1.本实用新型属于消失模铸造技术领域,具体涉及一种负压模具铸造系统。
背景技术:
2.消失模铸造被誉为“21世纪铸造新技术”和“绿色铸造技术”,在铸铁领域广泛应用和推广,铸件质量得以大幅提高,使得客户对铸钢件质量的期冀不断增强,促使铸钢企业尤其是中小型企业在消失模铸造技术方面投入越来越多。
3.消失模铸造技术是将与铸件尺寸形状相似的发泡塑料模型粘结组合成模型簇,刷涂耐火涂层并烘干后,埋在干石英砂中振动造型,在一定条件下浇注液体金属,使模型气化并占据模型位置,凝固冷却后形成所需铸件的方法。与传统的铸造技术相比,由于采用极易气化的泡沫塑料制作模型,无需取模与制作模芯、无分型面,因而无飞边毛刺,该工艺过程完全摒弃了传统工艺工序复杂、工作过程污染物排放量大、工人劳动强度高的不利因素,实现的是一种工序简单,效率高,近无公害的清洁生产。生产线简单实用,投资少,尤其适合老厂房的技术改造,基础建设主要落在落砂及砂处理工部,因此施工面积和施工量均较少。即可采用平行工作制,又可采用阶段工作制,生产线操作简单,管理容易。适用性强,不用担心老产品的淘汰,新开发的产品铸件只要宽度在一定的范围内均可在线上生产。但是目前砂箱内砂粒含有水分,会影响砂耐火涂层的干燥效果,且砂箱内砂石填充的紧实度不是很好,会影响抽真空的效率和效果,从而影响铸件的质量。
技术实现要素:
4.为了克服现有技术的不足,本实用新型的目的在于提供一种负压模具铸造系统。
5.为实现上述目的,本实用新型采用的技术方案是:
6.一种负压模具铸造系统,包括负压砂箱、引风机、变径管和装有吸收过滤液的吸收罐;
7.负压砂箱内放置有泡沫模型,吸收罐上设置有进气管和出气管,进气管伸入吸收过滤液中,出气管设置于吸收过滤液液面的上方,变径管直径小的一端与泡沫模型的冒口密封插接,另一端贯穿负压砂箱的侧壁并通过抽气管与进气管连接,出气管与引风机的进气口连接。
8.优选的,负压砂箱的侧壁内布设有加热机构,加热机构为多个加热管,且多个加热管相互串联连接。
9.优选的,负压砂箱侧壁上设置有电热控制开关,加热管与电热控制开关电性连接。
10.优选的,负压砂箱的上方设置有压实机构,压实机构包括压实板、第一电动伸缩杆和第二电动伸缩杆,压实板的两侧分别与第一电动伸缩杆和第二电动伸缩杆连接,第一电动伸缩杆和第二电动伸缩杆上均设置有伺服电机,所述第一电动伸缩杆和第二电动伸缩杆的结构相同。
11.优选的,压实板上表面中部开设有便于泡沫模型通过的第一通孔,且第一通孔的
尺寸与泡沫模型的尺寸相匹配。
12.进一步优选的,压实板包括连接板和压实块,连接板的底部与压实块的顶部连接,且连接板沿长度方向的两侧面均延伸至压实块两侧面的外侧。
13.优选的,第一电动伸缩杆包括上支撑杆和下支撑管,上支撑杆套设在下支撑管的内部,上支撑杆的顶端与连接板的底部连接,伺服电机设置于下支撑管的外侧,且与上支撑杆的底端通过齿轮啮合连接。
14.优选的,负压砂箱的侧壁上开设有便于变径管通过的第二通孔。
15.优选的,变径管内设置有过滤网,过滤网上铺设有铁屑层。
16.本实用新型与现有技术相比,其有益效果在于:
17.本实用新型提供的负压模具铸造系统,结构设计新颖,而且简单实用,通过设置吸收过滤罐与引风机联合使用,可将消失模铸造过程中产生的大量有害废气通过负压全部吸入吸收过滤罐中,通过吸收过滤液进行大部分的吸收,使达到气体可排放标准,避免污染环境以及影响操作工人的身体健康,且通过抽气管的设计能够同时在负压砂箱的下方产生负压,使金属液体进入泡沫模型的流速加快,流动性增强,从而使铸件内在质量和表面质量大大提高;而且通过加热机构的设计可以对放入负压砂箱内的砂粒和泡沫模型进行同步烘干,避免了砂粒中含有的水分对填砂的紧实度及耐火涂层的烘干度造成影响,有效提高了铸造的品质;同时通过压实机构的设计,能够在泡沫模型放入砂箱中后,利用压实板上下推移对砂粒进行挤压,提高砂粒的紧实度,能够有效避免松散的砂粒吸附堵塞抽气管,提高了抽气的效率和效果。
18.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
19.图1是本实用新型实施例1提供的负压模具铸造系统的结构示意图;
20.图2为本实用新型实施例2提供的负压模具铸造系统的结构示意图;
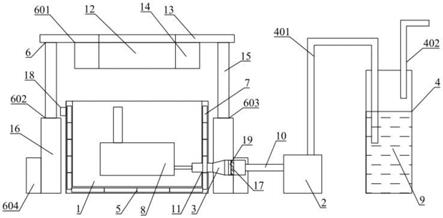
21.图3为本实用新型实施例3提供的负压模具铸造系统的结构示意图;
22.图中:1、负压砂箱;2、引风机;3、变径管;4、吸收罐;401、进气管; 402、出气管;5、加热机构;6、压实机构;601、压实板;602、第一电动伸缩杆;603、第二电动伸缩杆;604、伺服电机;7、加热管;8、泡沫模型;9、吸收过滤液;10、抽气管;11、第二通孔;12、第一通孔;13、连接板;14、压实块;15、上支撑杆;16、下支撑管;17、铁屑层;18、电热控制开关;19、过滤网。
