涉及可由根据本发明的方法获得的通过埋弧焊(saw)焊接而至少部分地焊接在一起的至少两个金属基材的组合件,所述组合件包括:
35.‑
任选地涂覆有防腐蚀涂层的至少一个钢基材,和
36.‑
焊接区域,所述焊接区域包括包含至少一种钛酸盐和至少一种纳米颗粒的溶解的和/或析出的预涂层。
37.根据本发明的组合件还可以具有单独考虑或组合考虑的以下列出的任选特征:
38.‑
纳米颗粒选自:tio2、sio2、经氧化钇稳定的氧化锆(ysz)、al2o3、moo3、cro3、ceo2、或其混合物,
39.‑
第二金属基材为钢基材或铝基材,
40.‑
第二金属基材为根据本发明的预涂覆钢基材。
41.最后,本发明涉及可由根据本发明的方法获得的组合件用于制造压力容器或海上组件的用途。
42.对以下术语进行了定义:
43.‑
纳米颗粒为尺寸在1纳米(nm)至100纳米(nm)之间的颗粒。
44.‑
钛酸盐是指这样的无机化合物:其组成结合了钛氧化物与至少一种其他氧化物。所述无机化合物可以为其盐的形式。
45.‑“
涂覆”意指钢基材至少局部经预涂层覆盖。覆盖可以例如限于其中钢基材将被焊接的区域。“涂覆”包含性地包括“直接在......上”(其间没有设置中间材料、要素或间隔)和“间接在......上”(其间设置有中间材料、要素或间隔)。例如,对钢基材进行涂覆可以包括:将预涂层直接施加在基材上而在其间没有中间材料/要素,以及将预涂层间接施加在基材上而在其间具有一种或更多种中间材料/要素(例如防腐蚀涂层)。
46.不希望受到任何理论的束缚,认为预涂层主要改变钢基材的熔池物理性质,允许更深的熔化渗透。看来在本发明中,由于钥孔效应(keyhole effect)、电弧收缩、反向
marangoni效应和电弧稳定性改善,不仅化合物的性质而且等于或低于100nm的颗粒的尺寸也改善渗透。
47.实际上,由于反向marangoni流和由电绝缘引起的电弧收缩的组合效应,混合有纳米颗粒的钛酸盐产生钥孔效应,从而引起较高的电流密度和焊缝渗透的增加。钥孔效应是指字面上的孔、熔池表面中的凹陷,其使能量束甚至更深地渗透,从而引起更深的渗透和沉积速率的增加。能量被非常有效地输送至接合点中,这使焊接深度与宽度的比率最大化,进而限制部件变形。
48.此外,预涂层改变了marangoni流,所述marangoni流为由于表面张力梯度而在液体
‑
气体界面处的传质。特别地,预涂层的组分改变表面张力沿着界面的梯度。表面张力的这种改变导致流体流朝焊池的中心的逆转,这在这种情况下引起焊缝渗透、润湿性和材料沉积速率方面的改善,从而导致生产率提高。不希望受到任何理论的束缚,认为纳米颗粒在比微粒更低的温度下溶解,因此更多的氧溶解在熔池中,这激发了反向marangoni流。
49.另外,观察到纳米颗粒通过填充微粒之间的间隙来改善所施加的预涂层的均匀性。其有助于使焊接电弧稳定,因此改善焊缝渗透和品质。
50.优选地,预涂层包含选自以下的至少一种纳米颗粒:tio2、sio2、经氧化钇稳定的氧化锆(ysz)、al2o3、moo3、cro3、ceo2、或其混合物。实际上,不希望受到任何理论的束缚,认为这些纳米颗粒进一步改变熔池物理性质,允许更深的焊缝渗透。此外,不希望受到任何理论的束缚,认为纳米颗粒直径还改善涂层的均匀分布。
51.优选地,纳米颗粒为sio2和tio2,并且更优选为sio2和tio2的混合物。不希望受到任何理论的束缚,认为sio2主要有助于增加渗透深度以及除去和分离熔渣,而tio2主要有助于增加渗透深度以及与钢合金化来形成改善机械特性的基于ti的夹杂物。
52.优选地,纳米颗粒的尺寸为5nm至60nm。
