1.本发明涉及偏光片自动化生产设备技术领域,更具体的说,本发明主要涉及一种双工位四主轴磨边机。
背景技术:
2.偏光片的全称偏振光片,偏光片是使不具偏极性的自然光,产生偏极化,转变成偏极光,加上液晶分子扭转特性,达到控制光线的通过与否,从而提高透光率和视角范围,形成防眩等功能,是面板上游原材料领域十分重要的一类产品。因为玻璃尺寸的限制,偏光片与液晶玻璃贴合前都要进行磨边以使其与玻璃尺寸匹配,随着智能手机的快速发展,液晶显示屏使用的偏光片需求量快速增长。
3.目前市场上通用的磨边机为单工位(一个工位)磨边,即只有一个放偏光片位置可以磨边,当此工位完成磨边后,需要停机,更换新的偏光片在此工位上,此过程需要人工操作更换新的偏光片,效率较慢,而更换的过程机器为停止状态,机器的利用率较低。 且目前由于使用的是同一个刀在打孔,打孔过程刀磨损严重,当磨到最后时,孔的精度无法保证。
技术实现要素:
4.本发明的目的在于针对上述不足,提供一种双工位四主轴磨边机,以期望解决现有技术中换片需要停顿、不能持续加工等技术问题。
5.为解决上述的技术问题,本发明采用以下技术方案:本发明提供了一种双工位四主轴磨边机,包括底座;一对安装在所述底座两侧的抽尘系统;安装在所述底座上侧的钣金外壳;所述钣金外壳前侧设置有进入工位的窗口;安装在所述钣金外壳内部后侧的多轴磨边系统;安装在所述多轴磨边系统下侧的磨边工位;安装在机器内的磨边机数控系统;所述多轴磨边系统、磨边工位分别与磨边机数控系统电连接;所述多轴磨边系统有四个磨边主轴,分别通过轨道可移动设置在钣金外壳内部后侧面板上;所述磨边工位有二个,对称设置在多轴磨边系统前部下端,固定在钣金外壳内部左右侧面板下端。
6.进一步的是,所述多轴磨边系统包括安装底板、主轴一、主轴二、主轴三、主轴四、支架一、支架二、主轴安装座一、主轴安装座二、移动底板一、移动底板二、轨道一、轨道二、轨道三、横移气缸一、横移气缸二、竖移气缸;所述主轴一、主轴二、主轴三通过支架一可移动安装在轨道三上,所述轨道三固定在主轴安装座一上;所述竖移气缸本体固定安装在主轴安装座一上,所述竖移气缸移动臂与轨道三平行,移动臂前端与支架一固定连接;所述主轴安装座一固定安装在移动底板一上,所述移动底板一可移动安装在轨道一上,所述轨道一固定安装在安装底板上;所述横移气缸一本体固定安装在安装底板上,所述横移气缸一移动臂与轨道一平行,移动臂前端与移动底板一固定连接;
所述主轴四通过支架二固定在主轴安装座二上,所述主轴安装座二固定安装在移动底板二上,所述移动底板二可移动安装在轨道二上,所述轨道二固定安装在安装底板上;所述横移气缸二本体固定安装在安装底板上,所述横移气缸二移动臂与轨道二平行,移动臂前端与移动底板二固定连接;所述主轴四相对设置在主轴一、主轴二、主轴三下方,主轴工作时处于同一工作平面;所述安装底板固定安装在钣金外壳内部后侧面板上。
7.进一步的是,所述磨边工位包括工位安装底板、工位轨道、后移气缸、工位移动板、压臂、压臂气缸、工位支架、工作台;所述工位安装底板固定安装在钣金外壳内部侧面板下端,所述工位轨道固定安装在工位安装底板上,所述工位移动板可移动安装在工位轨道上,所述后移气缸本体固定安装在工位安装底板上,所述后移气缸移动臂与工位轨道平行,移动臂前端与工位移动板固定连接;所述工位支架固定安装在工位移动板上,所述工作台位于工位支架上端面;所述压臂气缸本体固定设置在工位支架侧面,所述压臂固定安装在压臂气缸移动臂前端上,所述压臂位置对应工作台位置。
8.进一步的是,所述主轴一、主轴二、主轴三、主轴四都为电主轴。
