一种340mpa级含铌热镀锌高强if钢制备方法
技术领域
1.本发明涉及高强度汽车用钢技术领域,尤其涉及一种340mpa级含铌热镀锌高强if钢制备方法。
背景技术:
2.伴随着现代工业技术的不断发展,能源、环境问题成为了全社会最重大的课题,汽车工业也不例外。因此,在现代汽车的结构性能中,减重降耗,减少环境污染和提高安全性成为研究的热点。
3.高强if钢镀锌板具有高成形、高强度、防腐蚀等优点,被广泛地应用于高档汽车的外板。传统高强if钢是通过添加p、si、mn等固溶强化元素提高强度,然而添加固溶强化元素,在提高断裂强度和屈强比的同时,会降低r值,对材料的成形性能造成不良影响。因此发明340mpa含铌高强if钢,利用p、si、mn固溶强化作用的同时,在钢中添加铌元素成形很多细小弥散的碳氮化物nb(cn)。这些细小的沉淀物通过析出强化和细晶强化提高了钢的抗拉强度。而细晶强化不仅对钢的塑性有利,也提高了高强if钢的抗二次加工脆性的能力。
4.同时,340mpa含铌高强if钢具备无间隙原子钢的特性外,并且不存在时效问题。因此,高强if钢被广泛地应用于制造汽车外板领域。
5.公开号为cn110791705a的专利申请提供了一种汽车用340mpa级ti
‑
p系加磷高强if钢带及制造方法,其化学成分为:c≤0.0030%、si 0.03%~0.10%、mn 0.55%~0.7%、p 0.040%~0.055、ti 0.040%~0.060%、alt 0.030%~0.070%、b 0.004%~0.0012%、s≤0.008%、o≤0.0030%、n≤0.0040%,余量为fe和不可避免的杂质,该发明未在钢中添加nb元素。
6.公开号为cn106702268a的专利申请提供了一种390mpa级高强if钢及其生产方法,其化学成分为:c≤0.0060%、si 0.10%~0.50%、mn≤0.8%、p 0.040%~0.080%、s≤0.010%、b 4~35ppm、alt 0.020%~0.060%、ti 0.04%~0.09%,余量为fe和不可避免的杂质,同样未添加nb元素。
7.上述专利所涉及高强if钢制造过程中都未添加nb元素,而是采用添加ti元素来消除间隙原子并实现析出强化。本发明采用nb
‑
ti复合添加法,适量的nb可以改善高强if钢的平面各项异性系数δr值(其表示塑性应变比r值在板面上随方向的变化)。从而提升钢材的成形性,再加上热镀锌合金化工艺的特殊性,可使材料获得了优良的综合性能。
技术实现要素:
8.为了解决上述技术问题,本发明的目的是提供一种340mpa级含铌热镀锌高强if钢制备方法。
9.为解决上述技术问题,本发明采用如下技术方案:
10.一种340mpa级含铌热镀锌高强if钢制备方法,包括:炼钢工艺、热轧工艺、冷轧、镀锌工艺、退火工艺;
11.其中:
12.热轧工艺的板坯加热温度为1200~1290℃,加热时间为180~240min,精轧终轧温度910
±
15℃,卷取温度为680
±
15℃;
13.退火工艺参数为:加热和均热段出口温度800~830℃,缓冷段出口温度680~700℃,快冷段温度460~500℃,入锌锅温度460~470℃,冷却塔塔顶带钢温度240~250℃;平整机延伸率1.0~1.2%。
14.进一步的,热轧工艺采用步进式加热炉加热铸坯,粗轧采用双机架r1和r2往返式轧制,粗轧模式为3 3,精轧采用f1~f7连轧工艺。
15.进一步的,if钢化学元素质量百分配比为:c≤0.0028%、si:0.04%~0.10%、mn:0.40%~0.60%、p:0.040%~0.060%、ti:0.025%~0.045%、nb:0.025%~0.040%、als:0.020%~0.050%、b:0.0005%~0.0013%、s≤0.015%、o≤0.0030%、n≤0.0050%,余量为fe和不可避免的杂质。
16.进一步的,制备的成品屈服强度220~280mpa,抗拉强度340~410mpa,断后伸长率≥32%。
17.与现有技术相比,本发明的有益技术效果:
18.nb
‑
ti元素复合添加的if钢具有平面各向异性小,镀层具有良好的抗粉化性能,对工艺参数不敏感等优点。在汽车钢市场上,国内各大钢厂制造的高强if钢通常都会采用nb
‑
ti成分体系,细晶强化、析出强化和固溶强化强化相结合的方法。获得高强度和优良深冲性能的同时,还可以改善高强if钢的抗二次加工脆性。
