1.本发明涉及一种矿山格子型球磨机用铌微合金化高锰钢衬板及制备方法,属于金属材料技术领域。
背景技术:
2.球磨机衬板是用来保护筒体,使筒体免受研磨体和物料直接冲击和磨擦,由于在磨机工作时物料和水混合冲刷,加之矿石成分复杂,且硬度较高,对衬板的冲击较严重,所以衬板磨损严重,使用寿命较短。
3.1882年英国的robert hadfield发明了传统高锰钢mn13,至今已经有100多年的历史。凭借其较高的屈服强度和韧性而成为应用广泛的一类耐磨钢。但是在较低的冲击载荷下,传统高锰钢不能完全发挥出最佳的加工硬化能力。因此为了进一步提升传统高锰钢的耐磨性和加工硬化能力,有学者通过合金化或者提高c和mn的含量来优化传统高锰钢的组织性能。
4.中国专利cn 109023155 a公开了一种球磨机用耐磨高韧性衬板,其含有的化学元素按重量百分比c 0.90~1.10%,si 0.80~1.20%,mn 12.20~13.50%,cr 1.20~1.50%,s 0.01~0.025%,p 0.03~0.06%,b 0.05~0.08%,ni 0.06~0.08%,re 0.04~0.06%,mo 0.16~0.39%,na 0.08~0.14%,ti 0.09~0.15%,余量为fe。该材质具有较好的耐磨性,但该发明含有大量的b、ni、ti和mo合金元素,成本很高。为了适应矿山严酷的工况,延长衬板使用寿命,提高格子型球磨机运转效率,研制一种成本低、韧性高、抗冲击性好的材料迫在眉睫。
技术实现要素:
5.为了克服目前格子型球磨机衬板的不足,本发明提供一种高强度、高韧性、耐磨性较好、生产成本较低、使用寿命长的格子型球磨机用铌微合金化高锰钢衬板的制备方法与工艺。
6.为实现上述目的采用如下技术方案:一种矿山格子型球磨机用铌微合金化高锰钢衬板,其特征在于:所述衬板的组织为奥氏体和少量碳化物,按重量百分比的合金成分为:
7.c 1.10~1.20%;
8.si 0.60~0.80%;
9.mn 14.00~15.00%;
10.cr 1.00~3.00%;
11.nb 0.03~0.08%;
12.p、s≤0.006%;
13.余量为fe及不可避免杂质。
14.优选的,其组分按重量百分比包括:c 1.15~1.20%,si 0.60~0.75%,mn 14.00~14.50%,cr 1.50~2.50%,nb 0.030~0.075%,p、s≤0.006%,余量为fe及不可避免杂
质。
15.如上所述矿山格子型球磨机用铌微合金化高锰钢衬板的制备方法,其特征是所有合金成分经过配料、熔炼、浇铸成型以及热处理,具体步骤是:
16.(1)配料:按合金成分的重量百分比选取优质碎钢板料、硅铁、增碳剂、纯锰、高碳铬、铌铁;
17.(2)熔炼:采用中频感应炉,通过冷炉启动工艺,即炉料在红热后保温一段时间后再大功率熔化;炉底加碎钢板料,再加增碳剂和纯铁,做到紧密堆放;炉料熔毕,打渣;温度达1580~1600℃时,取样进行元素分析,补加增碳剂调节c含量,再加高碳铬铁、硅铁、纯锰和铌钢;合金充分熔化后,温度达到1600℃再次取样分析;然后根据分析结果调节各元素成分;化学成分合格,进行出钢,出钢温度1530~1560℃;
18.(3)浇铸成型:钢液在钢包内镇静6~8min,然后进行浇铸,浇铸前铸型在200~400℃之间预热,并在铸型型腔内吹氩气保护;
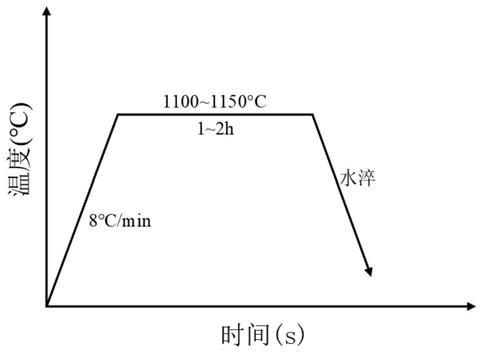
19.(4)热处理:以一定速率升温到1100~1150℃后保温一段时间,然后水冷到室温。
20.进一步地,所述炉料在红热后保温时间为1h。
21.进一步地,所述出钢温度1530~1560℃,浇铸温度为1400~1450℃。
