1.本实用新型涉及电弧喷涂领域,尤其涉及一种宽扁管喷涂专用喷嘴。
背景技术:
2.随着社会的进步及工业化的不断发展,电弧喷涂技术应用越来越广泛,电弧喷涂技术就是通过专用电源,使带电的耐腐蚀金属丝材产生电弧燃化,在极短的时间内,熔融金属的高温液滴被压缩空气喷吹、雾化、喷涂至需要保护的金属构件表面,形成纯度高、结合力强的机械方法与冶金方法相结合的喷涂层。适用于制造业、维修业和相关行业的长效防腐、耐磨、设备修复、旧件翻新、产品表面强化等方面,经济效益极大,应用前景相当广阔。电孤喷涂设备系统主要由空气压缩机、储气罐、油水分离器、电弧喷涂电源、送丝机构和电弧喷枪几部分组成,电弧喷枪是电弧喷涂的主要设备,目前使用广泛的喷枪多安装通用的圆形喷嘴,在对特定形状的宽扁管进行喷涂时,如果喷嘴直径太小,则需要多次喷涂,喷涂效率低,若喷嘴直径过大,则会出现喷涂原料浪费的问题。
技术实现要素:
3.为解决上述技术问题,本实用新型公开了一种宽扁管喷涂专用喷嘴,它包括:喷嘴体、外盖和气体通道,所述外盖盖在喷嘴体出料侧,并且外盖内部形成气体通道,所述喷嘴体包括:壳体、喷嘴入口和出料管,所述壳体上开设有喷嘴入口,与喷嘴入口相对的一侧为出料侧且设置有出料管,所述出料管一端与壳体内部连通,另一端经过气体通道后伸出外盖,且出料管的横截面为两短边为外凸弧形的长方形,所述外盖上开设有供出料管伸出的出气口,且外盖开设有与气体通道连通的进气口,所述出气口面积大于出料管。
4.进一步的,所述外盖为一侧开口的圆柱形壳体,通过开口侧盖在喷嘴体上,且外盖内表面与喷嘴体可拆连接。
5.进一步的,所述出气口形状与出料管横截面形状相同,且周长与出料管内周长在同一截面上的比例为2:1。
6.进一步的,所述出料管与壳体内部连通一端为出料管入口,伸出外盖一端为出料管出口,所述出料管出口的长为a,宽为b,a:b=2:1。
7.进一步的,所述进气口数量大于等于2,开设外盖侧壁上,且沿外盖圆周均匀分布。
8.进一步的,所述出料管由出料管入口至出料管出口方向渐缩。
9.进一步的,所述出料管沿出料方向渐缩,宽度渐缩的顶角c为22
±3°
,长度渐缩的顶角d为15
°
。
10.进一步的,所述出料管截面两短边的外凸弧形为半圆形。
11.进一步的,所述壳体为一截面为圆形的中空管状结构,所述出料管设置在壳体与喷嘴入口相对的一端的圆心处,且出料管与壳体为一体结构。
12.优点效果
13.与现有技术相比,本实用新型的有益效果是:将喷嘴设置成宽扁形,且设置有收缩
段,可以使喷出的涂料被压缩成宽扁形,增强了喷嘴的专用性,提高了对宽扁管工件进行电弧喷涂的效率,减少了喷涂材料的浪费,气体通道喷出的气体能由四周向中间喷向喷嘴出口喷出的涂层,对涂层进行进一步雾化且能将涂层进一步压扁。
附图说明
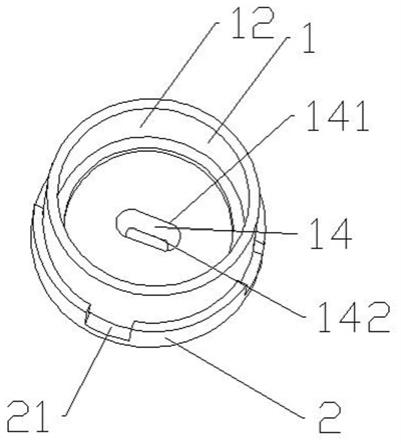
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的主视图;
16.图3为本实用新型主视图中a
‑
a位置的剖面图;
17.图4为本实用新型主视图中b
‑
b位置的剖面图;
18.图5为本实用新型后视图。
19.图例:1.喷嘴体;12.壳体;13.喷嘴入口;14.出料管;141.出料管入口;142.出料管出口;2.外盖;21.进气口;22.出气口;3.气体通道。
具体实施方式
20.为了更好的了解本实用新型的目的、结构及功能,下面结合附图,通过实施例对本实用新型做进一步详细的描述。
21.如图1
‑
