1.本实用新型属于冲切加工技术领域,具体涉及一种腰线型材的中间缺口冲切工装。
背景技术:
2.为了美观,人们通常在墙体上安装装饰墙板,并在墙体的特定位置安装腰线型材。腰线型材需要进行进行冲孔,当冲孔位置位于u形骨架位置时,容易造成u形骨架变形。如何在腰线型材冲孔时避免u形骨架变形是本领域亟待解决的问题。
技术实现要素:
3.本实用新型的目的在于提供一种腰线型材的中间缺口冲切工装。避免u形骨架变形。
4.为实现上述目的,本实用新型提供以下的技术方案:一种腰线型材的中间缺口冲切工装,待冲切腰线型材包括u形骨架部,所述u形骨架部的横截面呈u形并包括槽口、正对所述槽口的槽内底面以及背对所述槽内底面的槽外底面,所述中间缺口冲切工装包括用于承载待冲切腰线型材并保持其槽口朝下的载台和设于待冲切腰线型材上方的冲切装置,所述中间缺口冲切工装还包括设于待冲切腰线型材下方并支撑所述槽内底面的支撑筋。
5.进一步的,所述中间缺口冲切工装还包括设于待冲切腰线型材上方并与所述槽外底面接触的导向轮,待冲切腰线型材沿其长度方向的移动动作带动所述导向轮的转动动作。
6.进一步的,所述中间缺口冲切工装包括压紧在待冲切腰线型材沿其长度方向不同位置的两只所述导向轮。
7.进一步的,所述支撑筋和所述导向轮安装于同一活动支架上,所述活动支架位置可调的连接于所述载台上。
8.进一步的,所述载台上设有位于所述冲切装置型材输入侧的导向块,所述导向块设有与待冲切腰线型材横截面匹配的导向孔。
9.进一步的,所述导向孔的入料口端面为内锥型面,所述内锥型面的小端口与所述导向孔的入口相接。
10.进一步的,所述冲切装置包括设于待冲切腰线型材沿其长度方向不同位置的两个冲切机构,每个所述冲切机构包括冲切刀具和带动所述冲切刀具升降的驱动设备。
11.进一步的,所述驱动设备为气缸。
12.进一步的,其中一个所述冲切机构的走刀方向为竖直方向,另一个所述冲切机构的走刀方向与竖直方向行成夹角。
13.进一步的,所述中间缺口冲切工装包括分别设于平行设置的两条待冲切腰线型材上方的两个所述冲切装置。
14.由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:
15.1)本实用新型公开的腰线型材的中间缺口冲切工装,通过设置支撑筋,在冲切时避免了u形骨架变形;
16.2)本实用新型公开的腰线型材的中间缺口冲切工装,通过设置导向轮,可对腰线型材的移动进行导向,同时在冲切时保证了腰线型材不会移位,腰线型材的中间缺口位置和尺寸均更加准确;
17.3)本实用新型公开的腰线型材的中间缺口冲切工装,通过设置两个冲切机构,其中一个冲切机构的走刀方向为竖直方向,另一个冲切机构的走刀方向与竖直方向形成夹角,实现同一中间缺口的斜侧壁和竖直侧壁的冲制。
18.4)本实用新型公开的腰线型材的中间缺口冲切工装,通过设置导向块,可实现腰线型材输送到位。
附图说明
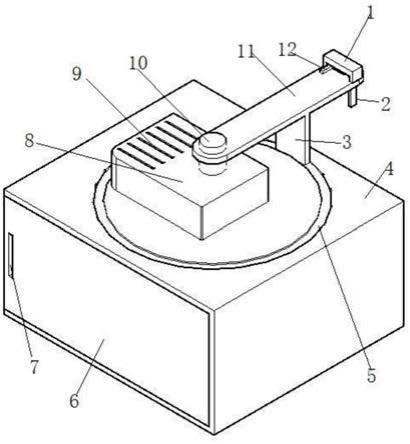
19.图1为本实用新型公开的腰线型材的中间缺口冲切工装的立体图;
20.图2为图1中a处的局部放大图;
21.图3为图1中b处的局部放大图;
22.图4为本实用新型公开的待冲切腰线型材与导向轮的位置关系示意图;
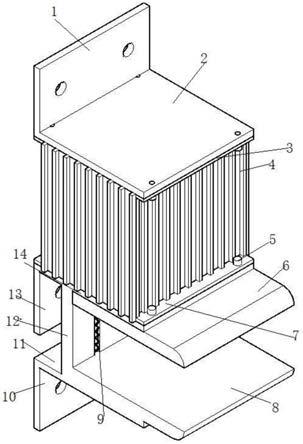
23.图5为本实用新型公开的待冲切腰线型材、支撑筋以及导向轮的位置关系示意图。
24.其中,10、腰线型材;11、内槽底面;12、外槽底面;20、载台;21、导向块;22、内锥形面;30、冲切装置;31、第一驱动设备;32、第二驱动设备;40、支撑筋;50、导向轮;60、活动支架。
具体实施方式
25.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下为用于说明本实用新型的一较佳实施例,但不用来限制本实用新型的范围。
26.参见图1至图5,如其中的图例所示,一种腰线型材的中间缺口冲切工装,待冲切腰线型材10包括u形骨架部,u形骨架部的横截面呈u形并包括槽口、正对槽口的槽内底面11以及背对槽内底面11的槽外底面12,中间缺口冲切工装包括用于承载待冲切腰线型材10并保持其槽口朝下的载台20、设于待冲切腰线型材10上方的冲切装置30、设于待冲切腰线型材10下方并支撑槽内底面11的支撑筋40。
27.本实施例中优选的实施方式,中间缺口冲切工装还包括设于待冲切腰线型材10上方并与槽外底面12接触的导向轮50,待冲切腰线型材10沿其长度方向的移动动作带动导向轮50的转动动作。
28.本实施例中优选的实施方式,中间缺口冲切工装包括压紧在待冲切腰线型材10沿其长度方向不同位置的两只所述导向轮50。