9.进一步的是,还包括对位装置,所述对位装置与磨边机数控系统电连接,所述对位装置包括对位装置安装底板、对位横移动板、对位横移轨道、对位横移气缸、对位竖移动板、对位竖移轨道、对位臂、对位臂竖移气缸;所述对位装置安装底板固定安装在钣金外壳内部前面板窗口下侧,所述对位横移轨道固定在对位装置安装底板上,所述对位横移动板可移动安装在对位横移轨道上,所述对位横移气缸本体固定安装在对位装置安装底板上,所述对位横移气缸移动臂与对位横移轨道平行,移动臂前端与对位横移动板固定连接;所述对位竖移动板、对位竖移轨道、对位臂、对位臂竖移气缸数量都为二个,都分别对称设置在对位横移动板两端;所述对位竖移轨道固定在对位横移动板一端,所述对位竖移动板可移动安装在对位竖移轨道上,所述对位臂竖移气缸本体固定安装在对位横移动板上,所述对位横移气缸移动臂与对位竖移轨道平行,移动臂前端与对位竖移动板固定连接;所述对位臂固定安装在对位竖移动板上,对位臂前端与返回后的磨边工位工作平面位置相对应。
10.与现有技术相比,本发明的有益效果是:此双工位磨边机采用四主轴设计,打孔采用双主轴,一个主轴用于打孔,一个主轴用于细磨,另外两个磨边主轴分别位于压臂上方及压臂下方,可以实现不换压臂连续加工,打孔不需换刀,从而保证加工精度质量;另外,当一个工位在进行磨边操作时,另外一个工位可以进行准备加工的偏光片。而当其中一个工位完成磨边时,已经准备好的工位可以回到设备内部进行加工操作,而加工好的工位可以伸出到外部进行更换偏光片操作。这种双工位改变了原先机器由于换片需要停顿的问题,可以实现不停机持续加工。为企业提升了生产效率,节省了生产成本。
附图说明
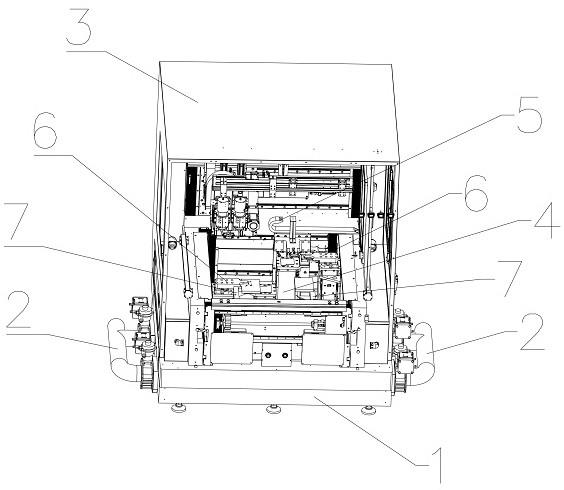
11.图1为本发明实施例中双工位四主轴磨边结构示意图;图2为本发明实施例中双工位四主轴磨边机拆解示意图;图3为本发明实施例中双工位四主轴磨边机的多轴磨边系统结构示意图;图4为本发明实施例中双工位四主轴磨边机的磨边工位结构示意图;图5为本发明实施例中双工位四主轴磨边机的对位装置结构示意图。
12.附图标记说明如下:1为底座、2为抽尘系统、3为钣金外壳、4为窗口、5为多轴磨边系统、6为磨边工位、7为对位装置、501为安装底板、502为主轴一、503为主轴二、504为主轴三、505为主轴四、506为支架一、507为支架二、508为主轴安装座一、509为主轴安装座二、510为移动底板一、511为移动底板二、512为轨道一、513为轨道二、514为轨道三、515为横移气缸一、516为横移气缸二、517为竖移气缸、601为工位安装底板、602为工位轨道、603为后移气缸、604为工位移动板、605为压臂、606为压臂气缸、607为工位支架、608为工作台、701为对位装置安装底板、702为对位横移动板、703为对位横移轨道、704为对位横移气缸、705为对位竖移动板、706为对位竖移轨道、707为对位臂、708为对位臂竖移气缸。
具体实施方式
13.下面结合附图对本发明作进一步阐述。
14.参考图1和2所示,本发明的实施例是一种双工位四主轴磨边机,包括底座(1);一对安装在底座(1)两侧的抽尘系统(2),主要是用于将磨边时产生的粉尘吸到机器外;安装在底座(1)上侧的钣金外壳(3),主要是用于整个磨边机的部件安装及结构支撑;钣金外壳前侧设置有进入工位的窗口(4),主要是在磨边工位(6)退回来后,可以进行更换偏光片操作,还可以在窗口(4)上设置推拉门,更加安全清洁;安装在钣金外壳(3)内部后侧的多轴磨边系统(5),用于偏光片磨边工作;安装在多轴磨边系统(5)下侧的磨边工位(6),用于压送偏光片进入进行磨边工作;安装在机器内的磨边机数控系统,多轴磨边系统(5)、磨边工位(6)分别与磨边机数控系统电连接,通过磨边机数控系统控制整个机器的运行过程;在这里需要申明的是,抽尘系统(2)、磨边机数控系统、部件固定方式以及电路连接方式,都采用现有市面上的产品或技术,这里对这些部件、结构的原理不再做具体描述。
15.更进一步的是,多轴磨边系统(5)有四个磨边主轴,分别通过轨道可移动设置在钣金外壳内部后侧面板上,可以移动进行磨边工作;磨边工位(6)有二个,对称设置在多轴磨边系统(5)前部下端,固定在钣金外壳(3)内部左右侧面板下端.可以进行前后移动,交替压送偏光片进入进行磨边工作。