具体实施方式
23.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。实施例1
24.如图1所示,本实用新型实施例提供的负压模具铸造系统,包括负压砂箱 1、引风机2、变径管3和装有吸收过滤液9的吸收罐4;
25.负压砂箱1内放置有泡沫模型8,吸收罐4上设置有进气管401和出气管 402,进气
管401伸入所述吸收过滤液9中,出气管402设置于所述吸收过滤液9液面的上方,所述变径管3直径小的一端与所述泡沫模型8的冒口密封插接,另一端贯穿负压砂箱1的侧壁并通过抽气管10与所述进气管401连接,出气管402与引风机2的进气口连接,吸收罐4的数量可根据铸件的大小进行改变,以实现更好的吸收效果,吸收罐4上还设置有安全阀,防止高温气体使得缓冲液气化产生瞬间的高压。
26.负压砂箱1的侧壁上开设有便于变径管3通过的第二通孔11。
27.变径管3内设置有过滤网19,过滤网19上铺设有铁屑层17。过滤网19 为铁丝网,这样的设计能够避免变径管3的负压过大,将液态金属吸入变径管 2内,且能有效降低气体的温度。
28.吸收过滤液9为n,n
‑
二乙基羟胺。这样的设计能够对浇铸过程中产生的废气进行吸收。
29.实施例2
30.如图2所示,本实施例与实施例1提供的负压模具铸造系统的结构相同,区别在于本实施例提供的负压砂箱1的侧壁内布设有加热机构5,加热机构5 为多个加热管7,且多个加热管7相互串联连接,负压砂箱1侧壁上设置有电热控制开关18,加热管与电热控制开关18电性连接。
31.实施例3
32.如图3所示,本实施例与实施例2提供的负压模具铸造系统的结构相同,区别在于本实施例提供的负压砂箱1的上方还设置有压实机构6,压实机构6 包括压实板601、第一电动伸缩杆602和第二电动伸缩杆603,压实板601的两侧分别与第一电动伸缩杆602和第二电动伸缩杆603连接,第一电动伸缩杆 602和第二电动伸缩杆603上均设置有伺服电机604,伺服电机604控制带动第一电动伸缩杆602和第二电动伸缩杆603的伸缩,实现压实板601的上下移动,所述第一电动伸缩杆602和第二电动伸缩杆603的结构相同。
33.压实板601上表面中部开设有便于泡沫模型8通过的第一通孔12,且第一通孔12的尺寸与泡沫模型8的尺寸相匹配,这样的设计能够避免压实板601 上下移动过程中对泡沫模型8造成损坏。
34.压实板601包括连接板13和压实块14,连接板13的底部与压实块14的顶部连接,且连接板13沿长度方向的两侧面均延伸至压实块14两侧面的外侧。
35.第一电动伸缩杆602包括上支撑杆15和下支撑管16,上支撑杆15套设在下支撑管16的内部,上支撑杆15的顶端与连接板13的底部连接,伺服电机 604设置于下支撑管16的外侧,且与上支撑杆15的底端通过齿轮啮合连接。
36.本实用新型实施例提供的负压模具铸造系统,在工作时,当泡沫模型8填入盛满砂粒的负压砂箱1时,打开电热控制开关18,使负压砂箱1内布设的加热管7发热,对泡沫模型8和砂粒进行烘干,烘干完成后,关闭电热控制开关18,然后启动伺服电机604,通过齿轮啮合使上支撑杆15在下支撑管16内上下移动,进而带动连接板13和压实块14上下移动,对砂粒进行压实,提高砂粒的填充紧实度,能够有效避免松散的砂粒吸附堵塞抽气管10,提高后续抽气的效率和效果,挤压完成后,当压实块14位于负压砂箱1的上方时,关闭伺服电机604,接着通过浇注端口向泡沫模型8内浇注金属液,同时打开引风机 2,引风机2通过抽气管10对负压砂箱1进行抽气,使负压砂箱1内产生负压,消失模铸造过程中产生的大量废气,通过
负压经由抽气管10全部吸入吸收罐的吸收过滤液9中,气体中的有害物质过滤留在吸收过滤液9中,且通过抽气管10的抽气可使金属液体进入泡沫模型的流速加快,流动性增强,从而使铸件内在质量和表面质量大大提高。
37.综上所述,本实用新型实施例提供的负压模具铸造系统,结构设计新颖,而且简单实用,通过设置吸收过滤罐与引风机联合使用,可将消失模铸造过程中产生的大量有害废气通过负压全部吸入吸收过滤罐中,通过吸收过滤液进行大部分的吸收,使达到气体可排放标准,避免污染环境以及影响操作工人的身体健康,且通过抽气管的设计能够同时在负压砂箱的下方产生负压,使金属液体进入泡沫模型的流速加快,流动性增强,从而使铸件内在质量和表面质量大大提高;而且通过加热机构的设计可以对放入负压砂箱内的砂粒和泡沫模型进行同步烘干,避免了砂粒中含有的水分对填砂的紧实度及耐火涂层的烘干度造成影响,有效提高了铸造的品质;同时通过压实机构的设计,能够在泡沫模型放入砂箱中后,利用压实板上下推移对砂粒进行挤压,提高砂粒的紧实度,能够有效避免松散的砂粒吸附堵塞抽气管,提高了抽气的效率和效果。
38.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