53.优选地,纳米颗粒的干重的百分比低于或等于80%,并且优选为2%至40%。在一些情况下,可能必须限制纳米颗粒的百分比以避免太高的耐火效应。了解各种纳米颗粒的耐火效应的本领域技术人员将根据具体情况调整百分比。
54.纳米颗粒不在对碳钢不利的硫化物或卤化物中选择。
55.优选地,钛酸盐的直径为1μm至40μm,更优选为1μm至20μm,并且有利地为1μm至10μm。实际上,不希望受到任何理论的束缚,认为该钛酸盐直径进一步改善钥孔效应、电弧收缩和反向marangoni效应。
56.优选地,预涂层包含选自以下的至少一种钛酸盐:na2ti3o7、natio3、k2tio3、k2ti2o5、mgtio3、srtio3、batio3和catio3、fetio3以及zntio4、或其混合物。实际上,不希望受到任何理论的束缚,认为这些碳酸盐基于反向marangoni流效应进一步增加渗透深度。
57.优选地,至少一种钛酸盐的干重的百分比高于或等于45%,例如为50%或70%。
58.根据本发明的一个变体,在将预涂层施加在钢基材上并干燥的情况下,预涂层由至少一种钛酸盐和至少一种纳米颗粒组成。
59.根据本发明的另一个变体,涂层还包含嵌入碳酸盐和纳米颗粒并改善预涂层在钢基材上的粘合性的至少一种粘结剂。优选地,粘结剂是纯无机的,特别是为了避免有机粘结剂在焊接期间可能产生的烟气。无机粘结剂的实例为有机官能硅烷或硅氧烷的溶胶
‑
凝胶。有机官能硅烷的实例为经特别是以下的组的基团官能化的硅烷:胺、二胺、烷基、氨基
‑
烷
基、芳基、环氧基、甲基丙烯酰基、氟烷基、烷氧基、乙烯基、巯基和芳基。氨基
‑
烷基硅烷是特别优选的,因为其大大促进粘合性并且具有长的保存期限。优选地,粘结剂以干燥预涂层的1重量%至20重量%的量添加。
60.优选地,涂层的厚度为10μm至140μm,更优选为30μm至100μm。
61.优选地,钢基材为碳钢。
62.优选地,防腐蚀涂层包含选自以下的金属:锌、铝、铜、硅、铁、镁、钛、镍、铬、锰、及其合金。
63.在一个优选的实施方案中,防腐蚀涂层为基于铝的涂层,所述基于铝的涂层包含小于15%的si、小于5.0%的fe、任选地0.1%至8.0%的mg和任选地0.1%至30.0%的zn,剩余部分为al。在另一个优选的实施方案中,防腐蚀涂层为基于锌的涂层,所述基于锌的涂层包含0.01%至8.0%的al、任选地0.2%至8.0%的mg,剩余部分为zn。
64.优选将防腐蚀涂层施加在钢基材的至少一侧上。
65.优选地,预涂覆钢基材至少局部被保护焊剂覆盖。看来这种焊剂保护钢基材在焊接过程期间以防氧化。
66.本发明还涉及用于制造预涂覆金属基材的方法,包括以下连续步骤:
67.a.提供根据本发明的钢基材,
68.b.沉积根据本发明的预涂层,
69.c.任选地,对步骤b)中获得的涂覆金属基材进行干燥。
70.优选地,在步骤a)中,钢基材为碳钢。
71.优选地,在步骤b)中,沉积预涂层通过旋涂、喷涂、浸涂或刷涂来进行。
72.优选地,在步骤b)中,预涂层仅局部沉积。特别地,将预涂层施加在其中钢基材将被焊接的区域中。预涂层可以在待被焊接的钢基材的边缘上或者在待被焊接的基材的一侧的一部分上。更优选地,所施加的预涂层的宽度至少与待完成的焊缝一样大,使得电弧收缩得到进一步改善。
73.有利地,预涂层还包含有机溶剂。实际上,不希望受到任何理论的束缚,认为有机溶剂允许良好分散的预涂层。优选地,有机溶剂在环境温度下是挥发性的。例如,有机溶剂选自:挥发性有机溶剂例如丙酮、甲醇、异丙醇、乙醇、乙酸乙酯、二乙醚;非挥发性有机溶剂例如乙二醇和水。
74.有利地,在步骤b)中,预涂层包含1g/l至200g/l的纳米颗粒,更优选地5g.l
‑1至80g.l
‑1。
75.优选地,在步骤b)中,预涂层包含100g/l至500g/l的钛酸盐,更优选地175g.l