5所示,一种宽扁管喷涂专用喷嘴,它包括:喷嘴体1、外盖2和气体通道3,外盖2盖在喷嘴体1出料侧,并且外盖2内部形成气体通道3,喷嘴体1包括:壳体12、喷嘴入口13和出料管14,壳体12上开设有喷嘴入口13,喷嘴体1通过与喷枪相适配的喷嘴入口13与喷枪连接,本实施例中喷嘴入口13为圆形,与喷嘴入口13相对设置有出料管14,出料管14一端与壳体12内部连通,另一端经过气体通道3后伸出外盖2,且出料管14的横截面为两短边为外凸弧形的长方形,出料管14截面与宽扁管相匹配,使出料管14喷出的物料符合宽扁形管的形状,增加了喷嘴的专用性,提高了对宽扁管的喷涂效率,减少了喷涂原料的浪费,外盖2上开设有供出料管14伸出的出气口22,且外盖2开设有与气体通道3连通的进气口21,出气口22面积大于出料管14,出气口22喷出气流,可以将出出料管14喷出的物料进一步雾化和压扁,进一步优化喷涂效果。
22.外盖2为一侧开口的圆柱形壳体,通过开口侧盖在喷嘴体1上,且外盖2内表面与喷嘴体1可拆连接,本实施例中采用过盈配合连接,喷嘴体1和外盖2组合形成喷嘴,结构简单,拆装方便。
23.出气口22形状与出料管14横截面形状相同,且在同一截面上的周长与出料管14内周长比例为2:1,出料与出气量相匹配,雾化和压扁效果更好。
24.出料管14由出料管入口141至出料管出口142方向渐缩,将物料在出料管14中喷出时进行压缩,有利于物料的雾化,与出气口22配合能够使雾化更加均匀,进一步提高雾化和压扁效果,提高喷涂质量,本实施例中出料管入口141长度为5mm、宽度为4mm,出料管出口142长度为4mm、宽度为2mm,喷出的物料雾化后为宽扁状,对相应规格的宽扁管进行喷涂时效果更好。
25.出料管14与壳体12内部连通一端为出料管入口141,伸出外盖2一端为出料管出口142,所述出料管出口142的长为a,宽为b,a:b=2:1,此范围内出料后雾化均匀,使喷出的涂料宽度和厚度符合要求,喷涂效果好,若比值增大,则涂层过薄,若比值减小,则涂层过厚,
均会影响喷涂质量,出料管14伸出外盖2,使出气口22喷出的气体能沿出料管14角度将喷嘴出口15喷出的物料进行压缩,不会过度压缩和阻碍物料喷出,本实施例中伸出距离为0.25mm,既不影响雾化和压扁效果,又不会过度压扁阻碍物料喷出、影响涂层形状和厚度。
26.进气口21数量大于等于2,开设外盖2侧壁上,且沿外盖2圆周均匀分布,使进气口21进气更加均匀,进气口21吸入气体,经过气体通道3,由出气口22喷出,使出气口各位置出气更加均匀,对涂料的雾化和压扁更加均匀,优选的,本实施例中进气口21数量为4。
27.出料管14沿出料方向渐缩,宽度渐缩的顶角c为22
±3°
,长度渐缩的顶角d为15
°
,能够减小出料阻力,使涂料在喷出过程中既能被压缩又不会被粘在出料管15管壁上,同时,该角度雾化和压扁效果最佳。
28.出料管14截面两短边的外凸弧形为半圆形,避免喷涂时工件边缘漏喷,并能减少涂料的浪费,且能减少喷涂时的阻力,本实施例中出料管入口141处半圆形半径为2mm,出料管出口142处半圆形半径为1mm。
29.壳体12为一截面为圆形的中空管状结构,且一端密封,出料管入口141设置在密封侧圆心处,从电弧喷枪前一步喷出的物料通过喷嘴入口13后,直接进入出料管入口141,并由出料管14并喷出,形成宽扁管喷涂所需的形状。
30.显然,本实用新型的上述实施方式仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无法对所有的实施方式予以穷举。凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