22.进一步地,所述步骤(4)热处理温度是:以8℃/min的加热速度加热至1100~1150℃,保温1~2h,再水冷至室温。
23.本发明技术关键点在于:
24.(1)通过大量的试验得出在传统高锰钢的化学成分基础上加入少量的nb和适量的cr元素,再通过相匹配的热处理制度,可以得到组织为奥氏体的耐磨钢,如图2
‑
4为三个实施例下得到的晶粒较为细小的奥氏体耐磨钢。其中nb元素能够细化晶粒,减小晶粒尺寸,使得晶粒尺寸达到300
‑
400μm,同时还能作为异质形核核心,细化夹杂,增加奥氏体晶粒的稳定性,起到细晶强化效果。nb元素还可以与c元素形成性能稳定、高硬度的碳化物nbc等nb碳化物,作为硬质点能够提高试验钢的耐磨性。cr元素通过固溶强化来提高试验钢的强度和硬度,而且能够提高试验钢的淬透性,增加奥氏体的稳定性,提高试验钢的屈服强度的同时,而又不降低其奥氏体的韧性。本发明的试验钢基本能够达到cn109023155a公开的球磨机用耐磨高韧性衬板所述钢的力学性能,而又大大减少生产成本。
25.(2)通过设计并研究不同的热处理条件得出以8℃/min的加热速度加热至1100~1150℃,保温1~2h后水冷至室温后,试验钢拥有比较优越的力学性能,此处热处理制度与本发明特定化学成分的试验钢相匹配。当保温时间较长或温度较高时,试验钢内合金元素分布更为均匀,韧性较好,同时晶粒会有些许长大,屈服强度有略微下降,如实施例1与实施例2的对比,此时可以根据实际情况来选择权利要求下的热处理制度范围。
26.本发明是为了提高衬板的初始硬度和强度,同时不降低其韧性,提供一种矿山格子型球磨机用铌微合金化高锰钢衬板及制备方法。该钢不添加贵重金属钛和钼,仅添加少量的铌和适量的铬,通过合适的热处理工艺,得到具有良好冲击磨损性能高锰钢衬板,而且成本较低。本发明方法制备的铌微合金化高锰钢衬板具备性能指标:抗拉强度>900mpa,屈服强度>410mpa,硬度>215hbw,标准u型缺口的冲击韧性>150j/cm2。
附图说明
27.图1为热处理工艺:水韧处理工艺;
28.图2为本发明衬板铸件经1100℃保温1.5h后的金相组织;
29.图3为本发明衬板铸件经1100℃保温1.0h后的金相组织;
30.图4为本发明衬板铸件经1150℃保温1.0h后的金相组织。
具体实施方式
31.为使本发明的目的、技术方案和优点更加清晰明了,以下结合附图和具体实施例,对本发明作进一步说明。
32.本发明的设计依据是:
33.碳:c含量越高,钢的硬度和强度越高,但是韧性和塑性也会降低。当c含量过低时,其铸造性能较差,且不能满足格子型球磨机用衬板的使用要求,为了保证此发明衬板的强度和耐磨性,因此本发明选择c:1.10~1.20%;
34.硅:si能起到固溶强化的作用,增加奥氏体的稳定性,提高钢的硬度和强度,因此本设计选择si:0.60~0.80%。
35.锰:mn可有效提高奥氏体基体的稳定性,从而提高材料的韧性。mn在钢中大部分固溶于奥氏体中,形成代位式固溶体,使基体得到强化。因此本设计选择mn:14.00~15.00%。
36.铬:cr提高钢的淬透性、固溶强化基体,还能提高钢的耐磨性。但cr含量过高,易形成柱状晶和枝晶偏析,降低钢的导热性,易在铸造中形成热裂;含量过低时,其淬透性不足。考虑生产成本,因此本设计选择cr:1.00~3.00%。
37.铌:nb能使高锰钢强度性能明显增加,提高钢的耐磨性,并且nb元素能够阻碍碳的扩散和碳化物聚集,提高钢的韧性,考虑生产成本,因此本设计选择nb:0.03~0.08%。
38.磷、硫:p和s均为有害元素,易产生mns以及p的共晶,分布在晶界上,降低材料的冲击韧性;随着p含量的增加,衬板的使用寿命降低,其含量越低越好。因此必须严格控制s、p含量,因此p、s<0.006%。
