1.本发明涉及光纤领域,特别涉及一种手征性耦合纤芯光纤及制备方法。
背景技术:
2.现有的手征性耦合纤芯光纤一般是由位于石英包层材料中心的纤芯和一根螺旋环绕于纤芯周围的卫星纤芯组成。上述手征性耦合纤芯光纤虽然能抑制光纤中高阶模式的传输,但其高阶模滤除能力有限,现有手征性耦合纤芯光纤的质量有待进一步提高。
技术实现要素:
3.有鉴于此,有必要提供一种手征性耦合纤芯光纤及制备方法,提高手征性耦合纤芯光纤的质量。
4.一种手征性耦合纤芯光纤,包括由内向外的中心纤芯、卫星纤芯及内包层,所述卫星纤芯的数量为两个,两所述卫星纤芯对称地位于所述中心纤芯与所述内包层之间。
5.进一步地,还包括外包层,所述外包层位于所述内包层外。
6.进一步地,所述中心纤芯的直径为a0,所述卫星纤芯的直径为a1,所述中心纤芯和卫星纤芯的芯间距为d,且满足关系d<a0 a1,所述内包层的直径为b1,所述外包层的直径为b2,所述中心纤芯、卫星纤芯、内包层、外包层的折射率分别为n1、n2、n3、n4,且满足关系n1>n3>n4及n2>n3。
7.进一步地,所述外包层为纯石英玻璃材料或丙烯酸树脂类的低折射率涂料。
8.进一步地,所述卫星纤芯为等螺距旋转结构,所述卫星纤芯的螺距为p,且2mm<p<10mm。
9.进一步地,所述中心纤芯为掺杂tm、nd、yb、al、ge、ce、p、f中的一种或多种的玻璃材料。
10.一种手征性耦合纤芯光纤的制备方法,用于制备上述手征性耦合纤芯光纤,包括步骤:
11.提供中心纤芯预制棒及两卫星纤芯预制棒;
12.提供内包层预制棒;
13.根据所述中心纤芯预制棒及两卫星纤芯预制棒的尺寸对所述内包层预制棒进行打孔处理,孔的数量为三个以容置中心纤芯预制棒及两卫星纤芯预制棒;
14.将打孔后的所述内包层预制棒与中心纤芯预制棒及两卫星纤芯预制棒进行组装,并通过尾端套管把手及特制的特氟龙气密阀将其与外接的控压真空泵相连接,两卫星纤芯预制棒对称地设置于中心纤芯的周围;
15.对组装后的预制棒进行高速旋转拉丝形成双卫星纤芯的手征性耦合纤芯光纤。
16.进一步地,采用mcvd或pcvd管内沉积基质材料和掺杂材料制备中心纤芯预制棒,采用pcvd管内沉积基质材料和掺杂材料制备卫星纤芯预制棒。
17.进一步地,所述中心纤芯预制棒上的打孔直径大于卫星纤芯直径,且两者的差值
在0.2~0.5mm之间。
18.进一步地,高速旋转拉丝的拉丝温度为1700~1900℃,拉丝速度为3~30m/min,拉丝张力为0.5~2n,高速旋转速度为0~1500转/min。
19.上述手征性耦合纤芯光纤及制备方法将两个卫星纤芯对称地设置于中心纤芯的周围,保障了双卫星纤芯的对称性及一致性,提高了手征性耦合纤芯光纤的光束质量,可适用于更高吸收、更高功率的有源增益光纤,可应用于各类短光纤、高功率光纤激光器。
附图说明
20.图1为本技术提供的一种手征性耦合纤芯光纤在一实施方式中的截面图。
21.图2为图1中的卫星纤芯的结构示意图。
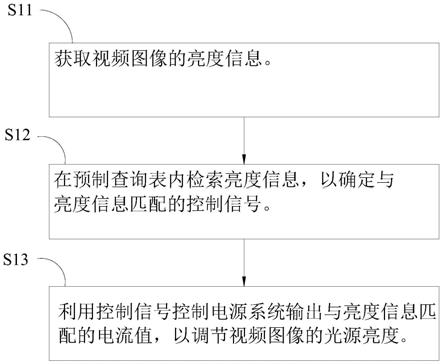
22.图3为本技术提供的一种手征性耦合纤芯光纤的制备方法的流程图。
23.图4为图3中的步骤s34的示意图。
24.主要元件符号说明
[0025][0026][0027]
如下具体实施方式将结合上述附图进一步说明本发明。
具体实施方式
[0028]
下面将结合附图对本发明作进一步详细说明。
[0029]
为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实
施例对本发明进行详细描述。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
[0030]
在下面的描述中阐述了很多具体细节以便于充分理解本发明,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0031]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
[0032]