19.在if钢基体上适当添加p、si和mn元素进行固溶强化以保证强度,添加nb
‑
ti合金元素消除间隙原子并实现析出强化和细晶强化,添加适量的b元素抑制p在晶界处偏析,保证较高断后延伸率、较低屈强比,同时提高抗拉强度,再结合生产设备能力特点,经过冶炼、2250mm热轧轧机、酸洗连轧机组和连续退火工艺,实现成品屈服强度220~280mpa,抗拉强度340~410mpa,断后伸长率≥32%(拉伸检验:l0=80mm,b0=20mm),n值≥0.17,r值≥1.5,保证较低的屈强比和良好的冲压性能。
附图说明
20.下面结合附图说明对本发明作进一步说明。
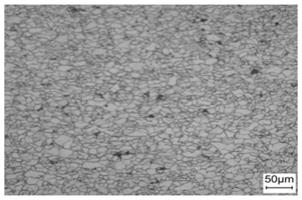
21.图1为成品金相组织。
具体实施方式
22.一种340mpa级含铌热镀锌高强if钢制备方法,包括:
23.1.冶炼工艺
24.1.1 kr脱硫:采用kr铁水脱硫技术,要求深脱硫后终点硫含量在0.002%以内,kr脱硫通过机械搅拌法脱硫,向铁水加入脱硫剂,使脱硫剂和铁水中的硫在不断的搅拌中发生脱硫反应脱去铁水中的硫含量,脱硫完成后将脱硫渣彻底扒除干净,防止高硫渣兑入转炉中导致回硫。入炉铁水温度稳定性控制,保证铁水温度在1300℃以上,利于稳定转炉冶炼过程控制,提高转炉终点温度命中率。
25.1.2转炉冶炼:
26.转炉铁水根据si含量加入废钢,保证冶炼过程热量平衡,冶炼钢种为高p钢种,白灰加入量较少;根据转炉冶炼过程温度控制,冶炼过程通过白云石、铁皮球、压块等渣料及含铁料加入稳定冶炼过程温度,满足炉渣mgo含量,避免炉衬侵蚀严重。转炉出钢温度控制大于1670℃。防止钢液过氧化,转炉出钢过程加入锰铁进行合金化,出钢完毕加入白灰和改质剂进行顶渣改质。
27.1.3 rh真空处理:rh精炼炉根据钢水就位成分及温度进行脱碳处理,rh脱碳是超低碳钢生产中最重要的脱碳环节,保证真空度在2mbar以下脱碳10min,真空处理开始加入磷铁调整钢水中的磷含量,脱碳结束后,根据定氧情况加入脱氧剂和成分铝,循环3~4分钟后加入钛铁、铌铁、金属锰、微碳硅铁、磷铁等合金调整成分。调成分完毕后确保真空脱气循环5~10min,保证钢水温度成分均匀化,同时有利于钢水夹杂物的上浮,提高钢水的洁净度。
28.1.4连铸:连铸恒拉速,连铸保护浇注,防止钢液的二次氧化,避免钢水二次氧化钢质。采用恒拉速,根据断面不同控制拉速,控制浇注合适的过热度,浇注过程中过热度控制在25
‑
40℃之间,避免钢水浇铸过程结冷钢,有利于夹杂物的上浮,实现了多炉浇注。
29.2热轧工艺
30.采用步进式加热炉加热铸坯(加热工艺见表1),粗轧采用双机架r1和r2往返式轧制,粗轧模式为3 3,精轧采用f1~f7连轧工艺,精轧温度910
±
15℃,保证奥氏体单相区轧制,卷取温度680
±
15℃,保证碳氮化物正常析出,提高深冲性能,具体热轧工艺见表2。
31.表1铸坯加热制度
[0032][0033]
表2轧制工艺
[0034][0035]
3退火工艺
[0036]
退火使用立式连续退火炉,炉内采用还原性气氛和氮氢混合保护气氛冷却。加热段和均热段温度目标815℃,保证晶粒完全再结晶,加热炉各段出口温度控制情况见表3,平整机延伸率不同厚度控制情况见表4。
[0037]
表3退火工艺
[0038][0039]
表4平整机延伸率
[0040][0041]
4实施例分析
[0042]
4.1炼钢成分
[0043]
根据以上的炼钢工艺要求,实际板坯化学成分(质量百分比)如下表5所示。
[0044]
表5实例化学成分wt.%
[0045][0046]
4.2热轧性能
[0047]
按照以上设计化学成分和热轧工艺,热轧板室温拉伸性能见表6,试验方法参照gb/t 228.1和gb/t 229。
[0048]
表6热轧拉伸性能
[0049][0050]
4.3成品性能
[0051]
在上述热轧性能的基础上进行冷轧和退火,成品的室温拉伸力学性能见表7,金相组织为等轴铁素体,晶粒度10.0级,组织形貌见图1。
[0052]
表7成品拉伸性能
[0053][0054]
综上所述,340mpa级含铌高强if钢各项性能满足需求。
[0055]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