39.实施例1
40.格子型球磨机用铌微合金化高锰钢衬板按重量百分比的化学成分:c 1.20%,si 0.70%,mn 14.20%,cr 1.99%,nb 0.034%,p、s≤0.006%,余量为fe及不可避免杂质。
41.格子型球磨机用铌微合金化高锰钢衬板及制备方法,包括以下步骤:
42.(1)配料:按合金成分的重量百分比选取优质碎钢板料、硅铁、增碳剂、纯锰、高碳铬、铌铁;
43.(2)熔炼:采用中频感应炉,通过冷炉启动工艺,即炉料在红热后保温1h再大功率熔化;炉底加碎钢板料,再加增碳剂和纯铁,做到紧密堆放;炉料熔毕,打渣;温度达1580~1600℃时,取样进行元素分析,补加增碳剂调节c含量,再加高碳铬铁、硅铁、纯锰和铌钢;充分熔化后,温度达到1600℃再次取样分析;然后根据分析结果调节各元素成分;化学成分合格,进行出钢,出钢温度1530~1560℃;
44.(3)浇铸成型:钢液在钢包内镇静6~8min,然后进行浇铸,浇铸温度为1400~1450℃,浇铸前铸型在200~400℃之间预热,并在铸型型腔内吹氩气保护;
45.(4)热处理:以8℃/min升温到1100℃后保温1.5h,然后水冷到室温。
46.对所得的衬板进行性能测试,其抗拉强度为957.7mpa,屈服强度为415.0mpa,硬度为217hbw,标准u型缺口的冲击韧性为372.4j/cm2。
47.实施例2
48.设计成分及配料、熔炼和浇铸成型步骤同实施例1。
49.热处理工艺如下:以8℃/min升温到1100℃后保温1.0h,然后水冷到室温。
50.对所得的衬板进行性能测试,其抗拉强度为953.2mpa,屈服强度为427.1mpa,硬度为222hbw,标准u型缺口的冲击韧性为156.1j/cm2。
51.与实施例1相比,从图3可以看到,奥氏体晶粒较为细化,说明在实施例1中的热处理制度下,保温时间较长,晶粒有些许长大,所以实施例1中试验钢的屈服强度有一些下降,但是由于合金元素分布的更为均匀,其韧性有很大的提升。
52.实施例3
53.格子型球磨机用铌微合金化高锰钢衬板按重量百分比的化学成分:c 1.17%,si 0.72%,mn 14.20%,cr 2.00%,nb 0.074%,p、s≤0.006%,余量为fe及不可避免杂质。
54.格子型球磨机用铌微合金化高锰钢衬板及制备方法,包括以下步骤:
55.(1)配料:按合金成分的重量百分比选取优质碎钢板料、硅铁、增碳剂、纯锰、高碳铬、铌铁;
56.(2)熔炼:采用中频感应炉,通过冷炉启动工艺,即炉料在红热后保温1h再大功率熔化;炉底加碎钢板料,再加增碳剂和纯铁,做到紧密堆放;炉料熔毕,打渣;温度达1580~1600℃时,取样进行元素分析,补加增碳剂调节c含量,再加高碳铬铁、硅铁、纯锰和铌钢;充分熔化后,温度达到1600℃再次取样分析;然后根据分析结果调节各元素成分;化学成分合格,进行出钢,出钢温度1530~1560℃;
57.(3)浇铸成型:钢液在钢包内镇静6~8min,然后进行浇铸,浇铸温度为1400~1450℃,浇铸前铸型在200~400℃之间预热,并在铸型型腔内吹氩气保护;
58.(4)热处理:以8℃/min升温到1150℃后保温1.0h,然后水冷到室温。
59.对所得的衬板进行性能测试,其抗拉强度为946.7mpa,屈服强度为425.9mpa,硬度为225hbw,标准u型缺口的冲击韧性为159.4j/cm2。
60.与实施例2相比,nb含量增加后,试验钢的硬度和韧性都有略微的上升,体现了较为优秀的力学性能。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