请参阅图1,图1为本技术提供的一种手征性耦合纤芯光纤20在一实施方式中的截面图。所述手征性耦合纤芯光纤20包括由内向外的中心纤芯21、卫星纤芯22、内包层23及外包层24,所述卫星纤芯22的数量为两个,两所述卫星纤芯22对称地位于所述中心纤芯21与所述内包层23之间。
[0033]
所述中心纤芯21的直径为a0,所述卫星纤芯22的直径为a1,所述中心纤芯21和卫星纤芯22的芯间距为d,且满足关系d<a0 a1,所述内包层23的直径为b1,所述外包层24的直径为b2,所述中心纤芯21、卫星纤芯22、内包层23、外包层24的折射率分别为n1、n2、n3、n4,且满足关系n1>n3>n4及n2>n3。
[0034]
所述中心纤芯21为掺杂tm、nd、yb、al、ge、ce、p、f中的一种或多种的玻璃材料。所述的卫星纤芯22为掺杂fe、cu、ge、p、f中的一种或多种的玻璃材料。请参阅图2,在一实施方式中,所述卫星纤芯22为等螺距旋转结构,所述卫星纤芯22的螺距为p,且2mm<p<10mm。
[0035]
所述内包层23为圆形。可以理解,所述内包层23不限于圆形,也可为其他形状。所述内包层23为纯石英玻璃材料。在一实施方式中,所述内包层23不存在其他掺杂元素;在另一实施方式中,所述内包层23掺杂元素为ge、p、f中的一种或多种。
[0036]
所述外包层24为圆形。可以理解,所述内包层23不限于圆形,也可为其他形状。所述外包层24为纯石英玻璃材料或丙烯酸树脂类的低折射率涂料。
[0037]
请参阅图3,为本技术提供的一种手征性耦合纤芯光纤的制备方法的流程图,所述手征性耦合纤芯光纤的制备方法包括如下步骤。
[0038]
步骤s31:提供中心纤芯预制棒及两卫星纤芯预制棒。具体地,采用mcvd(modified chemical vapour deposition,改进的化学汽相沉积法)或pcvd(plasma activated chemical vapour deposition,等离子体激活化学汽相沉积法)管内沉积基质材料和掺杂材料制备中心纤芯预制棒。采用pcvd管内沉积基质材料和掺杂材料制备卫星纤芯预制棒。
[0039]
步骤s32:提供内包层预制棒。具体地,所述内包层预制棒采用ovd(outside vapor deposition管外汽相沉积法)或vad(vapor axial deposition,汽相轴向沉积法)制备石英基质及其掺杂材料而成。
[0040]
步骤s33:根据所述中心纤芯预制棒及两卫星纤芯预制棒的尺寸对所述内包层预制棒进行打孔处理,孔的数量为三个以容置中心纤芯预制棒及两卫星纤芯预制棒。
[0041]
步骤s34:如参阅图4,将打孔后的所述内包层预制棒41与中心纤芯预制棒42及两卫星纤芯预制棒43进行组装,并通过尾端套管把手44及特制的特氟龙气密阀45将其与外接的控压真空泵相连接,两卫星纤芯预制棒43对称地设置于中心纤芯预制棒42的周围。在一实施方式中,所述中心纤芯预制棒42上的打孔直径大于卫星纤芯预制棒43的直径,且两者
的差值在0.2~0.5mm之间。
[0042]
步骤s35:对组装后的预制棒进行高速旋转拉丝形成双卫星纤芯的手征性耦合纤芯光纤。在一实施方式中,高速旋转拉丝的拉丝温度为1700~1900℃,拉丝速度为3~30m/min,拉丝张力为0.5~2n,高速旋转速度为0~1500转/min。
[0043]
步骤s36:在内包层外包覆外包层以保护手征性耦合纤芯光纤。
[0044]
本领域技术人员可以理解,上述步骤s31
‑
s36并不局限于书写的顺序,步骤之间可以调换顺序或同时进行,如步骤s32可位于步骤s31前或两步骤同时进行。
[0045]
实施例1
[0046]
本实施例涉及的双卫星纤芯22的手征性耦合纤芯光纤20,其中心纤芯21的直径为30μm,卫星纤芯22的直径为20μm,内包层23直径为250μm,外包层24的直径为300μm,中心纤芯21和卫星纤芯22的芯间距为25μm,所述中心纤芯21、卫星纤芯22、内包层23、外包层24的折射率分别为1.4590、1.4595、1.4572、1.3785。所述卫星纤芯22的螺距为5mm。
[0047]