‑1至250g.l
‑1。
76.根据本发明的另一个变体,步骤b)的预涂层还包含粘结剂前体以嵌入钛酸盐和纳米颗粒并且改善预涂层在钢基材上的粘合性。优选地,粘合剂前体为至少一种有机官能硅烷的溶胶。有机官能硅烷的实例为经特别是以下的组的基团官能化的硅烷:胺、二胺、烷基、氨基
‑
烷基、芳基、环氧基、甲基丙烯酰基、氟烷基、烷氧基、乙烯基、巯基和芳基。优选地,粘结剂前体以预涂层的40g.l
‑
1至400g.l
‑
1的量添加。
77.当进行干燥步骤c)时,干燥通过在环境温度或高温下吹空气或惰性气体来进行。当预涂层包含粘结剂时,干燥步骤c)也优选为固化步骤,在固化步骤期间,粘结剂被固化。
固化可以通过红外(ir)、近红外(nir)、常规烘箱来进行。
78.优选地,当有机溶剂在环境温度下是挥发性的时,不进行干燥步骤c)。实际上,认为在沉积涂层之后,有机溶剂蒸发,在金属基材上产生干燥预涂层。
79.本发明还涉及用于制造组合件的方法,包括以下连续的步骤:
80.i.提供至少两个金属基材,其中至少一个金属基材为根据本发明的预涂覆钢基材,以及
81.ii.通过埋弧焊(saw)焊接来焊接至少两个金属基材。
82.优选地,在步骤ii)中,电流平均值为1a至1000a。
83.优选地,在步骤ii)中,焊接机的电压为1v至100v。
84.优选地,在步骤ii)中,存在自耗电极(所谓的金属丝)。例如,自耗电极由fe、si、c、mn、mo和/或ni制成。
85.优选地,在步骤ii)中,金属基材至少局部被保护焊剂覆盖。
86.用根据本发明的方法,可以获得至少第一金属基材和第二金属基材的组合件,第一金属基材呈任选地涂覆有防腐蚀涂层的钢基材的形式,第一金属基材和第二金属基材通过埋弧焊(saw)焊接被至少部分地焊接在一起,其中焊接区域包括包含至少一种钛酸盐和至少一种纳米颗粒的溶解的和/或析出的预涂层。
87.优选地,纳米颗粒选自:tio2、sio2、经氧化钇稳定的氧化锆(ysz)、al2o3、moo3、cro3、ceo2、或其混合物。
[0088]“溶解的和/或析出的焊剂”意指预涂层的组分由于反向marangoni流而可以被拖向熔池的液体
‑
气体界面的中心,并且可以甚至被拖到熔化金属内部。一些组分溶解在熔池中,这导致相应的元素在焊缝中富集。其他组分析出并且是在焊缝中形成夹杂物的复合氧化物的一部分。
[0089]
特别地,当钢基材的al量高于50ppm时,根据所添加的纳米颗粒的性质,焊接区域包含含有特别是al
‑
ti氧化物或si
‑
al
‑
ti氧化物或其他氧化物的夹杂物。混合元素的这些夹杂物小于5μm。因此,它们不会损害焊接区域的韧性。夹杂物可以通过电子探针显微分析(epma)来观察。不希望受到任何理论的束缚,认为纳米颗粒促进有限尺寸的夹杂物的形成,使得焊接区域的韧性不被损害。
[0090]
优选地,第二金属基材为钢基材或铝基材。更优选地,第二钢基材为根据本发明的预涂覆钢基材。
[0091]
最后,本发明涉及根据本发明的组合件用于制造压力容器、海上组件的用途。
实施例
[0092]
以下实施例和测试在本质上是非限制性的并且必须仅出于举例说明的目的考虑。它们将举例说明本发明的有利特征、由发明人在大量实验之后选择的参数的重要性,并且进一步确定本发明可以实现的特性。
[0093]
对于试验品,使用具有表1中公开的以重量百分比计的化学组成的钢基材:
[0094]
cmnsialspcunicr0.1611.4590.3680.0310.00110.0120.0170.020.03
[0095]
nbmovtibnfe
0.00120.00330.00270.00090.00010.0035余量
[0096]
钢基材为20mm厚。