29.本实施例中优选的实施方式,支撑筋40和导向轮50安装于同一活动支架60上,活动支架60位置可调的连接于载台20上。
30.本实施例中优选的实施方式,载台20上设有位于冲切装置30型材输入侧的导向块21,导向块21设有与待冲切腰线型材10横截面匹配的导向孔。
31.本实施例中优选的实施方式,导向孔的入料口端面为内锥型面22,内锥型面22的
小端口与导向孔的入口相接。
32.本实施例中优选的实施方式,冲切装置30包括设于待冲切腰线型材沿其长度方向不同位置的第一冲切机构和第二冲切机构,上述第一冲切机构包括第一冲切刀具(图中未示出)和带动第一冲切刀具升降的第一驱动设备31,上述第二冲切机构包括第二冲切刀具(图中未示出)和带动第二冲切刀具升降的第二驱动设备32。
33.本实施例中优选的实施方式,第一驱动设备31和第二驱动设备32为气缸。
34.本实施例中优选的实施方式,上述第一冲切机构的走刀方向为竖直方向,上述第二冲切机构的走刀方向与竖直方向行成夹角。
35.本实施例中优选的实施方式,中间缺口冲切工装包括分别设于平行设置的两条待冲切腰线型材10上方的两个冲切装置30。
36.下面介绍本实用新型的工作过程:
37.1)将腰线型材自导向块的导向孔入口推至设定位置,此时,支撑筋支撑于内槽底面,导向轮压在外槽底面上;
38.2)第一驱动设备31带动第一冲切刀具向下冲切腰线型材,第一驱动设备31带动第一冲切刀具回位,得到第一缺口;
39.3)第二驱动设备32带动第二冲切刀具向下冲切腰线型材,第二驱动设备32带动第二冲切刀具回位,得到待冲切的中间缺口。
40.以上为对本实用新型实施例的描述,通过对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种腰线型材的中间缺口冲切工装,待冲切腰线型材包括u形骨架部,所述u形骨架部的横截面呈u形并包括槽口、正对所述槽口的槽内底面以及背对所述槽内底面的槽外底面,所述中间缺口冲切工装包括用于承载待冲切腰线型材并保持其槽口朝下的载台和设于待冲切腰线型材上方的冲切装置,其特征在于,所述中间缺口冲切工装还包括设于待冲切腰线型材下方并支撑所述槽内底面的支撑筋。2.如权利要求1所述的腰线型材的中间缺口冲切工装,其特征在于,所述中间缺口冲切工装还包括设于待冲切腰线型材上方并与所述槽外底面接触的导向轮,待冲切腰线型材沿其长度方向的移动动作带动所述导向轮的转动动作。3.如权利要求2所述的腰线型材的中间缺口冲切工装,其特征在于,所述中间缺口冲切工装包括压紧在待冲切腰线型材沿其长度方向不同位置的两只所述导向轮。4.如权利要求2所述的腰线型材的中间缺口冲切工装,其特征在于,所述支撑筋和所述导向轮安装于同一活动支架上,所述活动支架位置可调的连接于所述载台上。5.如权利要求1所述的腰线型材的中间缺口冲切工装,其特征在于,所述载台上设有位于所述冲切装置型材输入侧的导向块,所述导向块设有与待冲切腰线型材横截面匹配的导向孔。6.如权利要求5所述的腰线型材的中间缺口冲切工装,其特征在于,所述导向孔的入料口端面为内锥型面,所述内锥型面的小端口与所述导向孔的入口相接。7.如权利要求1所述的腰线型材的中间缺口冲切工装,其特征在于,所述冲切装置包括设于待冲切腰线型材沿其长度方向不同位置的两个冲切机构,每个所述冲切机构包括冲切刀具和带动所述冲切刀具升降的驱动设备。8.如权利要求7所述的腰线型材的中间缺口冲切工装,其特征在于,所述驱动设备为气缸。9.如权利要求7所述的腰线型材的中间缺口冲切工装,其特征在于,其中一个所述冲切机构的走刀方向为竖直方向,另一个所述冲切机构的走刀方向与竖直方向行成夹角。10.如权利要求1所述的腰线型材的中间缺口冲切工装,其特征在于,所述中间缺口冲切工装包括分别设于平行设置的两条待冲切腰线型材上方的两个所述冲切装置。
技术总结
本实用新型公开了一种腰线型材的中间缺口冲切工装,待冲切腰线型材包括U形骨架部,U形骨架部的横截面呈U形并包括槽口、正对槽口的槽内底面以及背对槽内底面的槽外底面,中间缺口冲切工装包括用于承载待冲切腰线型材并保持其槽口朝下的载台和设于待冲切腰线型材上方的冲切装置,中间缺口冲切工装还包括设于待冲切腰线型材下方并支撑槽内底面的支撑筋。本实用新型公开的腰线型材的中间缺口冲切工装,通过设置支撑筋,在冲切时避免了U形骨架变形。形。形。
技术研发人员:孙红晶 李士义 黄斐
受保护的技术使用者:昆山尼德奥自动化设备有限公司
技术研发日:2020.11.16
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。