本实施例制备工艺为采用mcvd或pcvd管内沉积yb、al、ge、ce等离子及石英基质制备中心纤芯预制棒,采用pcvd管内沉积fe、cu、p、f等离子及石英基质制备卫星纤芯预制棒,采用ovd管外沉积ge、f等离子及石英基质制备内包层预制棒。根据中心纤芯21及卫星纤芯预制棒的尺寸对内包层预制棒进行打孔处理,将中心纤芯21及卫星纤芯预制棒套入内包层预制棒孔中并通过尾端套管把手及特制的特氟龙气密阀将其与外接的控压真空泵相连接。控制拉丝温度为1850℃,拉丝速度为5m/min,拉丝张力为2n,高速旋转速度为1000转/min,最终拉丝获得所需的双卫星纤芯22的手征性耦合纤芯光纤20。
[0048]
经验证,本实施例所提供的手征性耦合纤芯光纤20斜效率在65%以上,光束质量为1.10,显示输出激光具有较好的模式质量。
[0049]
实施例2
[0050]
本实施例涉及的双卫星纤芯22的手征性耦合纤芯光纤20,其中心纤芯21的直径为40μm,卫星纤芯22的直径为32μm,内包层23直径为450μm,外包层24的直径为600μm,中心纤芯21和卫星纤芯22的芯间距为35μm,所述中心纤芯21、卫星纤芯22、内包层23、外包层24的折射率分别为1.4620、1.4605、1.4572、1.3760。所述卫星纤芯22的螺距为10mm。
[0051]
本实施例制备工艺为采用mcvd或pcvd管内沉积nd、al、ge、p等离子及石英基质制备中心纤芯预制棒,采用pcvd管内沉积cu、ge、f等离子及石英基质制备卫星纤芯预制棒,采用ovd管外沉积p、f等离子及石英基质制备内包层预制棒。根据中心纤芯21及卫星纤芯预制棒的尺寸对内包层预制棒进行打孔处理,将中心纤芯21及卫星纤芯预制棒套入内包层预制棒孔中并通过尾端套管把手及特制的特氟龙气密阀将其与外接的控压真空泵相连接。控制拉丝温度为1750℃,拉丝速度为10m/min,拉丝张力为0.6n,高速旋转速度为1000转/min,最终拉丝获得所需的双卫星纤芯22的手征性耦合纤芯光纤20。
[0052]
经验证,本实施例所提供的手征性耦合纤芯光纤20斜效率在60%以上,光束质量为1.15,显示输出激光具有较好的模式质量。
[0053]
实施例3
[0054]
本实施例涉及的双卫星纤芯22的手征性耦合纤芯光纤20,其中心纤芯21的直径为40μm,卫星纤芯22的直径为32μm,内包层23直径(3)为450μm,外包层24的直径为600μm,中心纤芯21和卫星纤芯22的芯间距为35μm,所述中心纤芯21、卫星纤芯22、内包层23、外包层24
的折射率分别为1.4605、1.4613、1.4575、1.3751。所述卫星纤芯22的螺距为2mm。
[0055]
本实施例制备工艺为采用mcvd或pcvd管内沉积tm、al、ge、p等离子及石英基质制备中心纤芯预制棒,采用pcvd管内沉积fe、ge、f等离子及石英基质制备卫星纤芯预制棒,采用vad管外沉积f离子及石英基质制备内包层预制棒。根据中心纤芯21及卫星纤芯预制棒的尺寸对内包层预制棒进行打孔处理,将中心纤芯21及卫星纤芯预制棒套入内包层预制棒孔中并通过尾端套管把手及特制的特氟龙气密阀将其与外接的控压真空泵相连接。控制拉丝温度为1800℃,拉丝速度为3m/min,拉丝张力为1.0n,高速旋转速度为1500转/min,最终拉丝获得所需的双卫星纤芯22的手征性耦合纤芯光纤20。
[0056]
经验证,本实施例所提供的手征性耦合纤芯光纤20斜效率在60%以上,光束质量为1.12,显示输出激光具有较好的模式质量。
[0057]
上述手征性耦合纤芯光纤20及制备方法将两个卫星纤芯22对称地设置于中心纤芯21周围,保障了双卫星纤芯22的对称性及一致性,提高了手征性耦合纤芯光纤20的光束质量,可适用于更高吸收、更高功率的有源增益光纤,可应用于各类短光纤、高功率光纤激光器。
[0058]
最后应说明的是,以上实施例仅用以说明本技术的技术方案而非限制,尽管参照较佳实施例对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或等同替换,而不脱离本技术技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。