16.参考图3所示,多轴磨边系统(5)包括安装底板(501)、主轴一(502)、主轴二(503)、主轴三(504)、主轴四(505)、支架一(506)、支架二(507)、主轴安装座一(508)、主轴安装座二(509)、移动底板一(510)、移动底板二(511)、轨道一(512)、轨道二(513)、轨道三(514)、横移气缸一(515)、横移气缸二(516)、竖移气缸(517);
主轴一(502)、主轴二(503)、主轴三(504)呈品字排列,通过支架一(506)可移动安装在轨道三(514)上,轨道三(514)固定在主轴安装座一(508)上,竖移气缸(517)本体固定安装在主轴安装座一(508)上,竖移气缸(517)移动臂与轨道三(514)平行,移动臂前端与支架一(506)固定连接,这样竖移气缸(517)通过支架一(506)可以带动主轴一(502)、主轴二(503)、主轴三(504)上下竖直移动;主轴安装座一(508)固定安装在移动底板一(510)上,移动底板一(510)可移动安装在轨道一(512)上,轨道一(512)固定安装在安装底板(501)上;横移气缸一(515)本体固定安装在安装底板(501)上,横移气缸一(515)移动臂与轨道一(512)平行,移动臂前端与移动底板一(510)固定连接,这样横移气缸一(515)可以通过移动底板一(510)带动主轴一(502)、主轴二(503)、主轴三(504)整体,在安装底板(501)平面上横向往复移动;主轴四(505)通过支架二(507)固定在主轴安装座二(509)上,主轴安装座二(509)固定安装在移动底板二(511)上,移动底板二(511)可移动安装在轨道二(513)上,轨道二(513)固定安装在安装底板(501)上;横移气缸二(516)本体固定安装在安装底板(501)上,横移气缸二(516)移动臂与轨道二(513)平行,移动臂前端与移动底板二(511)固定连接,这样横移气缸二(516)可以通过移动底板二(511)带动主轴四(505),在安装底板(501)平面上横向往复移动;主轴四(505)相对设置在主轴一(502)、主轴二(503)、主轴三(504)下方,主轴工作时处于同一工作平面,可以从多个方向对偏光片磨边;安装底板(501)固定安装在钣金外壳(3)内部后侧面板上,将整个多轴磨边系统(5)固定在机器后部;主轴一(502)、主轴二(503)、主轴三(504)、主轴四(505)都为电主轴。
17.参考图4所示,磨边工位(6)包括工位安装底板(601)、工位轨道(602)、后移气缸(603)、工位移动板(604)、压臂(605)、压臂气缸(606)、工位支架(607)、工作台(608);磨边工位(6)有两个,分别通过工位安装底板(601)固定安装在钣金外壳(3)内部侧面板下端;工位轨道(602)固定安装在工位安装底板(601)上,工位移动板(604)可移动安装在工位轨道(602)上,后移气缸(603)本体固定安装在工位安装底板(601)上,后移气缸(603)移动臂与工位轨道(602)平行,移动臂前端与工位移动板(604)固定连接,这样后移气缸(603)可以通过工位移动板(604)带动工位在朝多轴磨边系统(5)前后移动;工位支架(607)固定安装在工位移动板(604)上,工作台(608)位于工位支架(607)上端面;压臂气缸(606)本体固定设置在工位支架(607)侧面,压臂(605)固定安装在压臂气缸(606)移动臂前端上,压臂(605)位置对应工作台(608)位置,这样可以通过控制压臂气缸(606)移动臂移动,带动压臂(605)上下移动,从而可以压紧、或松开偏光片;参考图5所示,双工位四主轴磨边机还包括对位装置(7),对位装置(7)与磨边机数控系统电连接,可通过控制面板,控制对位装置(7)到适当位置;对位装置(7)包括对位装置安装底板(701)、对位横移动板(702)、对位横移轨道(703)、对位横移气缸(704)、对位竖移动板(705)、对位竖移轨道(706)、对位臂(707)、对位臂竖移气缸(708);