[0097]
实施例1:
[0098]
试验品1未涂覆有预涂层。
[0099]
对于试验品2,通过将丙酮与所述元素混合来制备包含mgtio3(直径:2μm)、sio2(直径:10nm)和tio2(直径:50nm)的丙酮溶液。在所述丙酮溶液中,mgtio3的浓度为175g.l
‑1。sio2的浓度为25g.l
‑1。tio2的浓度为50g.l
‑1。然后,通过喷洒来用丙酮溶液涂覆试验品2。使丙酮蒸发。涂层中的mgtio3的百分比为70重量%,sio2的百分比为10重量%,以及tio2的百分比为20重量%。涂层厚度为40μm。
[0100]
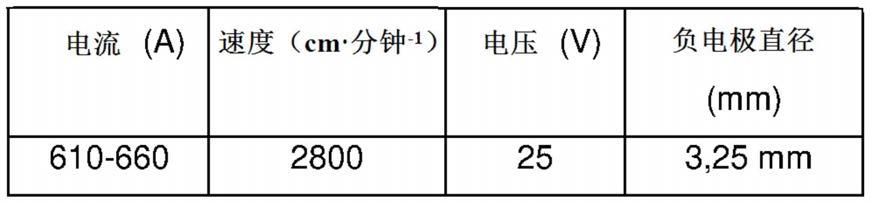
然后用团聚的基础软钢低合金形式的保护焊剂涂覆试验品1和试验品2。最后,通过saw焊接将试验品1和试验品2与具有以上组成的钢基材接合。焊接参数在下表2中:
[0101][0102]
试验品1和试验品2二者中使用的自耗电极的组成在下表3中:
[0103]
csimnpscrnimotibfe0.070.281.230.0100.0030.030.020.010.150.012余量
[0104]
在saw焊接之后,通过扫描电子显微术(sem)来分析钢显微组织。根据规范iso 15614
‑
7将试验品弯曲直至180
°
。使用显微硬度测试仪在焊接区域的中心中确定两个试验品的硬度。通过能量色散x射线光谱和电感耦合等离子体发射光谱(icp
‑
oes)分析焊接区域的组成。通过模拟确定焊接区域的残余应力。结果在下表4中:
[0105][0106]
*
:根据本发明
[0107]
结果示出:与比较试验品1相比,试验品2改善了saw焊接。
[0108]
实施例2
[0109]
在钢基材上通过有限元方法(fem)模拟来测试不同的预涂层。在模拟中,预涂层包含mgtio3(直径:2μm)和直径为10nm至50nm的纳米颗粒。涂层的厚度为40μm。用各个涂层模拟电弧焊接。电弧焊接模拟的结果在下表5中:
[0110][0111]
结果示出了根据本发明的试验品改善了电弧焊接。
[0112]
实施例3:
[0113]
对于试验品12,制备包含以下组分的水溶液:363g.l
‑1的mgtio3(直径:2μm)、77.8g.l
‑1的sio2(直径范围:12nm至23nm)、77.8g.l
‑1的tio2(直径范围:36nm至55nm)和238g.l
‑1的3
‑
氨基丙基三乙氧基硅烷(由生产的)。将溶液施加在钢基材上并通过1)ir和2)nir进行干燥。经干燥的涂层为40μm厚并且包含62重量%的mgtio3、13重量%的sio2、13重量%的tio2和12重量%的由3
‑
氨基丙基三乙氧基硅烷获得的粘结剂。
[0114]
对于试验品13,制备包含以下组分的水溶液:330g.l
‑1的mgtio3(直径:2μm)、70.8g.l
‑1的sio2(直径范围:12nm至23nm)、70.8g.l
‑1的tio2(直径范围:36nm至55nm)、216g.l
‑1的3
‑
氨基丙基三乙氧基硅烷(由生产的ameo)和104.5g.l
‑1的有机官能硅烷和官能化纳米级sio2颗粒的组合物(由evonik生产的110)。将溶液施加在钢基材上并通过1)ir和2)nir进行干燥。经干燥的涂层为40μm厚并且包含59.5重量%的mgtio3、13.46重量%的sio2、12.8重量%的tio2和14.24重量%的由3
‑
氨基丙基三乙氧基硅烷和有机官能硅烷获得的粘结剂。
[0115]
在所有情况下,预涂层在钢基材上的粘合性得到大大改善。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。