对位装置安装底板(701)固定安装在钣金外壳(3)内部前面板窗口(4)下侧,这样保证位置紧临磨边工位(6);对位横移轨道(703)固定在对位装置安装底板(701)上,对位横移动板(702)可移动安装在对位横移轨道(703)上,对位横移气缸(704)本体固定安装在对位装置安装底板(701)上,对位横移气缸(704)移动臂与对位横移轨道(703)平行,移动臂前端与对位横移动板(702)固定连接,这样就可以通过对位横移气缸(704)控制对位横移动板(702)的位置;对位竖移动板(705)、对位竖移轨道(706)、对位臂(707)、对位臂竖移气缸(708)数量都为二个,都分别对称设置在对位横移动板(702)两端,分别对应两个磨边工位(6);对位竖移轨道(706)固定在对位横移动板(702)一端,对位竖移动板(705)可移动安装在对位竖移轨道(706)上,对位臂竖移气缸(708)本体固定安装在对位横移动板(702)上,对位横移气缸(708)移动臂与对位竖移轨道(706)平行,移动臂前端与对位竖移动板(705)固定连接,这样就可以通过对位臂竖移气缸(708)控制对位竖移动板(705)的位置;对位臂(707)固定安装在对位竖移动板(705)上,对位臂(707)前端与返回后的磨边工位(6)工作平面位置相对应,这样就可以通过对位横移气缸(704)、对位臂竖移气缸(708)控制调整对位臂(707)到需要位置,辅助磨边工位(6)上料操作。
18.在这里需要申明的是,磨边机数控系统采用现有技术产品构成,通过plc编程控制,这里对磨边机数控系统的结构及原理不再做详细描述;还有,本专利中的气缸都是由辅助高压气泵驱动,这里对气泵的管路及结构,也不再做详细描述。
19.本发明双工位四轴磨边机的磨边详细步骤:将偏光片产品重叠好放进设备其中一个磨边工位(6)的压臂(605)和工作台(608)之间,此时压臂(605)会压下偏光片(没有完全压紧),用手轻轻整列(敲打)偏光片,将偏光片向对位臂(707)靠紧对齐,此时可以完全压紧偏光片;然后,关上机器推拉门然后调磨边机数控系统;设置需要的参数;机器主轴三(504)开始磨偏光片的三边,主轴三(504)停止转动;主轴三(504)下面的主轴四(505)开始加工偏光片另外的一边,完成动作后,主轴四(505)停止转动;主轴一(502)开始转动,根据程序移动到相应位置开始打孔,当完成初步打孔后,主轴一(502)停止,主轴二(503)会移动对孔位置进行细磨加工;上述完成之后,工位退出至机器外部,压紧装配松开,可以进行成品收起,并将待加工偏光片整理后放置至工位,最后再重复上述动作;在上述作业的过程中,另一个磨边工位(6)没有进行作业,并且位于机器外部,可以进行准备偏光片动作,待上一个工位完成后,这个工位自动进行重复的偏片动作,这样两个工位交替进行,就可以改变了原先机器由于换片需要停顿的问题,可以实现不停机持续加工。为企业提升了生产效率,节省了生产成本。
20.除上述以外,还需要说明的是在本说明书中所谈到的“一个实施例”、“另一个实施例”、“实施例”等,指的是结合该实施例描述的具体特征、结构或者特点包括在本技术概括性描述的至少一个实施例中。在说明书中多个地方出现同种表述不是一定指的是同一个实施例。进一步来说,结合任一实施例描述一个具体特征、结构或者特点时,所要主张的是结合其他实施例来实现这种特征、结构或者特点也落在本发明的范围内。
21.尽管这里参照本发明的多个解释性实施例对本发明进行了描述,但是,应该理解,
本领域技术人员可以设计出很多其他的修改和实施方式,这些修改和实施方式将落在本技术公开的原则范围和精神之内。更具体地说,在本技术公开、附图和权利要求的范围内,可以对主题组合布局的组成部件和/或布局进行多种变型和改进。除了对组成部件和/或布局进行的变型和改进外,对于本领域技术人员来说,其他的用途也将是明显的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

